Настоящее изобретение относится к режущим инструментам и, в частности, оно относится к сборному режущему инструменту модульной конструкции, в котором режущие пластины с различными видами (порядками) осевой симметрии могут быть использованы поочередно с одним корпусом.
Известно использование режущих пластин, изготовленных из различных инструментальных материалов, которые имеют круглые, многоугольные или выполненные с иной осевой симметрией режущие кромки и установленные в установочном гнезде корпуса режущего инструмента. Во время операции механической обработки (точения, фрезерования и т.д.) только часть имеющейся в наличии режущей кромки, как правило, фактически участвует в обработке заготовки резанием. Длина этой части зависит от глубины резания. Когда часть индексируемой режущей кромки пластины правильной формы (например, многоугольной) будет изношена, пластину индексируют для установки в рабочее положение полностью новой режущей кромки.
В случае режущих пластин с многоугольными режущими кромками надлежащая работа может быть обеспечена только при фиксации пластины в направлении вращения внутри гнезда с тем, чтобы она могла выдерживать воздействие сил резания, возникающих во время использования. Обычно пластины базируются на опорные поверхности, которые образуются благодаря многоугольной форме, присущей режущей пластине. Однако в некоторых случаях применения, особенно в тех, когда имеет место большой крутящий момент, или при многоугольниках с большим числом сторон, присущая пластине геометрия опорных элементов может оказаться неадекватной для выдерживания режущей пластиной крутящих моментов, которые могут возникать в результате действия сил резания.
Режущие пластины с круглыми режущими кромками обладают осевой симметрией и теоретически могли бы быть непрерывно индексируемыми в любом угловом положении для приспособления к фактически видимому износу. Однако на практике круглые режущие пластины также используются с ограничением, которое обусловлено тем, что круглые пластины используются с определенным количеством дискретных позиций индексации, расположенных с угловым смещением друг от друга на одинаковый угол сдвига. Угловой сдвиг между позициями индексации называют "угловым шагом" пластины.
Для того чтобы обеспечить оптимальное использование круглой режущей пластины, желательно предотвратить поворот пластины из ее индексированного положения во время процесса резания, тем самым ограничивая износ до определенного участка режущей кромки. Это гарантирует то, что часть режущей кромки, установленная в рабочее положение после переустановки, окажется фактически неиспользованной.
Был предложен ряд конструкций для фиксации круглых пластин от поворота. Эти конструкции могут быть разделены на два типа, а именно на конструкции "с фиксацией в гнезде с помощью штифтового соединения" и конструкции с "боковой опорой". Примеры конструкций с фиксацией в гнезде с помощью штифтового соединения можно обнаружить в патенте США 5296288, выданном на имя Flueckiger, и в Европейской заявке 300172, выданной, на имя Stashko. Пример конструкции с боковой опорой приведен в патенте США 5346336, выданном на имя Rescigno. Недостатком всех этих конструкций является ограниченная способность противодействовать крутящему моменту вследствие малого размера, местоположения и ориентации поверхностей контакта.
Как очевидно из вышеприведенных соображений, требования к эффективному удержанию режущей пластины, как правило, в значительной степени определяются геометрией режущей кромки. Таким образом, для каждого типа пластины, треугольной, прямоугольной, квадратной или круглой, предусмотрен корпус с конструкцией, предназначенной для данной пластины и с соответствующей формой гнезда. В результате использование многочисленных типов режущих пластин сопровождается затратами на изготовление (приобретение) и хранение многочисленных корпусов и требует дополнительных затрат труда на замену всего инструмента между операциями резания.
Для уменьшения этих затрат средств и труда были предприняты попытки разработать системы модульной конструкции, базирующиеся на сменных вставках. Примерами таких систем являются система "Modulmill", поставляемая на рынок фирмой SANDVIC Coromant, и система "NOVEX F 2010", поставляемая на рынок фирмой Montanwerke Walter GmbH. В этих системах используются сменные переходные вставки, в каждой из которых имеется гнездо с геометрией зажима, соответствующей определенной режущей пластине. Несмотря на то что эти системы обеспечивают возможность использования основного корпуса с различными типами режущих пластин, замена вставок тем не менее добавляет вызывающую потери времени, дополнительную операцию разборки/сборки при переналадке.
Следовательно, существует необходимость в разработке сборного режущего инструмента модульной конструкции, который обеспечивает возможность попеременного использования многочисленных режущих пластин с различным числом позиций индексации в одном гнезде корпуса. Также существует необходимость в разработке режущих пластин и корпусов, предназначенных для использования в таком сборном инструменте.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
В соответствии с настоящим изобретением разработан сборный режущий инструмент модульной конструкции, в котором режущие пластины с различными, отличающимися друг от друга количествами позиций индексации или с различными конфигурациями режущей кромки могут использоваться попеременно в гнезде державки, имеющем общую конструкцию для всех видов пластин.
Согласно одному аспекту настоящего изобретения гнездо под пластину имеет такую конструкцию, что она обеспечивает опору с тремя точками контакта при охвате пластины.
Согласно следующему аспекту изобретения режущая пластина с пониженным порядком симметрии выполнена с выступающими элементами, которые препятствуют ошибочной индексации пластины в неправильном угловом положении.
Индексируемые пластины согласно настоящему изобретению могут образовывать часть комплекта скоординированных сменных пластин, предназначенных для использования с корпусом одного размера и формы. Пластины и установочные гнезда согласно изобретению представляют собой большую ценность для многих случаев применения, включая применение их во фрезах, протяжках, инструментах для обработки деталей типа тел вращения и т.п., но их применение не ограничивается вышеуказанными случаями.
В одном варианте осуществления настоящего изобретения разработана индексируемая пластина, которая имеет множество отдельных опорных поверхностей, три из которых используются одновременно.
В соответствии с настоящим изобретением разработан сборный режущий инструмент модульной конструкции, содержащий:
(а) корпус, имеющий по меньшей мере одно гнездо под пластину с основанием и множеством боковых опорных поверхностей; (b) первую режущую пластину, выполненную с возможностью ее помещения внутрь гнезда, которая имеет верхнюю поверхность, нижнюю поверхность и периферийную боковую поверхность, причем периферийной боковой поверхности придана такая форма, чтобы образовать опорные элементы с осевой симметрией порядка m•n вокруг центральной оси первой режущей пластины, так что первая режущая пластина может удерживаться боковыми опорными поверхностями в любом из m•n угловых положений при по меньшей мере одном значении каждой из величин пит, где n ≥ 3 и m ≥ 2; и (с) вторую режущую пластину, выполненную с возможностью ее помещения внутрь гнезда, которая имеет верхнюю поверхность, нижнюю поверхность и периферийную боковую поверхность, причем периферийной боковой поверхности придана такая форма, чтобы образовать обладающие пониженным порядком симметрии опорные элементы только с осевой симметрией n-го порядка вокруг центральной оси второй режущей пластины, так что вторая режущая пластина может удерживаться боковыми опорными поверхностями только в n угловых положениях, причем периферийной боковой поверхности первой режущей пластины придана такая форма, что нижнее поперечное сечение по нижней части первой режущей пластины перпендикулярно центральной оси, имеет форму с выемками.
Согласно следующему признаку настоящего изобретения периферийной боковой поверхности первой режущей пластины придана такая форма, что верхнее поперечное сечение первой режущей пластины, выполненное перпендикулярно центральной оси и вблизи верхней поверхности, имеет форму без выемок.
Согласно следующему признаку настоящего изобретения верхнее поперечное сечение соответствует, по существу, правильному многоугольнику с m • n сторонами.
Согласно следующему признаку настоящего изобретения верхнее поперечное сечение, по существу, является круглым.
Согласно следующему признаку настоящего изобретения периферийной боковой поверхности второй режущей пластины придана такая форма, что нижнее поперечное сечение по нижней части второй режущей пластины перпендикулярно центральной оси в точке, находящейся ближе к нижней поверхности, имеет форму с выемками.
В соответствии с настоящим изобретением также разработан сборный режущий инструмент модульной конструкции, содержащий:
(а) корпус, имеющий по меньшей мере одно гнездо под пластину с основанием и множеством боковых опорных поверхностей, причем задано направление подачи, определенное относительно боковых опорных поверхностей; (b) первую режущую пластину, выполненную с возможностью ее помещения внутрь гнезда, которая имеет верхнюю поверхность, ограниченную режущей кромкой, нижнюю поверхность и периферийную боковую поверхность, причем периферийной боковой поверхности придана такая форма, чтобы образовать опорные элементы с осевой симметрией n-го порядка вокруг центральной оси первой режущей пластины, так что первая режущая пластина может удерживаться боковыми опорными поверхностями в n угловых положениях при по меньшей мере одном значении n, где n ≥ 3, причем первой режущей пластине придана такая форма, что при установке первой режущей пластины внутри гнезда основная рабочая часть ее режущей кромки расположена под первым углом в плане относительно направления подачи; и (с) вторую режущую пластину, выполненную с возможностью ее помещения внутрь гнезда, которая имеет верхнюю поверхность, ограниченную режущей кромкой, нижнюю поверхность и периферийную боковую поверхность, причем периферийной боковой поверхности придана такая форма, чтобы образовать опорные элементы с осевой симметрией n-го порядка вокруг центральной оси второй режущей пластины, так что вторая режущая пластина удерживается боковыми опорными поверхностями в n угловых положениях, причем второй режущей пластине придана такая форма, что при установке второй режущей пластины внутри гнезда основная рабочая часть ее режущей кромки расположена под вторым углом в плане относительно направления движения подачи, при этом второй угол в плане отличается от первого угла в плане.
