Область техники.
Изобретение относится к металлургии цветных металлов и предназначено для применения на алюминиевых заводах, оснащенных электролизерами с боковым токоподводом (БТ) к анодам.
Уровень техники и аналоги.
В электрометаллургии алюминия применяются электролизеры с предварительно обожженными анодами (ОА), а также с самообжигающимися анодами при верхнем (ВТ) или боковом (БТ) токоподводе к ним. Электролизеры с БТ содержат в настоящее время один анод прямоугольного сечения при ширине его до 1800-2000 мм. Типичный электролизер с БТ описан, например, в учебнике М.М. Ветюкова и др. В наших исследованиях однозначно установлено, что с возрастанием ширины анода увеличиваются потери металла и снижается катодный выход его по току. Современные электролизеры с ОА используются при силе тока до 300 кА и более с выходом металла по току до 95-96%, что объясняется использованием на них узких анодов шириной только в 700÷800 мм. На электролизерах с БТ при типичной ширине анода 1800-2000 мм выход по току в лучшем случае не превышает 88-90%. Эти электролизеры отличаются также более низким качеством анода и большим расходом углерода в процессе. Кроме того, расход электроэнергии на ваннах с БТ на 1500-2000 кВт•час на тонну металла выше, чем на электролизерах с ОА.
Основные недостатки электролизера с БТ обусловлены использованием в нем одного анода большого сечения. Замена старых серий электролиза с БТ на современные серии с ОА требует огромных финансовых и материальных затрат, отличается большим сроком окупаемости и по этим причинам нецелесообразна. Предпочтительней радикальная модернизация с сохранением типа токоподвода. Основным решением такой модернизации является переход на двух- или многоанодные конструкции электролизеров с определяющим размером (шириной) одного анодного блока не более 900-1000 мм, что близко к этому параметру для ОА.
Первичным аналогом предложенного решения является электролизер с БТ, установленный в 1927 г. на французском заводе в Риу-Перу, на котором применялись двуханодные конструкции прямоугольного сечения. Близкие к этой конструкции треханодные электролизеры использовались также на Уральском алюминиевом заводе в первые годы его эксплуатации.
В процессе работы под каждым анодом образовывалась самостоятельная ванна-тигель, что затрудняло ведение электролиза. Соотношение размеров сторон в плане анода составляло в первом приближении 1:1, т.е. аноды в горизонтальном сечении были близки к квадратным. Расстояние между анодами было относительно большим с тем, чтобы можно было устанавливать и извлекать штыри, применявшиеся по всему периметру анодов.
В качестве ближайшего аналога можно рассматривать электролизер с самоспекающимся электродом по патенту РФ 2121014, выданному Норск Гидро на имя К. Пеулсена. В этом патенте самоспекающийся анод разделен на две секции с образованием двух анодных кожухов, расположенных параллельно и близко друг к другу. Изобретение - ближайший по времени и задачам аналог нашего решения, относится, как это следует по фиг.1 описания этого изобретения, к электролизерам с верхним токоподводом.
Сущность изобретения.
Задача, на решение которой направлено изобретение, заключается в модернизации электролизеров с БТ путем перехода на двуханодные конструкции с определяющим размером (шириной) одного анодного блока не более 900-1000 мм, что близко к этому параметру для электролизеров с ОА. Продольные оси симметрии анодных блоков должны быть параллельны продольной оси электролизера, а анодные кожуха установлены параллельно и близко с образованием щели между ними. Эта часть задачи совпадает с задачей изобретения - ближайшего аналога, но невыполнима для бокового токоподвода.
В известных конструкциях токоподводящие штыри БТ расположены по всему периметру анодов, в том числе по смежным сторонам межанодного промежутка. Тогда ширина этого промежутка должна быть не менее суммы длины штырей и габаритных размеров устройств, применяющихся для забивки их в анод и вытяжки из анода. При длине штырей около 1000 мм и размерах по горизонтали устройств для их забивки и вытяжки не менее 200-300 мм общая ширина межанодного промежутка составит не менее 1200-1300 мм, что совершенно неприемлемо и не позволяет решить общую задачу создания двуханодного электролизера с БТ.
Эта задача решена в нашем изобретении за счет следующих существенных признаков. Токоподводящие штыри расположены по одной продольной внешней и двум торцевым сторонам каждого анодного блока. Смежные или внутренние продольные стороны анодных блоков выполнены без токоподводящих штырей, что позволяет сблизить анодные блоки до размеров щели. Общее количество штырей остается при этом неизменным.
Штыри, кроме функций токоподвода, выполняют также роль несущих силовых элементов подвески анода. При расположении штырей по продольным внешним и торцевым сторонам анодных блоков необходимо связать оба блока в жесткую конструкцию. Для этого в изобретении предусмотрены металлические стяжки, расположенные в торцевых частях анодных кожухов. Техническим результатом изобретения является повышение катодного выхода алюминия по току до 94-95%, снижение омических потерь напряжения и частоты анодных эффектов.
