Изобретение относится к области нанесения покрытий фрикционно-механическим способом и может быть использовано для нанесения покрытий на внутренние цилиндрические поверхности, например, гильзы цилиндров двигателей.
Наиболее близким техническим решением к предлагаемому изобретению является устройство для фрикционно-механического нанесения покрытий (Патент РФ 2131481, кл. С 23 С 26/00, 1999), содержащее корпус, пневмоцилиндр, распределительную головку с двумя каналами подвода воздуха, механизм прижатия и подачи в виде стакана с полым цилиндром, штока, натирающие элементы в виде брусков, раздвижной конус, стержень с возвратной пружиной, пластины нагружения, вильчатые рычаги, токосъемное устройство.
Однако в известном устройстве не предусмотрен контроль окончания истечения материала среды, например сплава галлия-индия, что приводит к возникновению задиров на зеркале гильзы цилиндров и снижению качества наносимого покрытия.
Изобретение направлено на повышение качества наносимого покрытия.
Решение поставленной задачи достигается тем, что устройство для фрикционно-механического нанесения покрытий, содержащее корпус, пневмоцилиндр, распределительную головку с двумя каналами подвода воздуха, стакан с полым цилиндром и штоком, натирающие элементы в виде брусков, раздвижной конус, стержень с возвратной пружиной, пластины нагружения, вильчатые рычаги и токосъемное устройство, снабжено транзистором, резистором, двумя поляризованными реле, электромагнитным пневматическим клапаном и пластинами из фторопласта, при этом в пластинах нагружения выполнены резьбовые отверстия для крепления пластин из фторопласта посредством болтов, электрически связанных через транзистор и резистор с двумя поляризованными реле, электрически связанными с токосъемным устройством и электромагнитным пневматическим клапаном.
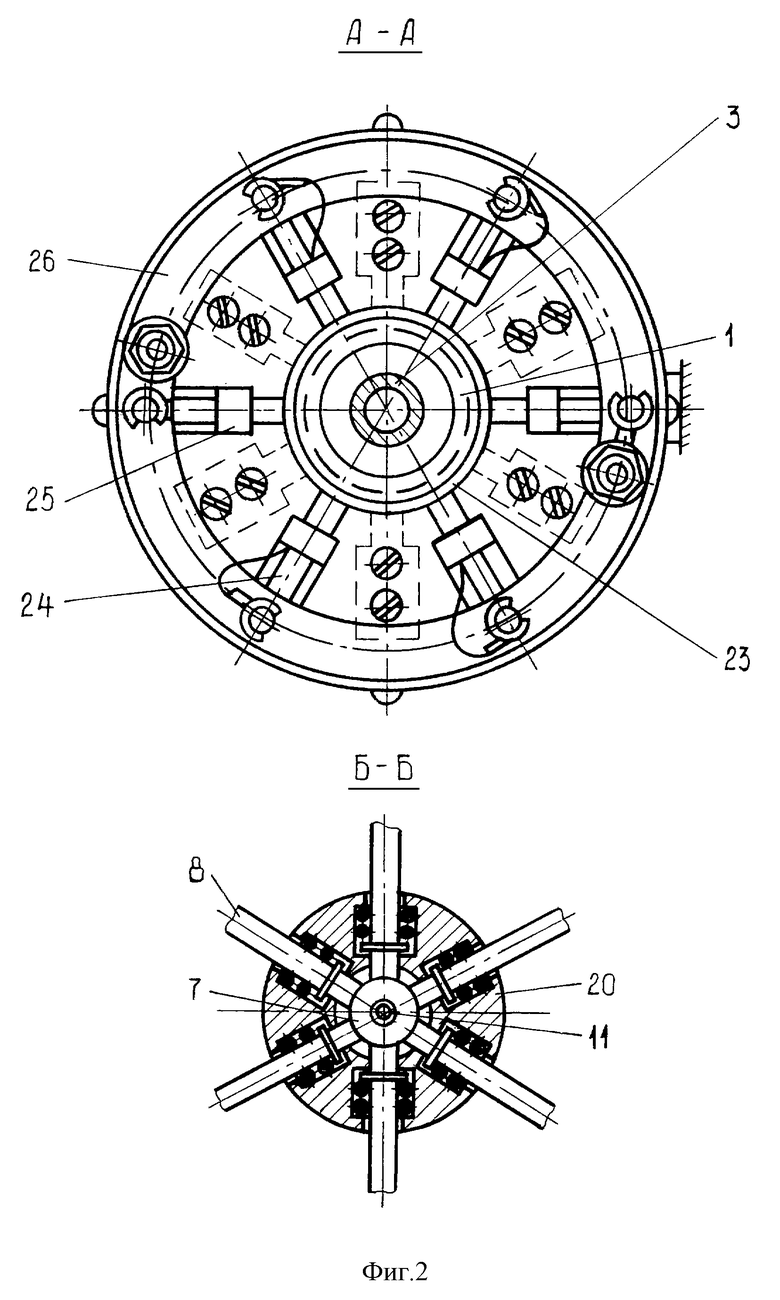
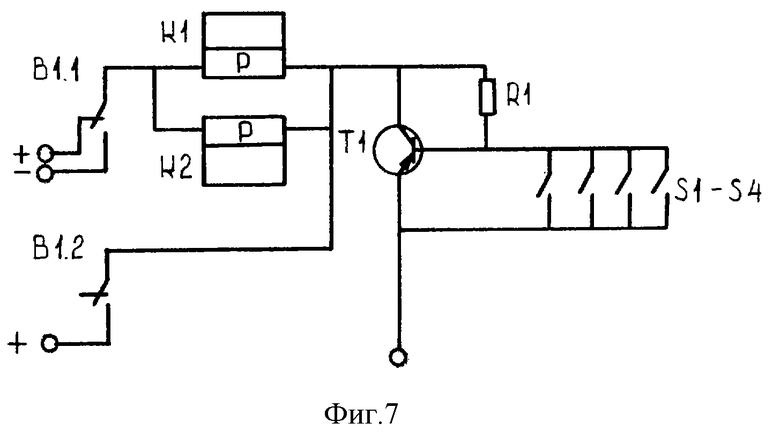
На фиг.1 изображен общий вид устройства; на фиг.2 - разрез А-А токосъемного устройства; разрез Б-Б корпуса устройства; на фиг.3, 4 - разобщительный кран устройства; на фиг.5 - общий вид электромагнитного пневматического клапана; на фиг.6 - пластина нагружения; на фиг.7 - схема электрическая принципиальная устройства.
