Изобретения относятся к космической, авиационной и другим областям техники, использующим емкости для хранения или транспортировки жидких или газообразных рабочих сред, в частности топлива под давлением.
Из технической литературы известно днище топливного бака, содержащее обшивку и шпангоут, соединенные сваркой (см., например, книгу "Ракеты - носители" под общей редакцией С.О. Осипова, М.: Воениздат, 1981 г., стр. 179 - 182). Для обеспечения минимально возможной массы, что особенно важно в ракетостроении и самолетостроении, в днище данной конструкции обшивка выполнена переменной толщины, в районе сварного шва толщина обшивки увеличена по отношению к расчетному значению. Толщина полки шпангоута соответствует увеличенной толщине обшивки днища.
Из того же источника известен способ изготовления днища топливного бака, включающий раздельное изготовление из листовой и профильной заготовок соответственно обшивки днища и шпангоута, и последующую их сварку в днище топливного бака. Для обеспечения равнопрочности днища обшивку подвергают химическому, электрохимическому или механическому фрезерованию для получения утолщения (теплового компенсатора) в зоне будущего сварного шва.
Недостатком данного днища и способа его изготовления является увеличенная масса за счет необходимости создания утолщения в районе сварного шва из-за его пониженной прочности по сравнению с прочностью основного металла обшивки днища. Недостатком способа изготовления данного днища являются также возможные дефекты, возникающие при сварке обшивки со шпангоутом, что влияет на надежность и герметичность днищ и изделия в целом и требует проведения дополнительных работ по ликвидации этих дефектов.
Задачей данных изобретений является создание днища топливного бака минимальной массы и способа его изготовления с достижением технического результата в виде увеличения прочности сварного шва обшивки и шпангоута до прочности основного металла обшивки, исключения теплового компенсатора, получения обшивки днища и полки шпангоута одинаковой толщины, соответствующей расчетному значению, исходя из прочности основного металла обшивки днища.
Данная задача решается тем, что в днище топливного бака в соответствии с изобретением, обшивка и полка шпангоута выполнены одинаковой толщины, при этом их прочность в месте сварки соответствует прочности основного металла обшивки днища.