Согласно следующему признаку настоящего изобретения первый угол в плане отличается от второго угла в плане примерно на 180o/n.
Согласно изобретению разработан корпус для попеременного приема первой режущей пластины, индексируемой точно в n угловых положениях, и второй режущей пластины, индексируемой в m • n угловых положениях по меньшей мере при одном значении каждой из величин пит, где n ≥ 3 и m ≥ 2, причем корпус содержит по меньшей мере одно гнездо под пластину, образованное относительно оси, проходящей через гнездо, относительно которой должна быть выровнена центральная ось режущих пластин, причем гнездо имеет: (а) основание для создания опоры для режущих пластин; (b) первую, вторую и третью боковые опорные поверхности, расположенные с угловым смещением относительно друг друга вокруг оси и, по существу, на одинаковом расстоянии от оси; (с) первую боковую выемку, находящуюся между первой и второй боковыми опорными поверхностями; и (d) вторую боковую выемку, находящуюся между второй и третьей боковыми опорными поверхностями, причем первая и вторая боковые выемки выполнены таким образом, что геометрические отображения первой и второй боковых опорных поверхностей при повороте на 360o/(m • n) вокруг оси лежат соответственно в пределах первой и второй боковых выемок.
Согласно следующему признаку настоящего изобретения первая, вторая и третья боковые опорные поверхности соответственно образуют первую, вторую и третью плоскости, при этом первая плоскость смещена относительно второй плоскости на угол поворота вокруг оси, равный 360o/n.
Согласно следующему признаку настоящего изобретения вторая и третья плоскости гнезда, по существу, являются копланарными.
Согласно следующему признаку настоящего изобретения n = 4 и m = 2.
Согласно настоящему изобретению также разработана режущая пластина, обладающая осевой симметрией n-го порядка при величине n, где n ≥ 3, причем режущая вставка выполнена с возможностью индексации ее исключительно в n положениях индексации внутри гнезда под вставку, которому придана такая форма, которая позволяет попеременно устанавливать в него режущие вставки, обладающие как осевой симметрией n-го порядка, так и осевой симметрией m • n-го порядка при величине m, где m ≥ 2, причем режущая пластина выполнена цельной, имеющей верхнюю поверхность, ограниченную режущей кромкой, основание, периферийную боковую поверхность и центральную ось, причем периферийной боковой поверхности придана такая форма, что контур первого поперечного сечения через нижнюю часть режущей пластины перпендикулярно центральной оси имеет форму с выемками, включающую:
