Изобретение относится к металлургии чугуна, конкретно к устройству летки доменной печи и бура для ее вскрытия.
В доменном производстве известны различные конструктивные решения леток для выпуска чугуна [1,2]. Чугунная летка является наиболее уязвимым местом в конструкции горна, так как через нее проходит большое количество чугуна и шлака, которые, истекая через канал летки, интенсивно размывают огнеупорную футеровку канала летки. Учитывая, что течение чугуна в канале летки на всем протяжении выпуска происходит в сильнотурбулентном режиме, то для известных чугунных леток с цилиндрическим каналом (насадком) характерна высокая линейная скорость истечения чугуна с дальним полетом струи и повышенной кинетической энергией. Это приводит к большому разбрызгиванию чугуна и шлака, зарастанию бортов главного желоба, недостаточному разделению чугуна и шлака в главном желобе и повышенным потерям металла со шлаком. Эти обстоятельства требуют разработки специальных технологических мероприятий и дополнительного оборудования. Наиболее близким по технической сущности и решаемой задаче к предлагаемому решению является конструкция чугунной летки [2], включающая холодильник, раму, огнеупорную кладку, огнеупорную набивную массу и выпускной цилиндрический канал. Известной чугунной летке присущи отмеченные выше недостатки.
Другим недостатком известной конструкции чугунной летки с цилиндрическим каналом является то, что выпуск жидкого чугуна сопровождается "кострением" в летке кусков кокса и необходимостью интенсивного пикования выпускного канала.
В настоящей заявке поставлена задача устранения указанных недостатков за счет использования при выпуске чугуна чугунной летки новой конструкции.
Сущность предлагаемого изобретения и поставленная задача достигаются тем, что в известной чугунной летке, включающей холодильник, раму, огнеупорную кладку, огнеупорную набивную массу, выпускной канал - последний по его длине выполнен с переменным профилем, а именно на входной и выходной части канала - цилиндрический, на средней части канала - расширяющийся с конусностью 3-7o в направлении к выходной части профиля канала, причем средняя часть канала сопряжена по диаметрам с цилиндрической входной и выходной частями канала летки, а длины входной, средней и выходной частей канала от общей длины выпускного канала составляют соответственно 1: (0,15-0,40): (0,10-0,40): (0,20-0,75).
Профиль и параметры канала предлагаемой чугунной летки установлены по результатам изучения гидродинамики истечения жидкого расплава через каналы различных видов насадка (таблица).
Используемый в практике доменного производства канал чугунной летки формируется по типу наружного цилиндрического насадка.
В наружном цилиндрическом насадке струя жидкости при входе в насадок сжимается, после чего вновь расширяется и заполняет все его сечение. Так как струя расплава выходит из насадка полным сечением, то коэффициент сжатия струи ∑ = 1, а коэффициент расхода μ = ∑γ, где γ коэффициент скорости, то есть μ = γ. Для цилиндрического насадка характерно, что давление в сжатом сечении струи меньше атмосферного, то есть внутри струи возникает вакуум, величина которого возрастает с увеличением напора и в пределе достигает максимума, равного внешнему давлению. Увеличение напора выше внешнего давления приводит к отрыву струи от стенок насадка, вакуум исчезает и насадок начинает работать как отверстие в тонкой стенке - с дальним полетом струи и высокой кинетической энергией.
При коническом расходящемся насадке внутреннее сжатие струи значительно больше, чем в цилиндрическом, поэтому в нем сильно возрастают потери давления и уменьшается коэффициент скорости. Внешнего сжатия струи при выходе из такого насадка нет, то есть ∑ = 1. Для конического насадка благоприятные показатели истечения расплава установлены при конусности 3-7o. Очевидно, что конически расходящийся насадок целесообразно использовать в тех случаях, когда при заданном напоре необходимо увеличить расход и снизить скорость истечения расплава, уменьшив соответственно дальность полета струи, силу ее удара. Кроме этого, в таких насадках в месте сжатия струи расплава возникает более высокий вакуум, что усиливает всасывающий эффект.