Данная задача решается также и тем, что в способе изготовления днища топливного бака, в соответствии с изобретением специально подготовленные заготовки обшивки и шпангоута сначала сваривают, а изготовление днища производят деформированием этой сварной заготовки ротационной вытяжкой (раскаткой) с утонением материала всей поверхности заготовки обшивки и полки шпангоута. В заготовке шпангоута полку выполняют с переменным углом наклона: в части, примыкающей к заготовке обшивки, по касательной к ней, а в остальной части - по окончательному углу наклона полки шпангоута.
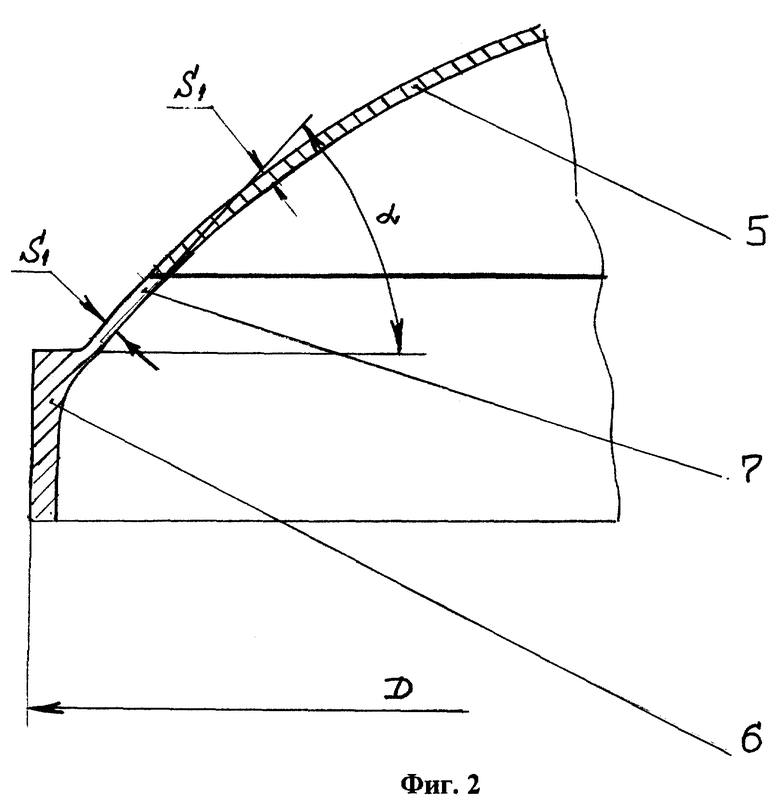
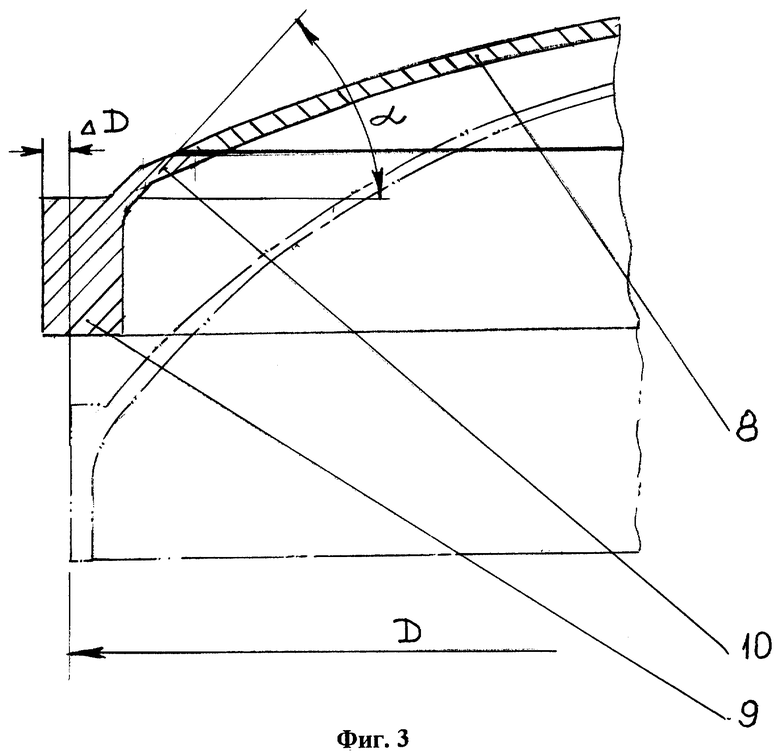
На фиг. 1 показан фрагмент днища традиционного топливного бака диаметра D; на фиг. 2 - фрагмент днища топливного бака того же диаметра по изобретению; на фиг. 3 - сварная заготовка днища и шпангоута.
Днище, показанное на фиг. 1, содержит обшивку переменной толщины от S1 до S - поз. 1, причем S > S1 для обеспечения необходимой прочности в зоне сварного шва - поз. 2 и шпангоут - поз. 3 с полкой - поз. 4 толщиной S1 и углом наклона α.
Днище, показанное на фиг. 2, содержит обшивку постоянной толщины S1 - поз. 5 и шпангоут - поз. 6 с полкой также толщины S1 и углом наклона α - поз. 7.
Сварная заготовка, показанная на фиг. 3, содержит заготовку обшивки днища - поз. 8, предварительно отформованную до контура, обусловленного процессом ротационной вытяжки, и заготовку шпангоута - поз. 9 с полкой с переменным углом наклона - поз. 10.
Способ изготовления днища топливного бака осуществляется следующим образом.
Подготавливают заготовки обшивки днища заданного контура - поз. 8 и шпангоута - поз. 9, выполненные, например, соответственно штамповкой и гибкой, причем заготовка обшивки может быть сваренной из нескольких частей. Полка заготовки шпангоута - поз. 10 выполняется с переменным углом наклона: в части, примыкающей к заготовке обшивки, по касательной к ней, а в остальной части - по окончательному углу наклона полки шпангоута α. Заготовки обшивки и шпангоута сваривают кольцевым швом в заготовку диаметра D с припуском ΔD для дальнейшей обработки (фиг. 3).