(а) n угловых участков, расположенных с угловым смещением относительно друг друга вокруг центральной оси, причем угловые участки соответствуют обладающим осевой симметрией n-го порядка боковым опорным элементам; и (b) опорные выступающие части, выступающие наружу от периферийной боковой поверхности между угловыми участками, причем опорным выступающим частям придана такая форма, чти; при любом геометрическом отображении контура угловых участков посредством поворота на угол менее 360o/n вокруг центральной оси опорные выступающие части выходят за контур.
Согласно следующему признаку настоящего изобретения периферийной боковой поверхности дополнительно придана такая форма, что контур второго поперечного сечения режущей пластины, перпендикулярного центральной оси и вблизи верхней поверхности, имеет форму без выемок.
Согласно следующему признаку настоящего изобретения угловые участки, по существу, соответствуют угловым зонам правильного многоугольника с n сторонами.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Изобретение описано здесь только в качестве примера со ссылкой на сопроводительные чертежи, в которых:
фиг. 1А представляет собой вид в изометрии первой предпочтительной режущей пластины, сконструированной и функционирующей согласно идеям настоящего изобретения и имеющей круглую режущую кромку;
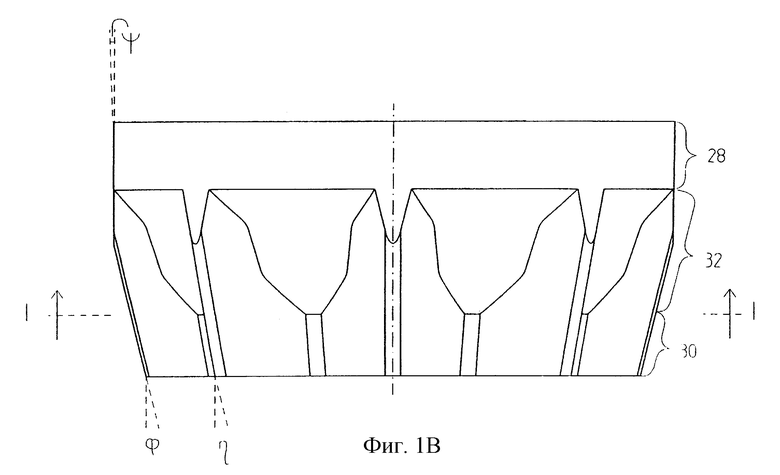
фиг.1В - вид сбоку режущей пластины по фиг.1А;
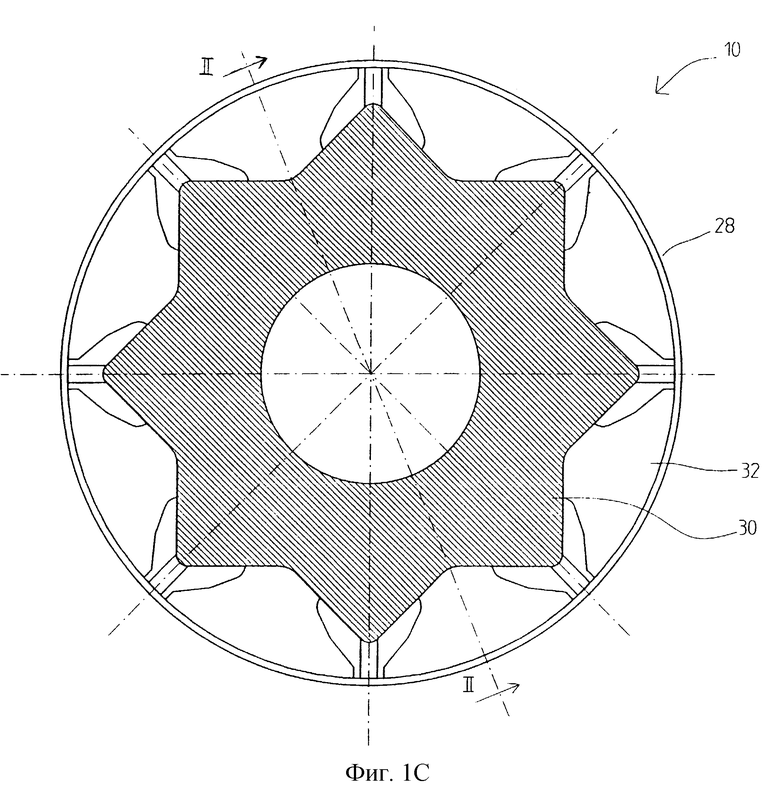
фиг. 1С - выполненный в сечении вид снизу, причем сечение выполнено по линии 1-1 на фиг.1В;
фиг.1D - боковое сечение, выполненное по линии II-II на фиг.1С;
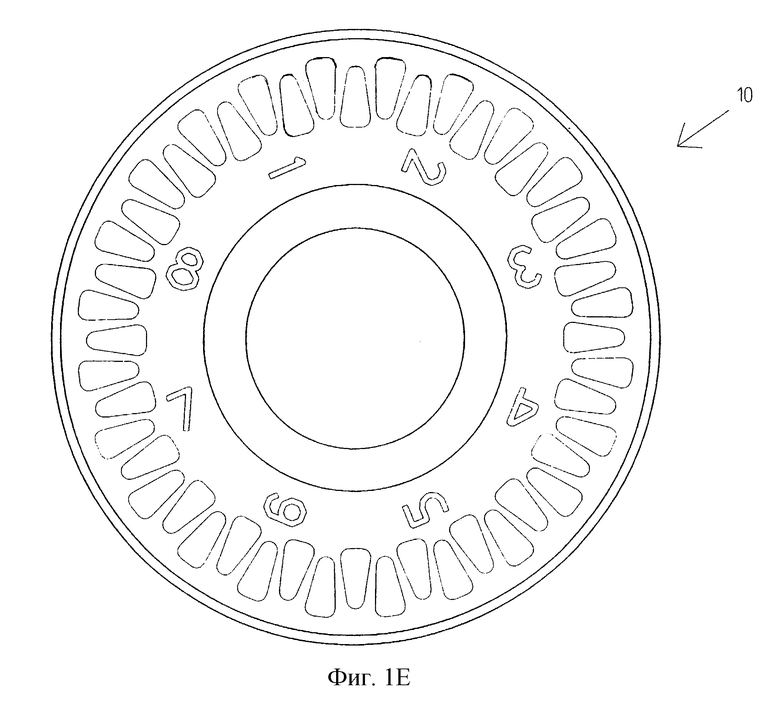
фиг.1E - вид сверху режущей пластины по фиг.1А;
фиг.2А - схематичное изображение геометрического сегмента согласно идеям настоящего изобретения, на котором показаны и обозначены определенные углы, на которые делается ссылка в описании;
фиг. 2В - схематичное изображение геометрии поперечного сечения режущей пластины, выполненной и функционирующей согласно идеям настоящего изобретения, причем эта геометрия образована путем копирования в направлении вращения сегмента по фиг.2А;
фиг. 3 - вид в изометрии режущего инструмента, сконструированного и функционирующего согласно идеям настоящего изобретения, причем указанный инструмент показан в частично разобранном виде и включает четыре режущие пластины по фиг.1А, установленные в гнездах корпуса;
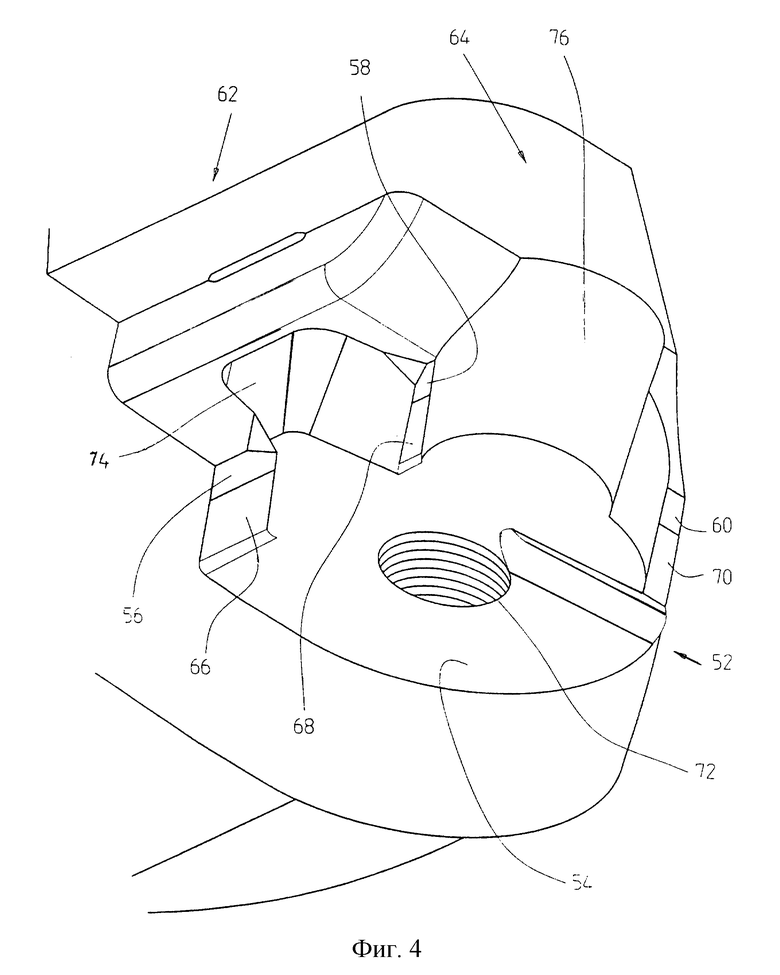
фиг.4 - увеличенный вид в изометрии одного из гнезд корпуса по фиг.3;
фиг. 5 - горизонтальное поперечное сечение, показывающее геометрию опоры режущей пластины по фиг.1А в гнезде по фиг.4;
фиг. 6 - частичное вертикальное сечение, выполненное по линии VI-VI на фиг. 5 и показывающее предпочтительную геометрию контакта между режущей пластиной по фиг.1А и одной из опорных поверхностей гнезда по фиг.4;
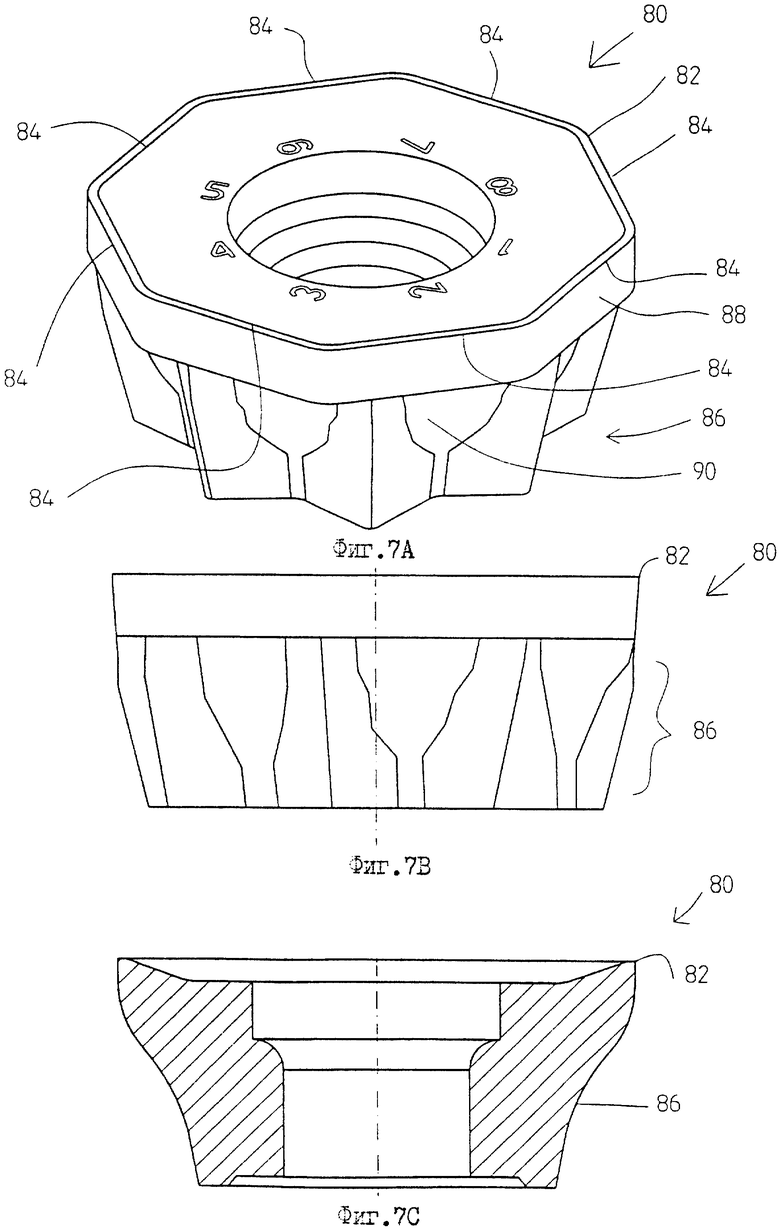
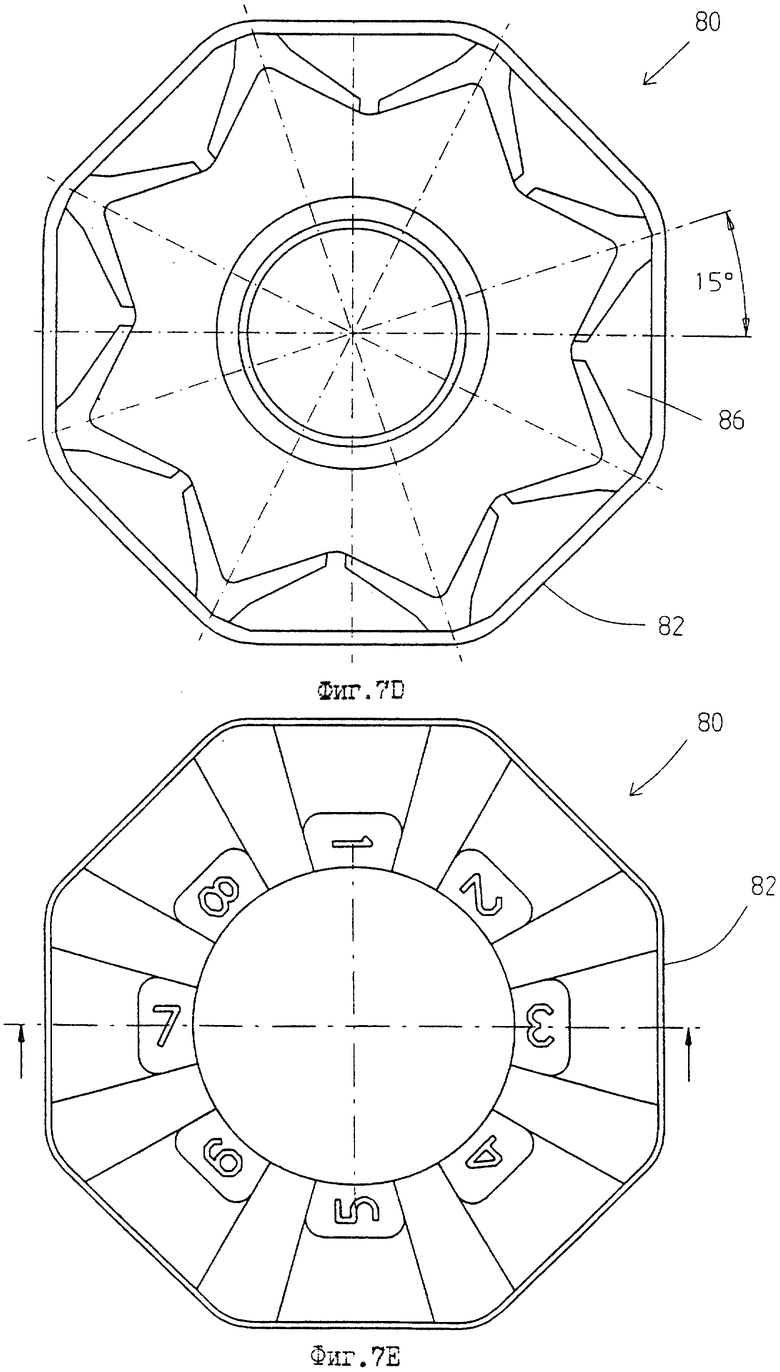