В коноидальном типе насадка вход расплава в отличие от предыдущих двух типов происходит с плавным закруглением, поэтому коэффициенты скорости и расхода имеют самые большие величины. Это обстоятельство учтено при окончательном выборе профиля и соотношения длин каналов чугунной летки, так как по истечению определенного промежутка времени после выпуска продуктов плавки из доменной печи острые кромки входного отверстия цилиндрического насадка постепенно размываются.
Формирование канала чугунной летки по смешанному профилю обеспечивает очевидные преимущества перед существующим в настоящее время цилиндрическим. Это высокий расход расплава, пониженная скорость истечения, повышенный всасывающий эффект, стимулирующий подход жидкости к выпускному отверстию, что в целом улучшает параметры выпуска чугуна и шлака из доменной печи и замедляет процессы зарастания транспортных желобов, улучшая разделение чугуна и шлака, снижает потери металла со шлаком, уменьшает продолжительность выпуска, что позволяет увеличить их суточное число и показатели работы доменной печи. Кроме этого, использование канала переменного профиля существенно улучшит показатели при выпуске чугуна и шлака повышенной вязкости и температуры, например, при использовании титаномагнетитового сырья.
Необходимо также отметить еще одно полезное преимущество профиля канала чугунной летки с расширенным конусообразным участком - это уменьшение кострения кусков кокса в летке и исключение необходимости ее пикования, что также способствует снижению зарастания транспортных желобов.
Цилиндрический канал, используемый для выпуска чугуна в настоящее время, выполняется в летке буром, состоящим из несущего стержня с хвостовиком и пера режущего наконечника [3].
Для исполнения в чугунной летке канала предлагаемого переменного профиля разработан специальный бур, состоящий из несущего стержня с хвостовиком, пера режущего наконечника, отличающийся от известного тем, что бур дополнительно снабжен по меньшей мере одной парой режущего инструмента, диаметрально расположенного вдоль образующей на средней и предхвостовой частями несущего стержня, причем на средней части режущий инструмент выполнен с конусностью 3-7o, а на предхвостовой части - параллельно образующей и оси стержня, а ширина малой кромки конической части режущего инструмента равна максимальной ширине пера режущего наконечника при равных размерах ширины большой кромки конической части инструмента и ширины кромки параллельной части инструмента, при этом длина несущего стержня от линии ширины малой кромки конической части инструмента до линии максимальной ширины пера режущего наконечника равна 5-12 размерам максимальной ширины пера, длина же стержня с конической частью инструмента составляет 0,5-1,0 от вышеуказанной длины стержня, а длина стержня с параллельным к его оси расположением режущих кромок инструмента составляет 0,3-0,5 длины конической части режущего инструмента.
Дополнительный режущий инструмент из одной или нескольких пар может быть выполнен из твердосплавных пластин, диаметрально расположенных для каждой пары на стержне вдоль его образующей с фиксацией на нем пластин с помощью сварки, пайки или иными способами.
Анализируя вышеизложенное, можно сделать вывод, что предлагаемая конструкция чугунной летки с каналом переменного профиля и бур для его выполнения содержат совокупность новых существенных признаков, характеризующих устройства, и соответствуют критерию "новизна".
Из научно-технической и патентной информации не выявлено использование совокупности взаимодействия и конструктивного выполнения новых существенных признаков предлагаемой чугунной летки и бура для ее вскрытия по их функциональному назначению и достигаемому результату, что соответствует критерию "изобретательский уровень".
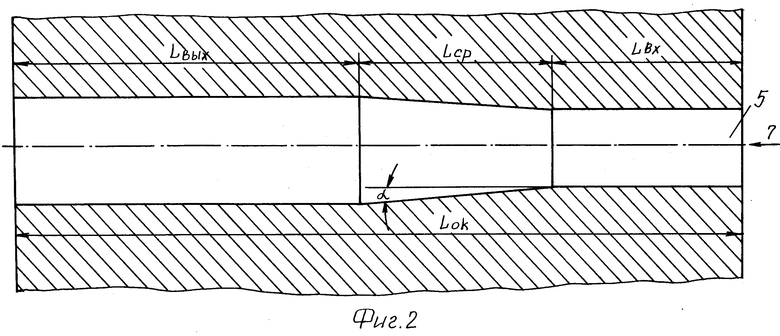
На фиг. 1,2 изображен общий вид чугунной летки с каналом переменного профиля в продольном разрезе.