В пневмоцилиндре 1 устройства размещается стакан 2, в который вворачивается полый цилиндр 3. Внутри полого цилиндра свободно перемещается поршень 4 со штоком 5. Чтобы исключить утечку воздуха из полости над поршнем 4, он снабжен резиновыми уплотнениями. Стакан 2 и пневмоцилиндр 1 устройства образуют прецизионную пару. Шток 5 связан с раздвижным конусом 7 через проставку 6 шаровидной формы.
Корпус 20 крепится к нижней части пневмоцилиндра 1 и имеет в верхней части радиальные вертикальные прорези, а в верхней торцевой части кольцевую проточку для установки пружины 21. Пружина 21 верхним концом упирается в тарелку 22, закрепленную на резьбовой части полого цилиндра 3. В корпусе 20 устройства размещается стержень 11, одним концом упирающийся в полость раздвижного конуса 7, возвратная пружина 12, полый стакан 10, ввернутый в нижнюю часть корпуса. В нижней торцевой части стакана выполнена выемка под шестигранный ключ и в центре - отверстие для выхода стержня 11 при сжатии пружины 12. В центральной части корпуса 20 в шести горизонтальных радиальных направлениях выполнены отверстия, в которые установлены шесть толкателей 8 с возвратными пружинами малого диаметра 9. Толкатели 8 имеют сферические наконечники и, перемещаясь, воздействуют на пластинчатые проставки 13.
В обоймах 17 устройства в центральной горизонтальной части выполнены отверстия для размещения в них толкателей и пластинчатых проставок 13, воздействующих через возвратные пластинчатые пружины 14, пластины нагружения 15 на материал среды, например, сплав галлия - индия, находящийся в полости обойм 17. В вертикальной части обоймы 17 выполнены отверстия, а в пластине нагружения 15 - четыре резьбовых отверстия для крепления пластины из фторопласта 58 четырьмя болтами (Фиг.6), электрически связанными через транзистор Т1 и резистор ЕЛ с двумя поляризованными реле К1 и К2, а в нижней части пневмоцилиндра 1 ввернуто кольцо. Бруски 16 из сплава меди, например, бронзы БрОФ 4 - 0,25 установлены в рифленые пазы обойм 17 и закреплены посредством накладок 40. Бруски 16 имеют горизонтальные каналы для истечения материала среды, например, сплава галлия - индия.
