Изобретение относится к электродному производству, в частности к производству анодной массы для самообжигающихся анодов алюминиевых электролизеров, и может быть использовано в производстве обожженных анодов.
В настоящее время в России традиционно заводы-производители алюминия, оснащенные электролизерами с самообжигающимися анодами, являются и производителями анодной массы. Наиболее рационально при производстве анодной массы использовать прокаленные у поставщиков коксы, так как влага и летучие, удаляющиеся при прокалке, являются балластной частью и высокое их содержание в "сыром" коксе приводит к удорожанию транспортных расходов из-за перевозки балластного груза (4-10% объема перевозки). Поэтому с экономической точки зрения наиболее целесообразно предварительно дробить и прокаливать коксы в местах их производства. Но до настоящего времени на большинстве КХЗ и НПЗ России не ведется прокалка коксов и перечень поставщиков прокаленного кокса весьма ограничен.
С другой стороны, значительный объем производства анодной массы (А/М), обусловленный высоким ее расходом в электролизе до 500-650 кг/т Al, требует ритмичного поступления электродных коксов в количестве, которое не может быть обеспечено одним-двумя отечественными поставщиками. В результате алюминиевые заводы вынуждены одновременно перерабатывать коксы различных поставщиков, отличающиеся как по своим физико-химическим (ФХ) свойствам, обусловленным технологическими особенностями поставщика-производителя, по происхождению (нефтяные, пековые, сланцевые), так и по степени их термоподготовки у поставщика (прокаленные и непрокаленные).
Изменение качества электродных коксов в зависимости от поставщика дестабилизирует качество анодной массы, а значит и ухудшает показатели работы цехов электролиза.
Предлагаемое к рассмотрению техническое решение касается вопроса одновременной и совместной переработки электродных коксов с различной степенью термоподготовки у поставщиков, а именно прокаленных и непрокаленных коксов, в частности пековых прокаленных и непрокаленных коксов.
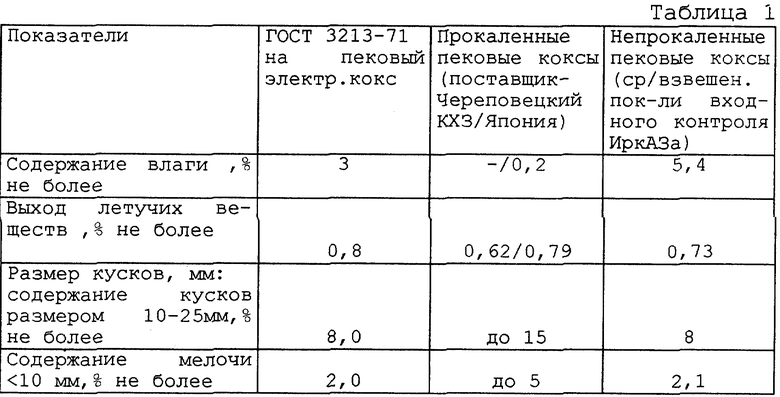
Характеристика (свойства) данных коксов приведена в табл. 1.
На алюминиевых заводах, оснащенных одной прокалочной печью (ИркАЗ, ВгАЗ, УАЗ, НкАЗ), сложилась практика одновременной и совместной термоподготовки прокаленного и непрокаленного коксов в прокалочной печи.
Такой способ термоподготовки, во-первых, ухудшает технико-экономические показатели прокалки, во-вторых, значительно ухудшает качество прокаленного кокса, а значит и анодной массы:
1) Известно, что при прокалке во вращающихся печах общие потери пековых коксов составляют 14-17%, включая влагу и летучие вещества (данные материального баланса прокалочной печи, проведенного СибВАМИ). Потери кокса, в основном, наблюдаются за счет пылеуноса и угара:
- в зависимости от крупности прокаливаемого кокса пылеунос тем выше, чем выше содержание мелочи в исходном материале. Согласно табл. 1 при пропускании предварительно прокаленного у поставщиков кокса через прокалочную печь возможен пылеунос до 5%;
- потери от угара кокса достигают 8-13%, причем наибольший угар наблюдается в зоне прокалки и в холодильнике при подаче воздуха для горения топлива со стороны горячей головки печи;
- а также при существующей технологии совместной прокалки значительно увеличивается непроизводительный расход топлива на прокалочную печь.