Чугунная летка состоит из легочных холодильников 1, рамы 2, огнеупорной кладки 3, огнеупорной набивной массы 4 и канала переменного профиля 5. На входной (Lвх) и выходной (Lвых) длинах канал 5 имеет цилиндрический профиль, а на средней части (Lcp) - в виде диффузора с конусностью под углом, равным 3-7o по направлению истечения расплава чугуна из горна доменной печи 7. Цилиндрические части канала сопряжены по диаметрам с основаниями диффузора. Длины отдельных участков канала взаимосвязаны с общей длиной канала (Lок) соотношением Lвх= (0,15-0,40) Lок; Lcp=(0,10-0,40) Lок и Lвых=(0,20-0,75) Lок.
Длина канала Lок соответствует конструктивной толщине стенки из набивной массы чугунной летки на уровне горна доменной печи.
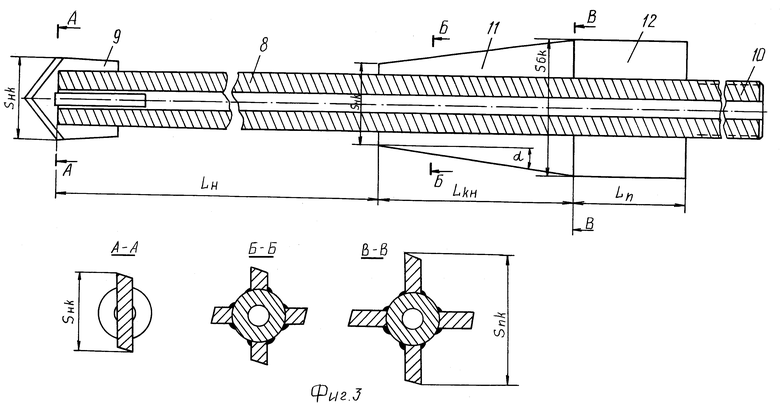
На фиг. 3 изображен общий вид в продольном разрезе бура для вскрытия чугунной летки - для выполнения канала переменного профиля при выпуске чугуна из горна доменной печи.
Бур состоит из рабочего несущего стержня 8, пера режущего наконечника 9, хвостовой части бура 10, конической части режущего инструмента 11 на средней части несущего стержня с конусностью под углом в направлении хвостовой части бура 10, параллельной части режущего инструмента 12. На фиг.3 также обозначены следующие конструкционные параметры бура:
Sнк - максимальная ширина пера режущего наконечника;
Sмк - ширина малой кромки конической части инструмента, равная Sнк;
Sбк - ширина большой кромки конической части инструмента;
Sпк - ширина кромки параллельной части инструмента, равная Sбк;
Lн - длина стержня от линии Sмк до линии Sнк, равная (5-12) Sнк;
Lкн - длина конической части инструмента, равная (0,5-1,0) Lн;
Lп - длина параллельной части инструмента, равная (0,3-0,5) Lкн;
α - угол конусности, равный 3-7o.
Чугунная летка как элемент конструкции сооружается при строительстве доменной печи или в процессе ее ремонта.
Для укрепления кожуха отверстие чугунной летки обрамляется стальной литой рамой 2, помещенной в проем легочных холодильников 1 и привариваемой к кожуху горна 6.
Проем рамы 2 футеруют высокоглиноземистыми кирпичами с образованием сквозного широкого канала, который забивают огнеупорной набивной массой 4. В процессе доменной плавки для выпуска чугуна на всю глубину набивной массы буром с комбинированным набором режущего инструмента просверливают канал переменного профиля.
Максимальная ширина пера режущего наконечника (Sнк) устанавливается исходя из практики эксплуатации доменных печей и принята для всех печей независимо от их полезного объема равной 50-80 мм (по диаметру цилиндрического выпускного канала чугунной летки).