фиг.7А-7Е - изображения, аналогичные соответственно изображениям по фиг. 1А-1Е, иллюстрирующие вторую предпочтительную режущую пластину, сконструированную и функционирующую согласно идеям настоящего изобретения, которая имеет многоугольную режущую кромку;
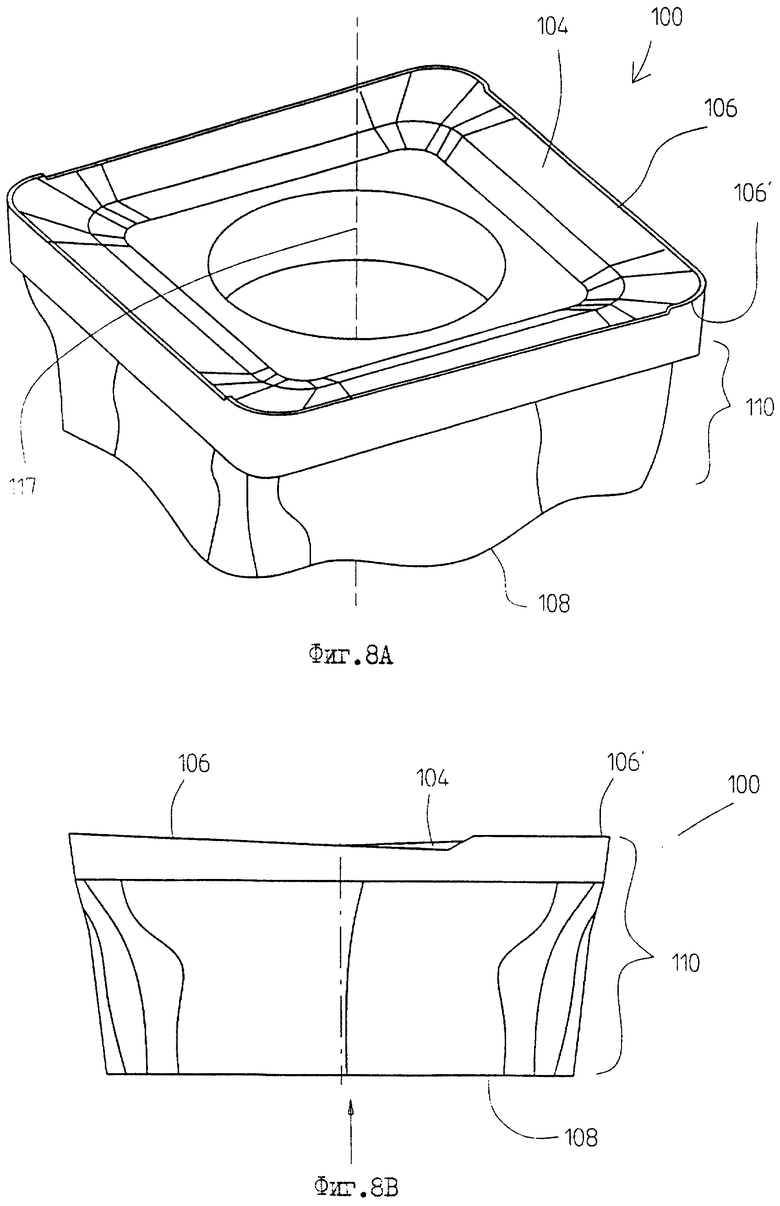
фиг. 8А - изображение в изометрии третьей предпочтительной режущей пластины, сконструированной и функционирующей согласно идеям настоящего изобретения, которая выполнена с возможностью установки внутри гнезда по фиг.4 при уменьшенном числе позиции индексации;
фиг.8В - вид сбоку режущей пластины по фиг.8А;
фиг.8С - боковое поперечное сечение режущей пластины по фиг.8А;
фиг.8D - вид сверху режущей пластины по фиг.8А;
фиг.8Е - вид снизу режущей пластины по фиг.8А с добавленными линиями построения чертежа, чтобы выделить геометрию боковых опорных поверхностей пластины;
фиг.8F - изображение, аналогичное фиг.8Е, с добавленными линиями построения чертежа для сравнения геометрии боковых опорных выступов пластины с обладающими осевой симметрией высокого порядка элементами пластин по фиг.1 и 7;
фиг. 9А - изображение в изометрии четвертой предпочтительной режущей пластины, сконструированной и функционирующей согласно идеям настоящего изобретения, которая выполнена с возможностью установки внутри гнезда по фиг.4 при уменьшенном числе позиций индексации;
фиг.9В - вид сбоку режущей пластины по фиг.9А;
фиг.9С - боковое поперечное сечение режущей пластины по фиг.9А;
фиг.9D - вид сверху режущей пластины по фиг.9А;
фиг.9Е - вид снизу режущей пластины по фиг.9А с добавленными линиями построения чертежа, чтобы выделить геометрию боковых опорных поверхностей пластины;
фиг.9F - изображение, аналогичное фиг.9Е, с добавленными линиями построения чертежа для сравнения геометрии боковых опорных выступов пластины с обладающими осевой симметрией высокого порядка элементами пластин по фиг.1 и 7;
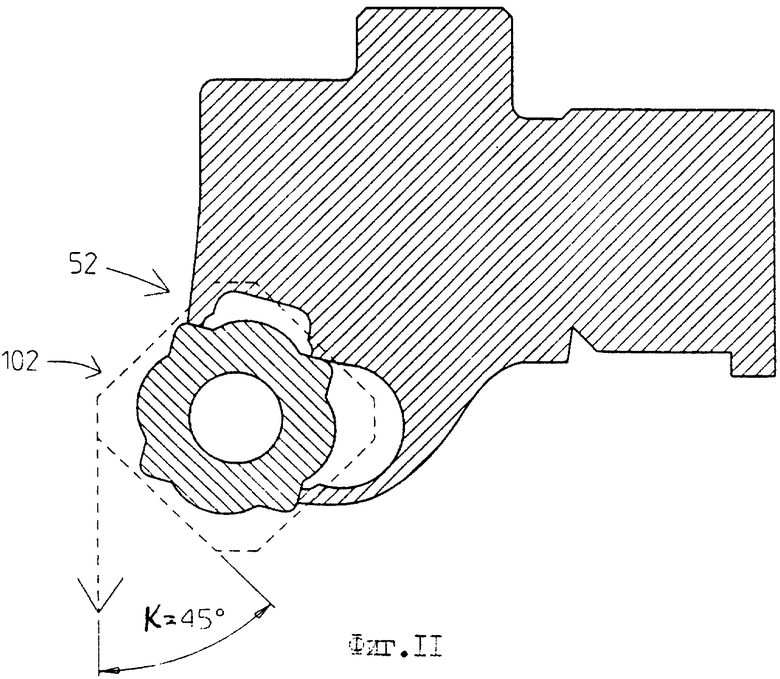
фиг. 10 и 11 - изображения, аналогичные фиг.5 и показывающие геометрию опорных элементов и входной угол соответственно для пластин по фиг.8А и 9А, когда они правильно установлены в гнезде по фиг.4;
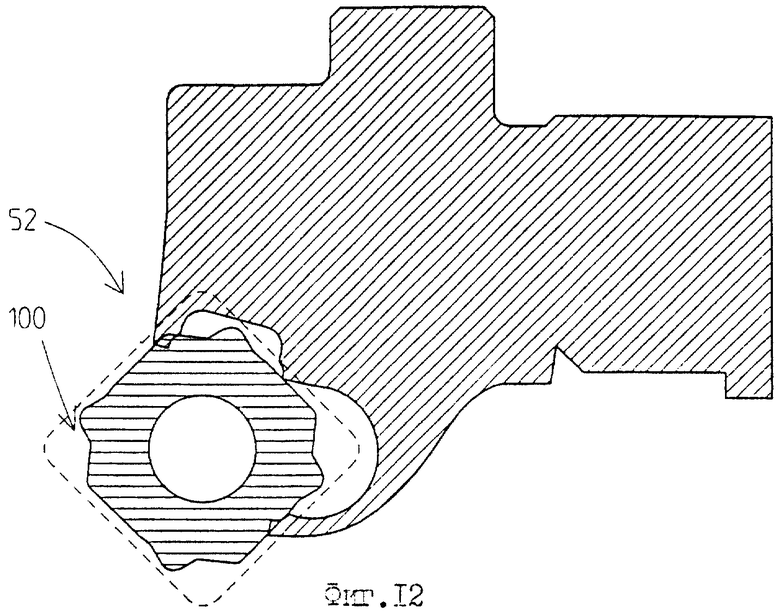
фиг. 12 и 13 - изображения, аналогичные соответственно фиг.10 и 11 и иллюстрирующие результат попыток неправильно установить пластины по фиг.8А и 9А внутри гнезда по фиг.4;
фиг. 14 - вид снизу измененного варианта режущей пластины по фиг.8А, у которой режущая кромка выполнена с выемками;
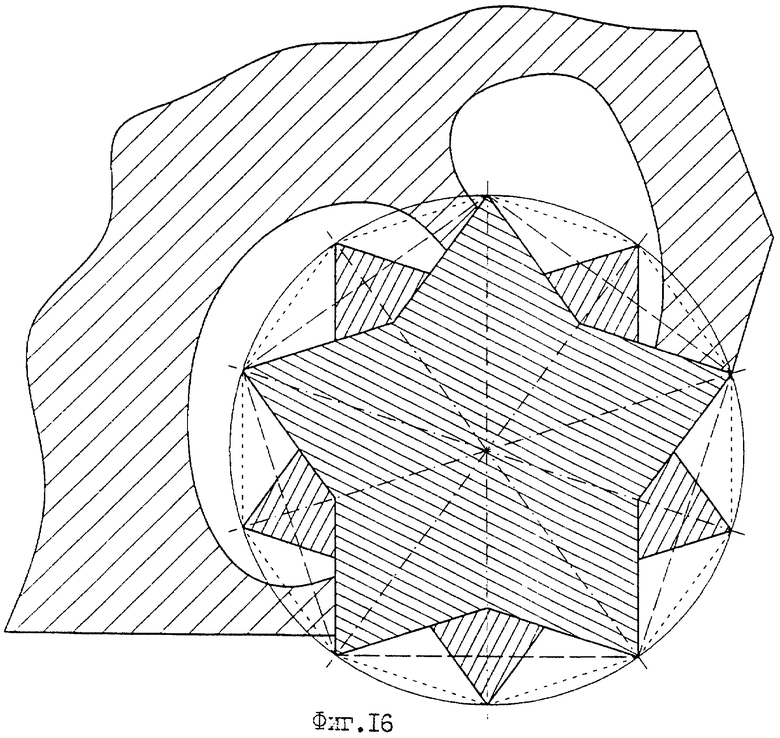
фиг. 15 - схематичное горизонтальное сечение, показывающее геометрию опорных элементов комплекта режущих пластин с треугольной и шестиугольной симметрией; и фиг.16 - схематичное горизонтальное сечение, показывающее геометрию опорных элементов комплекта режущих пластин с пятиугольной и десятиугольной симметрией.
ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
В соответствии с настоящим изобретением разработан сборный режущий инструмент модульной конструкции, в котором используются круглые и многоугольные режущие пластины с периферийными боковыми поверхностями, которым придана такая форма, которая позволяет получить опорные поверхности для противодействия большим крутящим моментам, и разработаны соответствующие гнезда корпусов, предназначенные для приема пластин. Геометрия опорных поверхностей обеспечивает возможность использования наборов пластин с различными числами позиций индексации и отличающимися углами в плане при заданной геометрии гнезда.
Принципы создания и функционирование сборных режущих инструментов и их режущих пластин и корпусов согласно настоящему изобретению можно лучше понять из настоящего описания, выполненного со ссылкой на чертежи.
Как показывают чертежи, на фиг.1А-1Е изображена первая режущая пластина, обозначенная в целом ссылочным номером 10 и сконструированная и функционирующая согласно идеям настоящего изобретения.
В целом режущая пластина 10 имеет верхнюю поверхность 12, ограниченную режущей кромкой 14, основание 16 и периферийную боковую поверхность 18. Форма периферийной боковой поверхности 18 изменяется вдоль высоты режущей пластины 10.
Рядом с верхней частью периферийной боковой поверхности 18 она соответствует круглой или многоугольной конфигурации режущей кромки с тем, чтобы создать опору для режущей кромки 14. Ниже по высоте режущей пластины 10 периферийной боковой поверхности 18 придана такая форма, которая позволяет получить поперечные опорные поверхности, предпочтительно с выемками в виде пазов, имеющих в определенных случаях сечение в виде шеврона. Эта последняя возможность приводит к тому, что ниже по высоте режущей пластины будет получена конфигурация в поперечном сечении, которая приближается к звезде с n концами.
Выражение "звезда с n концами", используемое в описании и формуле изобретения, относится к форме, обладающей осевой симметрией и имеющей n самых наружных концевых точек, каждая из которых соединена с ближайшими к ней соседними точками с помощью заостренного внутрь шеврона или "V-образной формы". Пример 5-конечной звезды показан на фиг.2В. Следует отметить, что расположенные ниже периферийные боковые поверхности некоторых предпочтительных режущих пластин согласно настоящему изобретению описаны как имеющие "приблизительно" или "по существу" геометрию (конфигурацию) звезды с n концами, поскольку концы и/или основания шевронообразного профиля могут быть притуплены, как более подробно будет описано ниже.
Рационально то, что настоящее изобретение применимо для широкого ряда режущих пластин с режущими кромками, обладающими осевой симметрией. Термин "обладающий осевой симметрией (rotationally symmetric)" используется здесь в списании и формуле изобретения для того, чтобы описать конфигурации, которые неизменяемы при повороте на угол 360o/n, где n равно не менее трех. Термин, определенный таким образом, охватывает правильные многоугольники с тремя или более сторонами, которые могут иметь прямолинейные стороны или могут быть образованы из более сложных комбинаций отрезков прямых или кривых линий. Термин также охватывает круглые формы. Также охваченными этим термином являются модификации вышеуказанных конфигураций, в которых на базовую форму наложен повторяющийся рисунок. Примеры таких рисунков включают в себя мелкие зубья и дугообразные или волнообразные режущие кромки. Следует отметить, что симметрия пластин согласно настоящему изобретению, если не указано иное, считается также относящейся к симметрии опорных элементов. Режущая кромка может иметь такую же или более высокие степени симметрии по сравнению с опорными поверхностями.
Следует также иметь в виду, что ни осевая симметрия, ни звездообразная конфигурация с n концами не подразумевают симметрии при отражении. В тех случаях, когда при определенном применении пластины при резании возникает крутящий момент, действующий главным образом в одном направлении, конструкции согласно настоящему изобретению могут быть выполнены асимметричными с опорными поверхностями для противодействия основной составляющей крутящего момента. Однако изобретение будет проиллюстрировано на примере с помощью вариантов его осуществления, в которых имеет место симметрия для противодействия крутящим моментам, действующим в обоих направлениях вокруг центральной оси.
В описании и формуле изобретения делается ссылка на центральную ось вставки. Рассматриваемая ось представляет собой ось, относительно которой режущая пластина обладает осевой симметрией. Также используются термины "верх (верхняя часть)" и "низ (нижняя часть)" пластины. В любых случаях, когда используются эти термины, предполагается, что пластина установлена таким образом, что ее основание находится внизу с тем, чтобы режущая кромка оказалась вверху, и таким образом, что ось режущей пластины вертикальна.
Геометрия опорной поверхности обеспечивает возможность использования режущих вставок с более низкой степенью осевой симметрии внутри гнезд, предназначенных также для приема режущих пластин с симметрией более высокого порядка, как более подробно будет описано ниже.
В описании и формуле изобретения используются термины "конфигурации (формы) с выемками" и "конфигурации (формы) без выемок". Следует понимать, что термин "выемка" используется в описании и формуле изобретения для того, чтобы описать часть конфигурации или поверхности, которая является вогнутой или иным образом формирует углубление. При использовании более точной терминологии выемку можно определить как любую часть конфигурации (профиля) или поверхности, которая располагается внутри по отношению к воображаемой прямой линии, соединяющей соседние части конфигурации или поверхности. Напротив, конфигурация, которая не имеет выемки ни в одной точке, определяется как конфигурация "без выемок". Таким образом шевронообразный паз звезды с n концами образует "выемку" в указанном здесь смысле, в то время как правильный многоугольник классифицируется как конфигурация без выемок.
При более подробном рассмотрении элементов режущей пластины 10 можно указать на то, что верхняя поверхность 12 или поверхность, образующая передний угол, в данном примере имеет наклоненную внутрь периферийную кольцевую часть 20, ограниченную по своему наружному периметру режущей кромкой 14, и плоскую внутреннюю кольцевую часть 22, перпендикулярную оси режущей пластины 10.
Верхняя поверхность 12 также может иметь дополнительные элементы для дробления стружки в виде рисунка из углублений или выступов. Один подобный вариант осуществления изобретения показан на фиг.1Е. И в данном случае следует отметить, что режущая пластина рассматривается как обладающая осевой симметрией независимо от того, что указатели и различные другие элементы верхней поверхности могут не соответствовать данной симметрии.
Как лучше всего можно видеть на фиг.1D, внутренняя кольцевая часть 22 пересекается на своем внутреннем крае с цилиндрическим продолжением 24 центрального, стандартного так называемого "частично цилиндрического" отверстия 26, используемого для пропускания стандартного зажимного винта с потайной головкой (непоказанного). Следует понимать, что конкретный способ зажима, применяемый для зажима режущей пластины 10 внутри корпуса, сам по себе не образует часть настоящего изобретения, и что могут быть выполнены изменения, соответствующие любому другому способу зажима, не отходя от объема притязаний настоящего изобретения.
Рассматривая периферийную боковую поверхность 18, можно указать на то, что особым признаком определенных предпочтительных режущих пластин согласно настоящему изобретению является то, что периферийной боковой поверхности 18 придана такая конфигурация, что первое поперечное сечение режущей пластины, выполненное перпендикулярно центральной оси и вблизи верхней поверхности 12, ограничено контуром без выемок, в то время как второе поперечное сечение режущей вставки, выполненное перпендикулярно центральной оси в месте, находящемся ближе к основанию 16, имеет осевую симметрию n-го порядка и включает элементы с выемками для образования опорных поверхностей с целью противодействия крутящему моменту вокруг центральной оси.
С этой целью периферийную боковую поверхность 18 вдоль высоты режущей пластины 10 можно разделить по меньшей мере на два и, как правило, на три участка. Первый участок рядом с режущей кромкой 14 обозначается как задняя поверхность 28 и имеет в поперечном сечении наружный контур без выемок. Нижний участок периферийной боковой поверхности 18 образует ребристую боковую поверхность 30. Ребристая боковая поверхность 30 предпочтительно соединена с задней поверхностью 28 переходным участком 32 боковой поверхности, который образует постепенный переход между двумя профилями, как будет описано ниже. Эти участки образуют элементы, имеющие опорные поверхности для противодействия крутящему моменту вокруг центральной оси.
Задняя поверхность 28, как правило, соответствует геометрии используемой режущей кромки. Таким образом, в режущей пластине 10 задняя поверхность 28 имеет форму поверхности усеченного конуса с круглым поперечным сечением, соответствующим изображенной круглой режущей кромке. Таким образом, задняя поверхность 28 может быть описана как поверхность, имеющая, по существу, постоянную геометрию поперечного сечения в направлении, перпендикулярном центральной оси, на всех высотах, несмотря на то, что размеры этого сечения могут несколько изменяться с высотой. Задняя поверхность 28 предпочтительно проходит вниз от режущей кромки 14 на длину, соответствующую по меньшей мере примерно одной десятой части высоты режущей пластины 10.