2) Известно, что одной из основных задач процесса прокалки является сближение ФХ и эксплуатационных свойств коксов различных поставщиков. Пропускание прокаленного кокса через прокалочную печь совместно с "сырым" коксом не только не сближает их свойства, но значительно ухудшает эксплуатационные и ФХ свойства кокса, подвергшегося двойной высокотемпературной обработке:
- снижается реакционная способность (PC) кокса, что вызывает увеличение расхода а/м при электролизе из-за неоднородности тела анода по способности углерода кокса вступать во взаимодействие с активными газами электролиза. Темп снижения реакционной способности коксов (скорость хим. взаимодействия с двуокисью углерода и кислородом при высоких температурах) зависит от степени его термообработки. При прокалке "сырого" кокса PC снижается более чем на порядок, так например для Нижнетагильского пекового кокса PC "сырого" кокса - 0,28 cм3/(г•c), а после прокалки - 0,014 см3/(г•с). При вторичной прокалке PC снижается до 0,008 см3/(г•с). Это объясняется тем, что в результате вторичной термообработки структура кокса еще более уплотняется за счет пироуглерода, приближаясь к графитовой структуре. Поэтому кокс двухкратной прокалки в теле анода практически является балластом и в процессе окисления не участвует, а, в основном, вступает в реакцию кокс из связующего, что приводит к увеличению выхода угольной пены за счет увеличения осыпаемости и разрушаемости анода. По данным ИркАЗа выход угольной пены увеличивается по отдельным корпусам до 91,8 кг/т Al по сравнению со средним по заводу 50,0 кг/т Al;
- к тому же в результате двойной прокалки повышается механическая прочность, что отрицательно сказывается на переделе подготовки коксовой шихты (особенно, при измельчении).
Из всего сказанного можно сделать вывод, что при существующей технологии совместной прокалки предварительно прокаленного и непрокаленного коксов в одном прокалочном агрегате достичь одинаковой степени термоподготовки коксов не представляется возможным.
Наиболее близкой по своей технической сущности и достигаемому результату является технология термоподготовки электродных коксов для производства анодной массы, приведенная в работе Э.А. Янко и др. "Производство анодной массы" (Москва, "Металлургия", 1984 г., стр. 20).
Согласно этой технологии коксы с различными ФХ свойствами подвергаются совместной термоподготовке во вращающихся прокалочных печах с последующим охлаждением в холодильнике.
К недостаткам данной технологии следует отнести следующее - она не рациональна при совместной переработке коксового сырья, поступающего от поставщиков с различной степенью термоподготовки. Совместная термообработка таких коксов в прокалочной печи приводит, как упоминалось выше, с одной стороны, к значительным дополнительным потерям кокса за счет угара и пылеуноса, а с другой стороны, к перепрокалу кокса, полученного от поставщиков в прокаленном виде.
Прокаленный кокс от поставщиков, характеризующийся более высокой микропористостью, требует термообработки, но другого качества - более низкотемпературной, так как основная задача, решаемая при этом, - это удаление поверхностной влаги и летучих (влага и летучие открытых пор), адсорбированных из окружающей среды при транспортировании, складировании и хранении, без изменения ФХ характеристик прокаленного кокса (механическая прочность, реакционная способность, пористость и т.д.).
Задачей изобретения является повышение технико-экономических показателей термоподготовки коксов для производства анодной массы.