Вначале пером режущего наконечника 9 сверлится и выбирается цилиндрический канал диаметром Sнк. По мере подачи бура в глубину летки, конической частью режущего инструмента вслед за цилиндрическим формируется конусообразный канал в виде диффузора. Далее, при введении бура в набивную легочную массу до отметки на его несущем стержне, соответствующей расстоянию, равному Lок от линии Sнк, пером режущего наконечника вскрывается внутренняя поверхность горна, а дополнительными режущими инструментами на средней и предхвостовой части несущего стержня окончательно доводится до заданного размера и профиля канал чугунной летки. После удаления бура из легочного канала истечение жидкого чугуна и шлака проходит в благоприятном режиме, обусловленном конструктивными параметрами легочного канала.
После выпуска из доменной печи чугуна и шлака легочный канал с помощью электропушки заполняется огнеупорной массой, а перед очередным выпуском чугуна с использованием бура новой конструкции в порядке, описанном выше, в чугунной летке вновь высверливается канал переменного профиля.
Пример выполнения.
В промышленных условиях доменного производства для выпуска чугуна из печей объемом 1513 м3 через леточный канал переменного профиля изготовлена партия буров разработанной конструкции. В одинаковых условиях с выпуском чугуна через летку с каналом обычной цилиндрической формы также проведено пять выпусков чугуна через канал переменного профиля. Средние показатели параметров выпуска с использованием известного и нового оборудования соответственно были следующими.
Средний вес выпуска, тонн - 235 и 278. Время выпуска, мин - 65,6 и 51,6. Скорость выдачи чугуна, тонн/мин - 3,58 и 5,39. Прирост скорости выпуска чугуна составил около 50%.
Испытания буров новой конструкции подтвердили их надежность при эксплуатации.
Использование буров новой конструкции не потребовало использования или разработки иного оборудования для литейных дворов в комплексе существующих доменных печей.
Источники информации
1. Технолог-доменщик. Справочник. Волков Ю.П., Шпарбер Л.Я., Гусаров А. К.- М.: Металлургия, 1986, с.65-76.
2. Доменное производство. Полтавец В.В. М.: Металлургия, 1972, с. 292-299.
3. Справочник рабочего доменного цеха. Даньшин В.В., Черноусов П.И.- Челябинск: Металлургия, 1989, с.278-286.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СОЗДАНИЯ ЗАЩИТНОГО ГАРНИСАЖА В ГОРНЕ ДОМЕННОЙ ПЕЧИ | 2003 |