Задняя поверхность 28, как правило, наклонена под острым углом ϕ к центральной оси режущей пластины 10. Угол ϕ обычно называют "главным задним углом" режущей пластины, и его величина предпочтительно меньше, чем примерно 20o и, как правило, составляет около 7o. У негативной режущей пластины угол ϕ может быть равным примерно 0o, так что задняя поверхность 28 является цилиндрической.
Рассматривая признаки ребристой боковой поверхности 30 более подробно, можно указать на то, что эта поверхность предпочтительно выполнена в виде ребристой поверхности усеченной пирамиды с пазами 34, образованными между выступами 36. Пазы 34 предпочтительно имеют поперечное сечение в виде шеврона.
Ребристая боковая поверхность 30 проходит от основания 16 до плоскости, перпендикулярной оси пластины, обозначенной на фиг.1В как плоскость I-I. Ребристая боковая поверхность 30 предпочтительно проходит на длину, соответствующую по меньшей мере примерно одной восьмой части и, как правило, по меньшей мере примерно четверти высоты режущей пластины. В зависимости от конструкции переходной боковой поверхности 32 ребристая боковая поверхность 30 может проходить вдоль большей части высоты периферийной боковой поверхности 18.
Ребристая боковая поверхность 30 может рассматриваться как имеющая "n" выступов 36, каждый из которых имеет гребень, плавно переходящий в пару плоских, наклоненных в противоположных направлениях боковых опорных поверхностей 38. В месте соединения соседних выступов соседние опорные поверхности 38 пересекаются в сглаженных зонах 40 впадин. Число выступов равно числу имеющихся позиций индексации пластины. Для круглой режущей кромки n предпочтительно равно не менее 5 и, как правило, 8 или более.
Фиг. 2А и 2В показывают, как поперечное сечение ребристой боковой поверхности 30, показанной здесь с n=5, может быть охарактеризовано как звезда с n концами (фиг.2В), образованная путем копирования вогнутого шевронообразного "формирующего сегмента" (фиг.2А), имеющего симметричные участки с обеих сторон от радиуса, делящего сегмент пополам, причем копирование повторяется n-1 раз в направлении поворота. Формирующий сегмент стягивает центральный угол (3 шага, равный 360o/n).
Как будет дополнительно рассмотрено ниже, признаком определенных предпочтительных вариантов осуществления режущей пластины 10 является то, что две удаленные друг от друга опорные поверхности 38 являются копланарными. В простом примере, где n= 8, это может быть осуществлено путем обеспечения того, что симметричные участки формирующего сегмента образуют углы γ относительно радиуса, делящего сегмент пополам, которые равны (90°-β/2°). Соответствующий угол α равен (90°-β°). Таким образом, в этом показанном восьмиугольном примере α = 45°, β = 45°и γ = 67,5°. Если используется большее число углов, копланарные поверхности могут находиться на расстоянии двух или более выступов друг от друга.
Дополнительным признаком определенных предпочтительных вариантов осуществления режущей пластины 10 является то, что две находящиеся на некотором расстоянии друг от друга опорные поверхности 38 имеют перпендикулярные пересечения с поперечным сечением режущей пластины 10, выполненным перпендикулярно ее оси. Сами поверхности могут отличаться от перпендикулярных вследствие скошенности ребристой боковой поверхности 30. Однако для удобства описания такие поверхности рассматриваются как "перпендикулярные опорные поверхности". Это требование также может быть определено простыми геометрическими условиями и в данном примере выполняется с помощью углов восьмиугольной пластины, приведенных выше. Кроме того, наличие по меньшей мере некоторого количества взаимно перпендикулярных опорных поверхностей всегда имеет место в любом случае, когда n кратно 4.
В предпочтительном случае ребристая боковая поверхность 30 имеет форму поверхности идеальной усеченной пирамиды, что означает, среди прочего, что все боковые опорные поверхности 38 образуют одинаковый угол η с осью режущей пластины 10, как показано на фиг.1В. Прямым следствием этого является то, что воображаемая прямая линия пересечения между парами боковых поверхностей 38, связанных с каждым выступом 36, которая проходит через выровненные углы таких имеющих форму идеальной звезды многоугольных сечений, как описанные выше, образует соответствующий угол ϕ с нормалью к основанию, который представляет собой функцию как а, так и η, выраженную следующим образом: ϕ = arctg [sin(α) tg(η)]. Угол ϕ больше заднего угла ϕ, относящегося к самому верхнему заднему участку 28 боковой поверхности. При условии, что угол а давления меньше 90o, ϕ>η. Естественно, что все имеющие форму идеальной звезды многоугольные сечения подобны друг другу, то есть могут быть получены одно из другого с помощью простого изменения масштаба.
Фиг.1С показывает ребристую боковую поверхность 30 в сечении по плоскости 1-1 на фиг.1В, т.е. в месте соединения между ребристой боковой поверхностью 30 и переходной боковой поверхностью 32. Можно видеть, что звездообразный многоугольный контур ребристой боковой поверхности 30 отличается от идеальной формы тем, что выступы 36 и зоны 40 впадин притуплены и/или скруглены. На практике все звездообразные многоугольные контуры на всех горизонтальных плоскостях самого нижнего участка тела (вставки), как правило, изменены идентичным образом, то есть они имеют выступы 36 и зоны 40 впадин, которые притуплены с образованием скругленных фасок одинаковой ширины для образования выступов и зон впадин с постоянной шириной, как видно на фиг.1В. Поскольку выступы 36 и зоны 40 впадин имеют одинаковую ширину вдоль своей соответствующей протяженности по длине, они образуют один и тот же угол ϕ с нормалью к основанию подобно воображаемой линии пересечения между боковыми опорными поверхностями 38.
По мере того, как зоны 40 впадин преобразуются в наклонные поверхности 42 там, где начинается переходная боковая поверхность 32, часть звездообразных многоугольных контуров, ближайшая к зоне 40 впадины, оказывается постепенно утраченной. С другой стороны, геометрия опорных поверхностей 38 рядом с выступами 36 сохраняется до места соединения между переходным участком 32 боковой поверхности и задней поверхностью 28, где сами выступы 36 сливаются с задней поверхностью 28.
Сам переходный участок 32 боковой поверхности образуется из наложения или объединения ребристой части ребристой боковой поверхности 30 с наклонной поверхностью 42, как лучше всего видно на фиг.1D. В результате переходный участок 32 боковой поверхности создает постепенный переход, на котором глубина пазов 34 на периферийной боковой поверхности 18 постепенно уменьшается в направлении задней поверхности 28. Предпочтительно переходный участок 32 боковой поверхности проходит на длину, соответствующую по меньшей мере примерно трети высоты режущей пластины.
По причинам, обусловленным технологией порошковой металлургии, а также по конструктивным причинам верхняя задняя поверхность 28 и режущая кромка 14 предпочтительно опираются на наклонные поверхности 42. Конкретная (детализированная) форма наклонных поверхностей 42 может варьироваться существенным образом. К предпочтительным примерам относятся участки поверхности усеченного конуса (то есть округленные) или участи поверхности усеченной пирамиды (то есть участки с плоскими поверхностями).
На фиг. 3-6 показан режущий инструмент или корпус режущего инструмента, обозначенный в целом поз.50, сконструированный и функционирующий согласно идеям настоящего изобретения, в котором используется ряд режущих пластин 10, установленных в гнездах 52 под пластину.
Каждое гнездо 52 образовано с базовой опорной поверхностью 54, предназначенной для создания опоры для основания (пластины), и по меньшей мере с двумя и предпочтительно тремя боковыми опорными поверхностями, расположенными таким образом, чтобы создать опору для расположенных с угловым смещением друг от друга опорных поверхностей 38, образуемых режущей пластиной 10. В показанном здесь примере эти поверхности включают первую опорную поверхность 60, вторую опорную поверхность 58 и третью опорную поверхность 56. Комбинация этих опорных поверхностей позволяет создать боковую опорную/удерживающую (ограничивающую) систему, способную за счет своей конструкции противодействовать значительному крутящему моменту.
Установочное гнездо может представлять собой часть корпуса, образующую одно целое с ней, или часть переходного элемента, соединенного любым пригодным образом с корпусом. В последнем случае один корпус может быть использован для приема ряда индексируемых пластин с помощью соответствующего ряда переходных элементов. Как будет показано ниже, каждое гнездо само по себе способно принять полный комплект пластин.
Дополнительные элементы гнезда 52 показаны на схематичных сечениях по фиг.5 и 6. Гнездо 52 имеет две, по существу, перпендикулярные боковые стенки 62 и 64, при этом боковые опорные поверхности 56 и 58 выполнены за одно целое со стенкой 62, и опорная поверхность 60 выполнена за одно целое со стенкой 64. Опорные поверхности 56, 58 и 60 предпочтительно не проходят на всю длину до основания 54 гнезда 52 под пластину. У своей самой нижней границы опорные поверхности пересекаются на нижних участках с выемками, которые наклонены в сторону от пластины. В качестве примера можно сослаться на фиг. 6, которая представляет собой местный разрез по плоскости VI-VI на фиг. 5, показывающий опорную поверхность 58 боковой стенки 62 и связанный с ней нижний участок 68 с выемкой той же стенки.