Техническим результатом предложенного способа является возможность переработки коксов с различной степенью термоподготовки у поставщиков на одной прокалочной печи, снабженной холодильником.
Указанный технический результат достигается тем, что в способе подготовки электродного кокса для производства анодной массы для электролитического производства алюминия во вращающейся прокалочной печи, снабженной барабанным холодильником, включающем приемку, складирование, термообработку прокаленного и непрокаленного коксов, приемку и складирование прокаленного и непрокаленного коксов от поставщиков осуществляют раздельно, при этом непрокаленный кокс пропускают через прокалочную печь и далее через холодильник, а прокаленный кокс со склада подвергают термообработке в холодильнике совместно с коксом, поступающим из прокалочной печи, причем массовое соотношение кокса из прокалочной печи к прокаленному коксу со склада поддерживают в пределах 1-4: 1. К тому же тем, что одновременную и совместную термообработку коксов в водоохлаждаемом холодильнике осуществляют при переменном расходе воды, кратном объему загрузки кокса из прокалочной печи и изменяющемся в пределах 80-120 м3/ч, причем прокаленный кокс со склада направляют на термообработку в холодильник совместно с коксом, поступившим из прокалочной печи с температурой не ниже 900oС.
Кратко техническая сущность изобретения поясняется следующим.
Анодная масса, поступающая в цеха электролиза, должна обеспечивать в течение всего срока эксплуатации электролизера стабильное оптимальное качество тела анода и его однородность. Известно, что стабильность свойств а/м по эксплуатационным показателям (реакционная способность; разрушаемость, осыпаемость в токе CO2) обеспечивается при условии максимального сближения свойств электродных коксов различных поставщиков (в идеальном варианте также и сближение свойств кокса наполнителя и кокса из связующего).
Предлагаемое техническое решение направлено на сближение свойств коксов различных поставщиков за счет исключения перепрокала прокаленных у поставщиков коксов, что достигается их термообработкой в холодильнике прокалочной печи по предлагаемому способу.
В сравнении с прототипом предлагаемый способ подготовки электродных коксов с разной степенью термообработки у поставщиков имеет ряд отличительных признаков, а именно:
1) коксы, прокаленные у поставщиков и не требующие глубокой высокотемпературной обработки перед приготовлением анодной массы, предложено пропускать через холодильник прокалочной печи совместно с горячим коксом после прокалки, а не пропускать его вторично через прокалочную печь, как в прототипе;
2) массовое соотношение кокса из прокалочной печи к прокаленному коксу со склада рекомендуется поддерживать в следующих пределах 1-4:1. Варьирование в данных пределах зависит от конкретной ситуации и подбирается с учетом следующего:
- чем выше температура прокаленного кокса, поступающего из прокалочной печи в горячую головку холодильника, тем большее количество прокаленного кокса со склада может быть загружено в холодильник, но не более 50% общей загрузки, что соответствует предельному соотношению 1:1. Это связано с тем, что конвективный теплообмен для электродных коксов протекает достаточно интенсивно лишь при определенных температурах, не ниже 500oС. Поэтому при термообработке холодного кокса со склада за счет тепла кокса из прокалочной пeчи температура последнего должна быть не ниже 900oС для обеспечения конвективного теплообмена. На практике данная температура, как правило, выше 950-1050oС, что гарантирует качество термоподготовки прокаленного у поставщика кокса непосредственно перед производством анодной массы.
С точки зрения целесообразности, загружать в холодильник менее 20% прокаленного кокса со склада, что соответствует заявленному предельному соотношению 4:1, не технологично и не рационально (дополнительные трудозатраты), хотя принципиально возможно;
3) отдельное хранение прокаленного кокса на складе позволяет осуществить на практике предлагаемый способ, причем варьирование подгрузкой прокаленного кокса со склада в широком диапазоне (от 20 до 50% общей загрузки) позволяет перерабатывать прокаленные у поставщиков коксы по мере их поступления, без необходимости их накапливания с целью термообработки в прокалочной печи.