Формообразование днища выполняют ротационной вытяжкой этой сварной заготовки в соответствии с известным "законом синуса" на специальном раскатном стане или карусельном станке. Деформированию подвергают всю поверхность обшивки днища и часть полки заготовки шпангоута до получения заданного контура днища. Для получения необходимой толщины обшивки днища и полки шпангоута ротационной вытяжкой с утонением заготовки выполняют утолщенными на величину деформации.
В процессе ротационной вытяжки за счет деформационного упрочнения происходит повышение механических характеристик основного металла заготовок и металла в месте сварки, причем прочность сварного шва и околошовной зоны становится равной прочности основного металла.
В результате такой конструкции днища и способа его изготовления получают равнопрочное днище, масса которого меньше массы днища, изготовленного традиционными методами. Кроме того, ликвидируются без доработки возможные дефекты сварного шва. Трудоемкость изготовления днища предлагаемой конструкции снижается на 15 - 20% по сравнению с трудоемкостью изготовления днища традиционной конструкции.
Пример. Изготовление сферического днища диаметром 800 мм с кривизной R625 мм выполняют из листовой заготовки диаметром 760 мм, толщиной 3,0 мм материала АМг6М и кольца сечением 40х65 мм того же материала. Листовую заготовку для обшивки днища подштамповывают на гидропрессе усилием 250 тс по геометрии, обеспечивающей "закон синуса" при ротационной вытяжке днища. Кольцо предварительно подвергают мехобработке для получения полки шпангоута толщиной 3,0 мм с переменным углом наклона в части, подвергающейся ротационной вытяжке по касательной к заготовке обшивки. Заготовки обшивки и шпангоута сваривают ЭЛС кольцевым швом. Сварную заготовку деформируют до окончательного контура (R= 625 мм) на ротационном стане КЖ-9901 по жесткой оправке двумя роликами. Деформированию подвергают всю поверхность обшивки днища, кроме зоны под прижимом диаметром 40 мм, и часть полки шпангоута.
После выполнения операции ротационной вытяжки проводится окончательная обработка шпангоута до заданного контура на токарно-карусельном станке.
Полученный уровень механических свойств по всей поверхности обшивки, в т. ч.: сварного шва, σв ≥ 38 кг/мм2, σ0,2 ≥ 22 кг/мм2, что превышает механические свойства исходного материала σв = 34 кг/мм2, σ0,2 = 18 кг/мм2 и обеспечивает получение днищ минимальной массы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления полых изделий | 2015 |
|