Обоймы 17 крепятся через колодки 18 к полому цилиндру 3 и полому стакану 10 посредством шести пар вильчатых рычагов 19.
Устройство для фрикционно-механического нанесения покрытий снабжено токосъемным устройством (фиг.2), закрепленным на средней части пневмоцилиндра 1. Токосъемное устройство выполнено в виде медной втулки (коллектора) 23, электроконтактных щеток 24, закрепленных на изоляторе 25, медной шины 26, электрически связанной с источником постоянного тока.
На пневмоцилиндре 1 на упорном подшипнике 28 установлена головка подвода воздуха 27 и закреплена гайкой 30. Чтобы не допустить прорыва воздуха из головки подвода воздуха 27, внутри нее установлены три резиновых уплотнительных кольца. Воздух в головку подвода контролируется манометрами 33 и 34. Подвод воздуха к регуляторам давления и штуцерам осуществляется через электромагнитный пневматический клапан и разобщительный кран (фиг.3, 4, 5).
Кран состоит из корпуса 35, золотника 36, флажка 37. Золотник 36 имеет три фиксированных положения: III - подача воздуха отсутствует и полости I и II сообщены с атмосферой, IV - подача воздуха в полость I, V - подача воздуха в полости I и II.
Электромагнитный пневматический клапан (фиг.5) состоит из корпуса 55 и крышки 56. Внутри корпуса расположен электромагнит 41, который воздействует на сердечник 57 и шток 53.
Электрическая схема устройства (фиг.7) состоит из транзистора Т1, резистора K1, поляризованного реле управления токосъемного устройства К1 и поляризованного реле управления электромагнитного пневматического клапана К2, кнопки В1. Роль выключателей 81-84 играют болты крепления пластины из фторопласта 58 к пластине нагружения 15. Транзистор Т1 включен в электрическую цепь для уменьшения коррозии контактных болтов вследствие протекания малых токов.
Устройство работает следующим образом. При подключении устройства к электрической сети замыкается электрическая цепь электромагнита 41, который, выталкивая сердечник 57, давит на стержень 50 включения воздушного клапана и открывает его. Воздух от ресивера через впускной клапан 46 поступает к разобщительному крану. В исходном положении золотник 36 разобщительного крана (фиг.4) переводят в положение III. Подача воздуха в полостях I и II отсутствует. Под действием пружины 21 и возвратных пружин малого диаметра 9 полый цилиндр 3 и раздвижной конус 7 вместе со штоком 5 и поршнем 4 находятся в исходном положении. Обоймы 17 вильчатыми рычагами 19 прижаты к корпусу 20 устройства. Хвостовик 29 устройства устанавливают в шпиндель хонинговального станка и готовят устройство к работе. При этом объем полости обойм 17 заполняют материалом среды, например, сплавом галлия - индия, разогретого до температуры плавления 15,4oС, после чего полость закрывают заглушкой 38.
Устройство нижней частью вводят в обрабатываемую деталь, например, гильзу цилиндра. Затем золотник 36 разобщительного крана переводят в положение IV и производят подачу воздуха в полость II. Под давлением воздуха стакан 2 с полым цилиндром 3 перемещается вниз, вильчатые рычаги 19 разжимаются и прижимают обоймы 17 с брусками из основного антифрикционного материала 16 к обрабатываемой поверхности гильзы 39. Давление в полости II возрастает до момента срабатывания клапана регулятора давления 31 и соответствует усилию прижатия брусков из сплава меди к обрабатываемой поверхности детали, равному 0,6 МПа. Затем переводят золотник разобщительного крана 36 в положение V и производят подачу воздуха в полость I. Под давлением воздуха поршень 4 со штоком 5 перемещается вниз и через проставку 6 шаровидной формы воздействует на раздвижной конус 7. Раздвижной конус 7 перемещается вниз, воздействуя нижней выемкой на стержень 11, и сжимает возвратную пружину. Одновременно конусной частью раздвижной конус 7 воздействует на толкатели 8, сжимая возвратные пружины малого диаметра 9, давит на пластинчатые проставки 13, сжимая пластинчатые пружины 14. Пластинчатые пружины 14 воздействуют на пластины нагружения 15, вытесняя материал среды из полости по каналам брусков из основного антифрикционного материала в зону обработки. Из-за большого гидравлического сопротивления истечению материала среды по каналам малого диаметра и инерционности сплава галлия - индия весь материал среды не может вытесниться в зону обработки. Поэтому пластинчатая пружина 14 находится в сжатом состоянии. Давление в полости I стабилизирует регулятор давления 32. Затем включают станок, и устройство начинает вращаться. Частоту вращения первоначально выбирают минимальной для обеспечения качественного нанесения материала среды на обрабатываемую поверхность. По мере вытеснения материала среды пластинчатая пружина разжимается, обеспечивая постоянную подачу материала среды через каналы брусков.