Следует понимать, что самую внутреннюю опорную поверхность, т.е. опорную поверхность 58, боковой стенки 62 можно исключить, поскольку оставшиеся опорные поверхности 56 и 60 в полной мере образуют эффективную боковую опорную, ограничивающую (удерживающую) систему. Однако в большинстве случаев предпочтительна геометрия опоры с тремя точками контакта или, более точно, с тремя поверхностями контакта.
Как также показано в виде примера на фиг.6, опорные поверхности лежат в плоскостях, которые наклонены таким образом, чтобы соответствовать наклону боковых опорных поверхностей 38 пластины, то есть они образуют угол с нормалью к основанию площадки установочного гнезда, который, по существу, равен углу η|, образованному боковыми поверхностями 38 пластины. Следует отметить, что углы на фиг.6 показаны в увеличенном виде для ясности изложения. Новое установочное гнездо изготавливают с допусками для углов наклона опорных поверхностей вставки, так что при начальной установке вставки в соответствующее ей гнездо контакт инициализируется в верхней зоне опорной поверхности гнезда. В процессе пластического деформирования этой поверхности, происходящего главным образом во время исходного зажима, контакт распространяется от верхней зоны и постепенно охватывает всю площадь опорной поверхности гнезда. Таким образом, опорная поверхность 38а, соответствующая "отпечатку" опорной поверхности, создается в виде полоски с длиной "b", соответствующей глубине опорной поверхности, на расположенной рядом соответствующей боковой поверхности 38 в направлении верхней части ребристой боковой поверхности 30 и расположенной на длине, примерно равной b/2 на переходном участке 32.
Далее будет рассмотрен ряд дополнительных элементов корпуса 50, и, в частности, на фиг.4 показано гнездо 52, в котором основание 54 выполнено, по существу, плоским с центральным резьбовым отверстием 72. Резьбовое отверстие 72 очень немного смещено от сквозного отверстия 26 вставки, когда последняя установлена в приемное гнездо, будучи прочно зажатой с помощью ее зажимного винта. Это сделано для того, чтобы обеспечить прижим опорных поверхностей пластины к соответствующим опорным поверхностям установочного гнезда.
Боковая стенка 62 включает упомянутые выше опорные поверхности 56 и 58, нижние участки 66 и 68 с выемкой и выемку 74. Боковая стенка 64 включает опорную поверхность 60, нижний участок 70 с выемкой и выемку 76. Как правило, опорные поверхности 56, 58 и 60 являются, по существу, плоскими, и их можно рассматривать как поверхности, образующие плоскости контакта. Однако следует отметить, что также можно использовать другие формы опорных поверхностей, например, такие, как выпуклая поверхность. Все опорные поверхности, как правило, расположены примерно на одном расстоянии от центральной оси-гнезда.
Для обеспечения соответствия геометрии опорных поверхностей 38, описанных выше, опорная поверхность 60, по существу, перпендикулярна поверхностям 56 и 58, которые сами, как правило, являются копланарными. В данном случае определение "перпендикулярные" в этом контексте означает, что поверхности расположены под углом 90o друг относительно друга, если смотреть на них в поперечном сечении, перпендикулярном оси гнезда (при этом ось гнезда соответствует оси пластины при установке ее в гнездо). При условии, что опорные поверхности 58 и 60 предназначены для создания опоры для опорных поверхностей 38, которые повернуты на 90o друг относительно друга, поверхность 58 также повернута на угол 90o относительно поверхности 60.
Боковым выемкам 74 и 76 должна быть придана такая конфигурация, чтобы в них можно было разместить выступы 36' и 36" пластины (см. фиг.5), не используемые в данный момент для размещения пластины. Это условие можно выразить в терминах геометрических свойств самого гнезда 52, а именно отверстие (сечение) выемки 76 выполнено таким, что геометрическое отображение боковой опорной поверхности 60 при повороте ее на 45o вокруг оси гнезда в направлении опорной поверхности 58 будет находиться внутри выемки 76. Аналогичным образом, отверстие (сечение) выемки 74 выполнено таким, что геометрическое отображение боковой опорной поверхности 58 при повороте ее на 45o вокруг оси гнезда в направлении опорной поверхности 56 будет находиться внутри выемки 74. В этой связи следует понимать, что используемый термин "опорная поверхность" относится к части поверхности, которой придана такая форма, которая позволяет ей создать опору для соответствующих боковых опорных поверхностей 38 пластины.
На фиг. 1А показана режущая пластина 10 с восемью индексируемыми позициями, как обозначено на кольцевой части 22 верхней поверхности 12 с помощью соответствующих арабских цифр и как очевидно из использования восьми обладающих осевой симметрией выступов. Однако следует понимать, что изобретение обеспечивает возможность использования значительно большего числа позиций индексации.
На фиг.7А-7Е показан второй вариант режущей пластины, обозначенной в целом поз. 80 и сконструированной и функционирующей согласно идеям настоящего изобретения. Говоря в целом, можно сказать, что режущая пластина 80 аналогична режущей пластине 10 за исключением того, что режущая вставка 80 имеет многоугольную режущую кромку 82 с восемью индексируемыми режущими кромками 84. Режущие кромки скоординированы относительно боковой поверхности 86 с 8 выступами, которая аналогична ребристой боковой поверхности 30, описанной выше.
Ясно, что, как видно на фиг.7А, в этом случае задняя поверхность 88 имеет многоугольный профиль, соответствующий режущей кромке 82, и скошенная поверхность 90 переходного участка поверхности предпочтительно представляет собой поверхность усеченной пирамиды. В возможном варианте, в зависимости от предпочтительной геометрии опорных поверхностей гнезда, выступы боковой поверхности могут быть повернуты относительно конфигурации режущей кромки. В показанном примере использован поворот на 15o, как лучше всего видно на фиг. 7D.
Рассматривая дополнительные признаки настоящего изобретения, можно указать на то, что было установлено, что описанная выше геометрия опорных элементов может быть рационально использована в качестве основы для сборного режущего инструмента модульной конструкции. Очевидно, что режущую пластину 80 можно использовать с возможностью замены ее на режущую пластину 10 внутри гнезда 52, в результате очевидно, что указанные две пластины служат в качестве двух элементов модульного комплекта сменных режущих пластин. Помимо этого, предпочтительный вариант осуществления настоящего изобретения также представляет собой сборный режущий инструмент со сменными пластинами, имеющими различные количества позиций индексации и отличающиеся углы в плане для различных случаев применения при механообработке. Эти и другие признаки будут теперь проиллюстрированы со ссылкой на фиг.8-13 с помощью описания двух дополнительных режущих пластин 100 и 102, которые также можно использовать внутри того же гнезда 52 (см. фиг.3).
Перед тем как непосредственно рассматривать оставшиеся фигуры, было бы целесообразно прояснить некоторые термины, которые будут использоваться в оставшейся части описания, а также в формуле изобретения. До этого места описывались отдельные режущие пластины с заданным порядком осевой симметрии, соответствующим заданному числу позиций индексации. Для удобства изложения это называли "симметрией n-го порядка". Однако в данный момент необходимо провести отличие между сменными режущими вставками, имеющими различный порядок осевой симметрии, соответствующий различным количествам позиций индексации.
Сменные режущие пластины из комплектов, или "семейств", подлежащих описанию, должны все иметь число позиций индексации, которое кратно некоторому числу позиции для пластины с самым низким порядком симметрии. Таким образом, один комплект может включать пластины с симметрией, порядок которой равен 3, 6, 9 и даже 12, в то время как другой может включать в себя пластины с порядком симметрии, равным 5 и 10. Для обобщения описания две режущие пластины из комплекта будут описываться как имеющие соответственно n-ый и m•n-ый порядок симметрии, где n представляет собой целое число, большее или равное 3, a m представляет собой целое число, большее или равное 2.
В качестве примера здесь описаны режущие пластины 100 и 102, которые обе имеют 4-ый порядок осевой симметрии, в то время как режущие пластины 10 и 80 обе обладают 8-ым порядком осевой симметрией. Таким образом, два порядка симметрии, приведенные в качестве примера, соответствуют условиям n=4 и m=2.
На фиг.8A-8F показана первая режущая пластина, обозначенная в целом 100, которая обладает n-ым (в данном случае 4-ым) порядком осевой симметрии. Особым признаком предпочтительных вариантов осуществления пластины 100 является то, что она выполнена с возможностью индексации ее исключительно в n позициях индексации внутри гнезда под пластину, которому придана такая форма, которая позволяет устанавливать в нем попеременно режущие пластины, обладающие как n-ым порядком осевой симметрии, так и m•n-ым порядком осевой симметрии, в данном случае 4-ым и 8-ым порядком осевой симметрии.
В целом режущая пластина 100 выполнена цельной, имеющей верхнюю поверхность 104, ограниченную режущей кромкой 106, основание 108 и периферийную боковую поверхность 110. Периферийной боковой поверхности придана такая форма, что контур первого поперечного сечения, выполненного через нижнюю часть режущей вставки, перпендикулярно ее центральной оси 117, имеет форму с выемками, которая включает n угловых участков 112, расположенных с угловым смещением друг от друга вокруг центральной оси с тем, чтобы получить обладающие n-ым порядком осевой симметрии боковые опорные элементы, и опорные выступающие части 114, выступающие наружу от периферийной боковой поверхности между угловыми участками. Опорным выступающим частям 114 предпочтительно придана такая форма, что при любом геометрическом отображении контура угловых участков 112 посредством поворота на угол менее 360o/n вокруг центральной оси опорные выступающие части выходят за контур.