Перечень фигур чертежей.
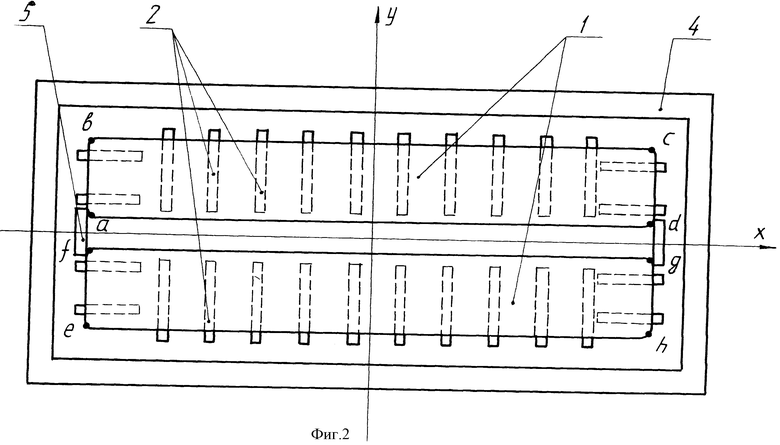
На фиг. 1 схематично показан поперечный разрез предложенного электролизера. Здесь: 1 - аноды; 2 - токоподводящие штыри; 3 - рама подвески анодов; 4 - катодное устройство; 5 - балка-стяжка. На фиг.2 - этот же электролизер показан в плане. Обозначения те же, что и на фиг.1. Угловые точки анодов в плане, формирующие общую композицию анодного узла, обозначены как а, b, с, d, e, f, g, h (фиг.2). Такие же точки в поперечном разрезе для рабочих поверхностей анодов обозначены как i, j, k, l (фиг.1).
Аноды продольной стороной сориентированы по оси Х (фиг.2) и короткой стороной, т. е. в направлении определяющего размера, по оси Y (фиг.1 и 2). Расстояние между анодами (точками i-j no фиг.1 или линиями ad и fg по фиг.2) выполнено предельно малым, не превышающим для реальных электролизеров 200-300 мм. По этим внутренним сторонам анодных блоков (ad и fg) токоподводящие штыри не устанавливаются. Таким образом, подвод тока и подвеска анодов осуществляются только по внешним сторонам анодного массива, т.е. по одной продольной (bc и eh), а также по торцевым (ab и dc; fe и gh) сторонам каждого анодного блока.
Поскольку подвеска анодных блоков осуществляется только по внешним продольным, а также торцевым сторонам, а не по всему периметру каждого блока, необходима механическая защита от возможного отклонения анодов от вертикального положения. С этой целью используются металлические стяжки анодных кожухов 5 (фиг.1 и 2), закрепленные на последних в виде балок или полос.
Сведения, подтверждающие возможность осуществления изобретения.
Типичные электролизеры с БТ используются при силе тока порядка 70 кА, ширине анода 180 см, длине 500 см, анодной плотности тока ≈ 0,78 А/см2. Расстояние от анода до бортовой футеровки принимают равным 50 см. При сохранении этого расстояния постоянным можно в шахту имеющихся размеров установить два анодных блока (2х90 см) с расстоянием между ними 20 см, заменив в бортовой футеровке углеродистые блоки толщиной 200 мм на карбид-кремниевые толщиной 100 мм. Анодная плотность тока останется при этом неизменной. Представляется возможным уменьшить при этом расстояние "борт-анод" до 40 см. Тогда для двух анодных блоков шириной по 100 см и неизменной анодной плотности тока сила тока может быть увеличена до
2(100•500)•0,78=78000 А или на 8 кА
от начальной без изменения внешних габаритных размеров электролизера и без изменения энергетической напряженности анода.
Благодаря уменьшению ширины (определяющего размера) от 1800-2000 мм для единичного анода до 900-1000 мм для каждого из анодных блоков предложенного электролизера снижается газогидродинамическая составляющая потерь металла. Катодный выход по току возрастает до 94-95%. Омические потери напряжения на газосодержащем слое в электролите уменьшаются не менее чем на 50 мВ. Благодаря более равномерному распределению концентрации глинозема по межполюсному зазору снижается частота анодных эффектов, что обеспечивает дополнительную экономию порядка 20 мВ среднего напряжения и также способствует росту выхода металла по току. Уменьшение греющего напряжения на ~ 70 мВ эквивалентно экономии электроэнергии 250-300 кВт•час/т металла.
Иcточники информации
1. М.М. Ветюков, А.М. Цыплаков, С.Н. Школьников. Электрометаллургия алюминия и магния, М., "Металлургия". 1987, 320 с. (стр.100-104).
2. А. И. Бегунов. Газогидродинамика и потери металла в алюминиевых электролизерах. Иркутск, ИГУ, 1992, 286 с.