Затем частоту вращения устройства плавно увеличивают до оптимальной и подают электрический ток от низковольтного источника постоянного тока на медную шину 26 токосъемного устройства. При этом на медную шину 26 подводится положительный полюс источника. Электрический ток на втулку - коллектор 23, связанный с пневмоцилиндром, подается посредством электроконтактных щеток 24, закрепленных на изоляторе 25. Пропускание электрического тока через пару "инструмент - деталь" позволяет поддерживать материал среды в состоянии расплава. При обработке детали устройство для фрикционно-механического нанесения совершает одновременно возвратно-поступательное и вращательное движения.
При замыкании одного из контактов 81-84 база транзистора Т1 замыкается непосредственно с отрицательным полюсом источника питания. Транзистор Т1 переходит в открытое состояние. В этот момент через цепь: "+" -К1,К2-коллектор-эмиттер Т 1 - "-" течет большой ток, определяемый сопротивлением обмоток реле К1 и К2. Реле срабатывают, и транзистор Т1 закрывается и по цепи: "+"-К1, К2 - коллектор-эмиттер Т1 - "-" прекращает течь большой ток. Так как реле K1, K2 поляризованы, то они остаются в этом же состоянии (подают напряжение на электромагнитный пневматический клапан и токосъемное устройство). Чтобы вернуть реле в исходное состояние, необходимо нажать кнопку В1. При нажатии кнопки меняется полярность подачи напряжения на реле K1 и K2. Реле переходят в первоначальное состояние. В этом процессе транзистор Т1 участия не принимает.
По сравнению с известным, данное устройство исключает возможность задиров на зеркале гильзы по окончании истечения материала среды.




Изобретение относится к области нанесения покрытий фрикционно-механическим способом и может быть использовано для нанесения покрытий на внутренние цилиндрические поверхности, например, гильзы цилиндров двигателей. Устройство содержит корпус с размещенными на нем вильчатыми рычагами с обоймами. В последних расположены пластины нагружения из фторопласта и натирающие элементы в виде брусков. Пневмоцилиндр связан с токосъемным устройством, распределительной головкой и электромагнитным пневматическим клапаном. В пневмоцилиндре установлен стакан с полым цилиндром и штоком, соединенным с раздвижным конусом. В устройстве предусмотрена электрическая схема, включающая транзистор, резистор и поляризованные реле. В пластине нагружения выполнены четыре резьбовых отверстия для крепления пластины из фторопласта четырьмя болтами, электрически связанными через транзистор и резистор с двумя поляризованными реле. При этом реле электрически связаны с токосъемным устройством и электромагнитным пневматическим клапаном. Такая конструкция позволяет контролировать окончание истечения материала среды на поверхность, что повышает качество наносимого покрытия. 7 ил.
Устройство для фрикционно-механического нанесения покрытий, содержащее корпус, пневмоцилиндр, распределительную головку с двумя каналами подвода воздуха, стакан с полым цилиндром и штоком, натирающие элементы в виде брусков, раздвижной конус, стержень с возвратной пружиной, пластины нагружения, вильчатые рычаги и токосъемное устройство, отличающееся тем, что оно снабжено транзистором, резистором, двумя поляризованными реле, электромагнитным пневматическим клапаном и пластинами из фторопласта, при этом в пластинах нагружения выполнены резьбовые отверстия для крепления пластин из фторопласта посредством болтов, электрически связанных через транзистор и резистор с двумя поляризованными реле, электрически связанными с токосъемным устройством и электромагнитным пневматическим клапаном.
| УСТРОЙСТВО ДЛЯ ФРИКЦИОННО-МЕХАНИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЙ | 1998 |
|
RU2131481C1 |
| УСТРОЙСТВО ДЛЯ ФРИКЦИОННО-МЕХАНИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЙ | 1994 |
|
RU2061791C1 |
| Способ обработки отверстий металлических деталей | 1983 |
|
SU1152767A1 |
| Устройство для хонингования отверстий | 1989 |
|
SU1642643A1 |
| US 5308644 A, 03.05.1994. | |||