Эти геометрические взаимосвязи можно лучше понять при рассмотрении, в частности, фиг. 8Е и 8F. На обеих этих фигурах показаны аналогичные виды снизу режущей пластины 100, но они имеют различные линии построения, добавленные для удобства изложения. В частности, следует отметить, что в показанных примерах требуемая конфигурация появляется в нижней части вставки и продолжается до основания 108. В результате вид снизу можно использовать для иллюстрации элементов требуемой конфигурации. В общем случае эти элементы не обязательно должны проходить до основания. Однако аналогичные элементы будут присутствовать в сечении, выполненном в некоторой точке в нижней части пластины. Слова "нижняя часть" в данном контексте используются для обозначения нижних 70% высоты и, как правило, нижней половины пластины.
Фиг. 8Е показывает основание 108 с добавлением четырех прямых линий 118 построения, соединяющих угловые участки 112. Можно видеть, что угловые участки 112, эквивалентные выступам 36 на боковой поверхности, описанным выше, соответствуют, по существу, угловым зонам правильного многоугольника с n сторонами, в данном случае квадрата. Эти угловые участки создают опорные поверхности на конфигурации, эквивалентные опорным поверхностям вставок 10 и 80, описанных выше, но только с 4-ым порядком симметрии. И в данном случае геометрическая совокупность опорных поверхностей может быть повернута относительно расположения (конфигурации) режущей кромки, например на 15o против часовой стрелки, как показано здесь, чтобы получить желательный угол в плане (в данном случае К=90o, как видно на фиг.9) режущей кромки для заданной конструкции гнезда. На фиг.10 показано, как эти опорные поверхности пластины выставлены относительно опорных поверхностей гнезда 52, когда вставка вставлена правильно.
Фиг. 8F показывает основание 108 с наложением линий 119, соответствующих обладающей большим порядком симметрии и имеющей 8 выступов конструкции нижней части режущих пластин 10 и 80. Угловые участки 112, по существу, соответствуют формам выступов (36), указывающим на то, что им придана такая форма, которая позволяет получить эквивалентные опорные поверхности. С другой стороны, опорным выступающим частям 114 придана такая форма, которая позволяет им значительно отличаться по форме от выступов (36), в результате чего предотвращается неправильная индексация вставки в промежуточных положениях. В базовом варианте осуществления выступающие части 114 просто можно полностью исключить для получения квадратного основания. Тогда неправильная индексация быстро распознается с помощью "свободной" посадки и полного отсутствия точного выставления. Однако предпочтительно, чтобы опорным выступающим частям 114 была придана такая форма, которая позволяет им образовать дополнительную опору как можно ближе к режущей кромке. Кроме того, в предпочтительных вариантах осуществления выступающим частям 114 придана такая форма, которая позволяет им механически препятствовать неправильной индексации пластины внутри гнезда,
Условием создания вышеупомянутого механического препятствия является то, что выступающие части 114 не "помещаются" внутри (границ) опорных поверхностей гнезда 52. Используя более точную формулировку, можно сказать, что опорным выступающим частям 114 предпочтительно придана такая форма, что, когда контур угловых участков 112, соответствующих изображенным выступам, будет повернут на любой угол, который меньше угла шага между позициями индексации, т. е. угла, равного 90o в случае 4-кратной симметрии, некоторая часть опорных выступающих частей 114 будет выходить за контур. Это геометрическое свойство обеспечивает то, что, если пластина будет установлена в гнезде под неправильным углом, она не будет "сидеть"' надлежащим образом, в результате чего ошибка будет видна сама по себе. В этом смысле конструкцию пластины можно рассматривать как конструкцию, обеспечивающую предотвращение неправильной эксплуатации. На фиг.12 показан результат попытки неправильно установить режущую пластину 100 внутри гнезда 52.
Как правило, хотя и не обязательно, конфигурация режущей кромки 106, определяемая контуром поперечного сечения режущей вставки 100, выполненного перпендикулярно ее центральной оси и вблизи верхней поверхности 104, представляет собой конфигурацию без выемок. В данном примере форма режущей кромки является, по существу, квадратной. Форма режущей кромки, показанной здесь, сама по себе является обычной, при этом в каждой позиции индексации в рабочее положение устанавливаются главная режущая кромка под углом в плане К, составляющим, по существу, 90o, и вспомогательная зачистная кромка 106' (см. фиг.10). Термин "угол в плане", используемый здесь в описании и формуле изобретения, определяется как угол К, образованный между главной режущей кромкой пластины при установке ее в инструменте, и направлением 116 движения подачи инструмента.
На фиг.9A-9F показана вторая режущая пластина, обозначенная в целом поз. 102, которая обладает n-ым (в данном случае 4-ым) порядком осевой симметрии. Пластина 102 концептуально и конструктивно аналогична пластине 100, при этом равнозначные элементы обозначены аналогичным образом. Пластина 102 отличается от пластины 100 тем, что она модифицирована для получения угла в плане, равного, по существу, 45o. Таким образом, как видно на фиг.9Е, угловые участки 112 повернуты на 30o по часовой стрелке относительно геометрии (конфигурации) главных режущих кромок. Это обеспечивает получение требуемого угла в плане, равного, по существу, 45o, при установке пластины в гнезде 52, как показано на фиг. 11. Результат попытки неправильно установить режущую пластину 102 внутри гнезда 52 показан на фиг.13.
В данном случае сама по себе геометрия режущей кромки пластины 102 представляет собой обычную конфигурацию для квадратной пластины с углом в плане 45o.
Очевидно, что элементы режущих пластин 100 и 102 определяют дополнительные геометрические требования к гнезду 52. А именно, также должны быть образованы боковые выемки 74 и 76, предназначенные для размещения опорных выступающих частей 114 всех элементов из комплекта пластин, которые должны использоваться вместе с гнездом 52.
Следует понимать, что сборные режущие инструменты согласно настоящему изобретению не ограничены режущими пластинами с геометрией режущей кромки без выемок. На фиг.14 в качестве примера показана режущая пластина 120, аналогичная режущей пластине 100, описанной выше, но выполненная с режущей кромкой 122, имеющей выемки.
Как было упомянуто выше, важно оценить то, что принципы создания сборного режущего инструмента модульной конструкции и соответствующих гнезд и режущих пластин согласно настоящему изобретению не ограничиваются показанным набором пластин, обладающих 4-ым и 8-ым порядком симметрии. На фиг.15 и 16 схематично изображена возможная геометрия опорных элементов соответственно для комплектов пластин с 3-им и 6-ым порядком симметрии и 5-ым и 10-ым порядком симметрии. В каждом случае геометрия режущей кромки может представлять собой любую желательную геометрию режущей кромки с соответствующей симметрией. Базовая боковая поверхность пластины с более низкой степенью симметрии в каждом случае может иметь или правильную конфигурацию, как показано, или конфигурацию, предотвращающую неправильную эксплуатацию, при которой имеются боковые опорные выступающие части (непоказанные), функционально эквивалентные выступающим частям 114, описанным выше.
Также следует отметить, что каждый комплект пластин может включать пластины с более чем двумя различными порядками (уровнями) симметрии. Например, гнездо 52, описанное выше, может при минимальной адаптации также использоваться для пластины с 11-ым порядком симметрии.
Несмотря на то что изобретение было описано с помощью иллюстрации со ссылкой на некоторые конкретные варианты его осуществления, следует понимать, что рассмотренные варианты осуществления и их модификации представлены просто в качестве примера и что изобретение может быть реализовано с многими другими механическими модификациями и приспособлениями, не отходя от идеи изобретения и не выходя за объем формулы изобретения.














Инструмент содержит корпус и режущую пластину, имеющую осевую симметрию n-го порядка, где n ≥ 3, и возможность индексации в n-положениях внутри гнезда корпуса, которому придана форма, позволяющая попеременно устанавливать в него режущие пластины, имеющие осевую симметрию n-го порядка или осевую симметрию (m • n)-го порядка, где m ≥ 2. Для уменьшения затрат на режущий инструмент путем использования одного корпуса для установки на нем попеременно нескольких режущих пластин различной конфигурации на периферийной поверхности режущей пластины вблизи основания выполнены выемки, образующие опорные элементы с осевой симметрией n-го порядка в виде n-угловых участков. При этом боковым опорным поверхностям гнезда корпуса придана форма, позволяющая создать опору для соответствующих трех из боковых опорных элементов режущей пластины. 7 с. и 22 з.п. ф-лы, 16 ил.
28. Пластина по п.27, отличающаяся тем, что угол φ, по существу, равен 80o и угол θ по существу равен 90o.
| Сборный инструмент | 1982 |
|
SU1053972A1 |
| Многогранная режущая пластина | 1985 |
|
SU1313571A1 |
| ТВЕРДОСПЛАВНАЯ Л1НОГ ОГРАННАЯ РЕЖУЩАЯ ПЛАСТИНКА | 0 |
|
SU177737A1 |
| Многогранная режущая пластина | 1986 |
|
SU1458091A1 |
| Многогранная режущая пластина | 1988 |
|
SU1618510A1 |
| RU 2056219 С1, 20.03.1996 | |||
| ОТВЕРЖДАЕМАЯ КРЕМНИЙОРГАНИЧЕСКАЯ АНТИАДГЕЗИОННАЯ КОМПОЗИЦИЯ | 1992 |
|
RU2081142C1 |
| US 5145294, 08.09.1992 | |||
| US 5346336, 13.09.1994 | |||
| СПОСОБ ИЗМЕРЕНИЯ РАСХОДА ЖИДКОСТИВ П ТБ^Ш^П 55'^[>&^-'"РТг^-)• -'ч-Л «,'>&!{;,-;г,г iS i-v'j | 1972 |
|
SU432340A1 |