3. А.И. Бегунов, С.Д. Цымбалов. "Макрокинетика потерь металла в алюминиевых электролизерах". С.-Петербург, Наука, 1994, 75 с.
4. А. И. Бегунов. "Проблемы модернизации алюминиевых электролизеров". Иркутск, 2000, 105 с.
5. М.А. Коробов, А.А. Дмитриев. Самообжигающиеся аноды алюминиевых электролизеров. "Металлургия", М., 1972, 208 с. (стр.11).
6. А. Пеулсен. Электролизер с самоспекающимся электродом. Патент РФ 2121014, опубл. 27.10.98 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОЛИЗЕР ДЛЯ ПОЛУЧЕНИЯ АЛЮМИНИЯ | 1999 |
|
RU2188257C2 |
| ЭЛЕКТРОЛИЗЕР ДЛЯ ПОЛУЧЕНИЯ АЛЮМИНИЯ | 2000 |
|
RU2187581C2 |
| ТОКОПОДВОД К САМООБЖИГАЮЩЕМУСЯ АНОДУ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2000 |
|
RU2200213C2 |
| ВЕРХНИЙ ТОКОПОДВОД К САМООБЖИГАЮЩЕМУСЯ АНОДУ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2000 |
|
RU2207407C2 |
| Электролизер для получения алюминия | 2017 |
|
RU2657395C1 |
| СПОСОБ РЕСТАВРАЦИИ АНОДНЫХ ШТЫРЕЙ АЛЮМИНИЕВЫХ ЭЛЕКТРОЛИЗЕРОВ | 2011 |
|
RU2500501C2 |
| Электролизер для получения алюминия | 2018 |
|
RU2687617C1 |
| Анодное устройство алюминиевого электролизера с верхним токоподводом | 1990 |
|
SU1776701A1 |
| АНОДНОЕ УСТРОЙСТВО АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1992 |
|
RU2016141C1 |
| АНОДНОЕ УСТРОЙСТВО ЭЛЕКТРОЛИЗЕРА С САМООБЖИГАЮЩИМСЯ АНОДОМ С ВЕРХНИМ ТОКОПОДВОДОМ | 1997 |
|
RU2155825C2 |
Изобретение относится к цветной металлургии и может быть использовано при получении алюминия электролизом. Предложен двуханодный электролизер с боковым токоподводом к самообжигающимся анодам. Аноды выполнены в виде узких длинных блоков, продольные оси симметрии которых расположены параллельно продольной оси электролизера. Внутренние стороны анодов образуют щель между электродами в анодном массиве, а токоподводящие штыри расположены по одной продольной внешней и двум торцевым сторонам каждого анодного блока. Торцевые стороны анодных кожухов связаны в жесткую анодную конструкцию с помощью металлических стяжек. Изобретение повышает выход алюминия по току, снижает омические потери напряжения и частоты анодных эффектов. 1 з.п. ф-лы, 2 ил.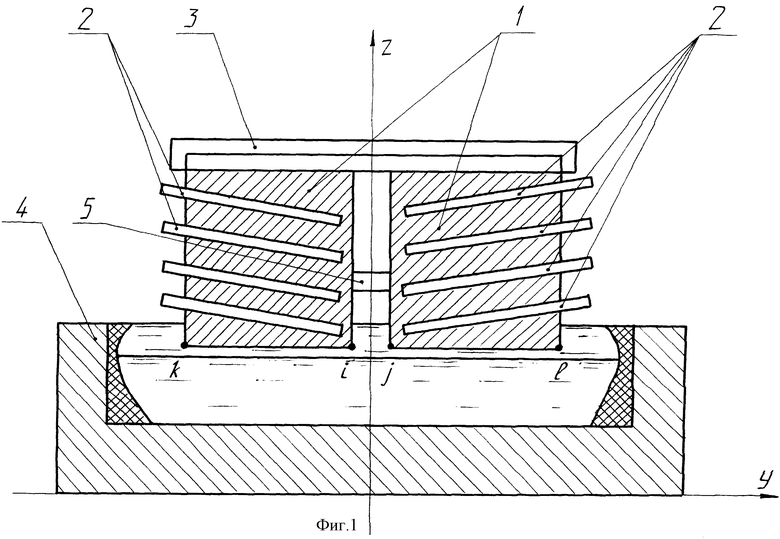
| ГУСЬКОВ В.М | |||
| Электролитическое получение алюминия | |||
| - Л., М.: Металлургиздат, 1940, с.115-120 | |||
| ЭЛЕКТРОЛИЗЕР С САМОСПЕКАЮЩИМСЯ ЭЛЕКТРОДОМ | 1995 |
|
RU2121014C1 |
| Способ прогнозирования риска длительного послеоперационного синовита коленного сустава | 2024 |
|
RU2822328C1 |
| Справочник металлурга по цветным металлам | |||
| Производство алюминия | |||
| - М.: Металлургия, 1971, с.158-160. | |||