|
RU2223330C1 |
| СПОСОБ СОЗДАНИЯ ЗАЩИТНОГО ГАРНИСАЖА В ГОРНЕ ДОМЕННОЙ ПЕЧИ | 2003 |
|
RU2223329C1 |
| СПОСОБ ЗАДУВКИ ДОМЕННОЙ ПЕЧИ | 1999 |
|
RU2163641C1 |
| Устройство для выпуска продуктов плавки из доменной печи | 1973 |
|
SU548628A1 |
| ОГНЕУПОРНАЯ МАССА ДЛЯ ЗАДЕЛКИ ЛЕТОК ДОМЕННЫХ ПЕЧЕЙ | 2000 |
|
RU2188179C2 |
| Комплекс сбора и удаления горновых газов от главного желоба доменной печи | 2019 |
|
RU2715265C1 |
| СПОСОБ ПРОМЫВКИ ДОМЕННОЙ ПЕЧИ | 2001 |
|
RU2206622C1 |
| Желоб доменной печи | 1980 |
|
SU931747A1 |
| Чугунная летка доменной печи | 1982 |
|
SU1116066A1 |
| СПОСОБ ЗАДУВКИ ДОМЕННОЙ ПЕЧИ | 2002 |
|
RU2216597C1 |

Изобретение относится к области металлургии доменного производства, конкретно к устройству чугунной летки и бура для ее вскрытия. Устройство чугунной летки выполнено с переменным профилем выпускного канала по его длине, а именно на входной части от горна канал цилиндрический, на средней части - конусообразный в виде диффузора и на выходной части канал имеет цилиндрическую форму с диаметром, равным большому основанию диффузора. Для вскрытия чугунной летки и формирования предложенного профиля канала разработан бур, имеющий набор режущего инструмента, последовательно расположенного по длине несущего стержня вдоль его образующих. При выпуске чугуна и шлака через канал переменного профиля улучшается их разделение, снижаются потери металла со шлаком, уменьшается время их выпуска из печи, что позволяет увеличить суточное число выпусков. Устраняется причина зарастания транспортных желобков, в том числе при выпуске чугуна и шлака повышенной вязкости и температуры. 2 с.п. ф-лы, 1 табл., 3 ил.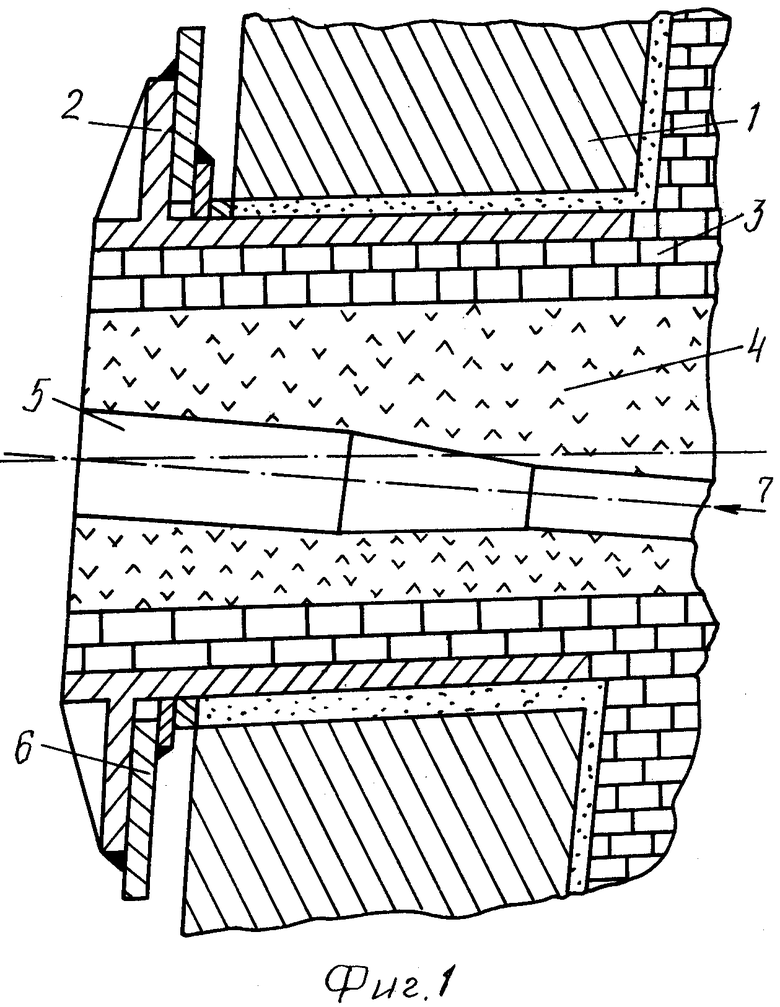
| ПОЛТАВЕЦ В.В | |||
| Доменное производство | |||
| - М.: Металлургия, 1972, с.292-299 | |||
| ДАНЬШИН В.В | |||
| и др | |||
| Справочник рабочего доменного цеха | |||
| - Челябинск: Металлургия, 1989, с.278-286 | |||
| Чугунная летка доменной печи | 1982 |
|
SU1116066A1 |
| Патрон крепления бура машины для вскрытия чугунной летки доменной печи | 1984 |
|
SU1164268A1 |
| Патрон крепления бура машины для вскрытия чугунной летки | 1978 |
|
SU721492A1 |
| Устройство для выпуска продуктов плавки из доменной печи | 1982 |
|
SU1073284A1 |
| US 4895349, 23.01.1990 | |||
| Система дистанционного мониторинга огнетушителей | 2023 |
|
RU2824958C1 |
| КУЗОВ ПОЛУВАГОНА | 2003 |
|
RU2271292C2 |