RU2684332C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ДЕТАЛЕЙ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ | 1999 |
|
RU2150344C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ПАРТИЙ ЗАГОТОВОК ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ И НЕРЖАВЕЮЩИХ СТАЛЕЙ РОТАЦИОННЫМ ВЫДАВЛИВАНИЕМ ОДНО ИЛИ НЕСКОЛЬКО ПЕРЕХОДНОЙ ОБРАБОТКОЙ ЛИСТОВОЙ ЗАГОТОВКИ | 2010 |
|
RU2454288C2 |
| Способ получения таврового соединения | 2023 |
|
RU2822529C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ МНОГОСЛОЙНЫХ ДЕТАЛЕЙ С ОТВОДАМИ | 2009 |
|
RU2404003C1 |
| СПОСОБ РОТАЦИОННОЙ ВЫТЯЖКИ | 2011 |
|
RU2490085C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК С ЛОКАЛЬНЫМИ УТОЛЩЕНИЯМИ | 2011 |
|
RU2460605C1 |
| ТОРОВЫЙ БАК | 1999 |
|
RU2156722C1 |
| АДАПТЕР И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2209162C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ И ПЕРИОДИЧЕСКОГО КОНТРОЛЯ ВЕЛИЧИН ДЕФОРМАЦИЙ ЧАСТЕЙ КОНСТРУКЦИЙ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 1999 |
|
RU2180725C2 |
Изобретение может быть использовано при изготовлении емкостей для хранения или транспортировки жидких или газообразных рабочих сред, в частности топлива, под давлением. Обшивка днища топливного бака и полка шпангоута выполнены одинаковой толщины без теплового компенсатора. Сварное соединение имеет прочность в месте сварки, соответствующую прочности основного металла обшивки днища. Полку шпангоута выполняют из двух сопряженных частей с разным углом наклона. Заготовку обшивки сваривают с полкой шпангоута и затем деформируют ротационной вытяжкой до заданной формы днища. Деформированию подвергается вся поверхность обшивки, сварной шов и часть полки шпангоута. Днище имеет минимальную массу, прочность сварного соединения соответствует прочности основного металла. 2 с. и 1 з.п. ф-лы, 3 ил.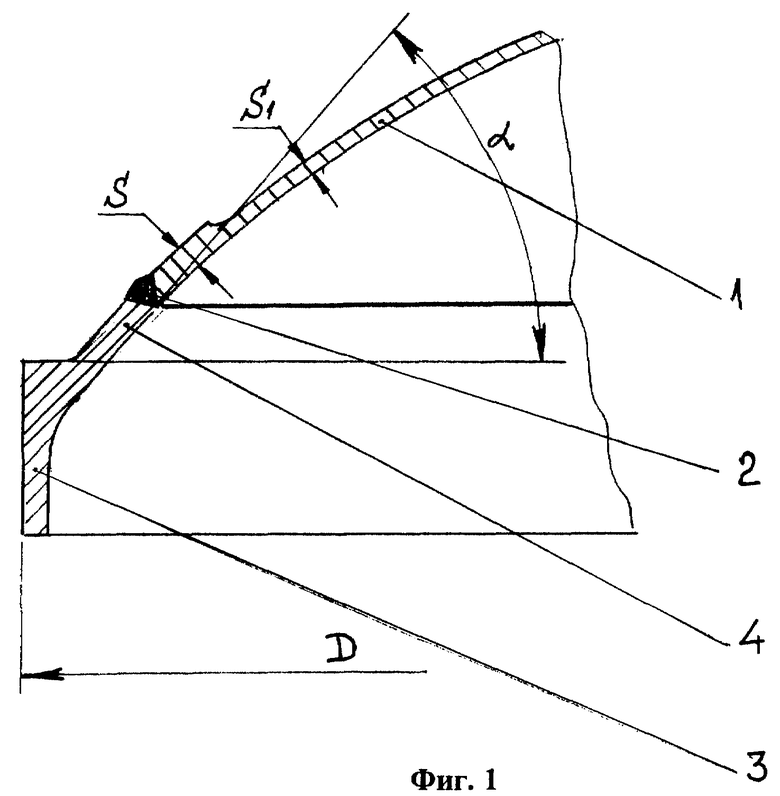
| Ракеты-носители./Под общей ред | |||
| С.О | |||
| ОСИПОВА | |||
| - М.: Воениздат, 1981, с | |||
| Вагонетка для движения по одной колее в обоих направлениях | 1920 |
|
SU179A1 |
| Способ изготовления сварных обечаек | 1989 |
|
SU1632710A1 |
| Бак для жидких продуктов | 1991 |
|
SU1803348A1 |
| Резервуар для хранения жидкостей и газов | 1977 |
|
SU709795A1 |
| ТОПЛИВНЫЙ БАК ДЛЯ ЛЕТАТЕЛЬНЫХ АППАРАТОВ | 1998 |
|
RU2133696C1 |
| Бесколесный шариковый ход для железнодорожных вагонов | 1917 |
|
SU97A1 |
| СТЕКЛОВОЛОКОННАЯ КОМПОЗИЦИЯ И КОМПОЗИЦИОННЫЙ МАТЕРИАЛ, АРМИРОВАННЫЙ ПОСРЕДСТВОМ ЕЕ | 2011 |
|
RU2556680C2 |