Вместе с тем, сравнение предлагаемого способа с аналогичными решениями в данной области выявило ряд сходных признаков:
- совместная термообработка коксов с различными физико-химическими свойствами известна по А.С. 295444 (МПК С 10 в 57/00). По данному А.С. совместно прокаливают пековые и нефтяные коксы. Степень термоподготовки данных коксов отлична в связи с тем, что температура в коксовых батареях при производстве нефтяных коксов поддерживается на уровне 500-600oС, а при производстве пековых - 800-900oС. Тем не менее данные пековые коксы являются "сырыми", т.к. прокалка коксов осуществляется при 1200-1250oС. Поэтому коксы по А.С. 295444 предложено пропускать через прокалочную печь в смеси при соблюдении определенных условий;
- стабилизация качества анодной массы за счет организации приемки и складировании коксов с различными ФХ свойствами известна по патенту РФ 2128246 (С 25 С 3/12), по которому из коксов различных поставщиков создают "слоеный пирог" с вертикальной выработкой.
Новая совокупность признаков как известных, так и неизвестных (заявленных) в их тесной взаимосвязи позволяет получить технический результат более высокого уровня.
Основным преимуществом предлагаемого способа подготовки коксов является улучшение качества электродных коксов после прокалки (за счет исключения перепрокала), что позволяет:
- повысить и стабилизировать качество анодной массы;
- снизить расход анодной массы при электролизе;
- снизить выход угольной пены;
- повысить производительность электролизатора;
- снизить расход электроэнергии на производство 1 т алюминия.
Также улучшаются технико-экономические показатели работы прокалочного отделения:
- снижаются потери кокса при прокалке от пылеуноса и угара;
- снижается расход топлива на прокалку;
- утилизируется тепло прокаленных коксов.
С целью расширения возможности оперативного управления процессом, происходящим в холодильнике, допускается варьирование расходом воды в барабане водоохлаждаемого холодильника в пределах 80-120 м3/ч.
Так, при максимальной подгрузке холодного кокса рационален расход воды 80 м3/ч, что обеспечивает сохранение высокой температуры в холодильнике в течение времени, необходимого для полного отгона летучих и влаги из прокаленного у поставщиков кокса. При минимальной подгрузке (20% объема) можно увеличивать расход воды до 120 м3/ч. При обеспечении равных исходных данных в том и другом случае на выходе получают коксы практически одинаковые по своим потребительским свойствам.
Предлагаемый к рассмотрению способ подготовки электродного кокса осуществляется следующим образом.
Кокс от поставщиков разгружается на складе грейферным краном в приемные бункера, причем прокаленный кокс, например Череповецкого КХЗ, разгружается в отдельный бункер. Из приемного бункера "сырой" кокс пластинчатыми питателями подается на валковую зубчатую дробилку для предварительного дробления, где куски кокса уменьшаются от 250-350 мм до 60-70 мм, и элеваторами "сырой" дробленный кокс подается в расходные бункера, откуда питателями через загрузочную течку в "холодный" конец вращающейся печи. Затем из прокалочной печи через перегрузочную водоохлаждаемую течку горячий кокс поступает в холодильник барабанного типа.
Прокаленный у поставщиков кокс из приемного бункера склада пластинчатыми питателями подается в расходные бункера, откуда питателями через перегрузочную водоохлаждаемую течку холодный прокаленный кокс дозируется в барабанный холодильник.
В холодильнике при его вращении оба массовые потока - горячий прокаленный кокс из прокалочной печи и холодный прокаленный кокс со склада - интенсивно перемешиваются, в результате чего теплом кокса из прокалочной печи в процессе конвективного теплообмена кокс, прокаленный у поставщиков, подвергается вторичной низкотемпературной обработке. Суммарный кокс из холодильника транспортерами и элеваторами подается в размольное отделение.
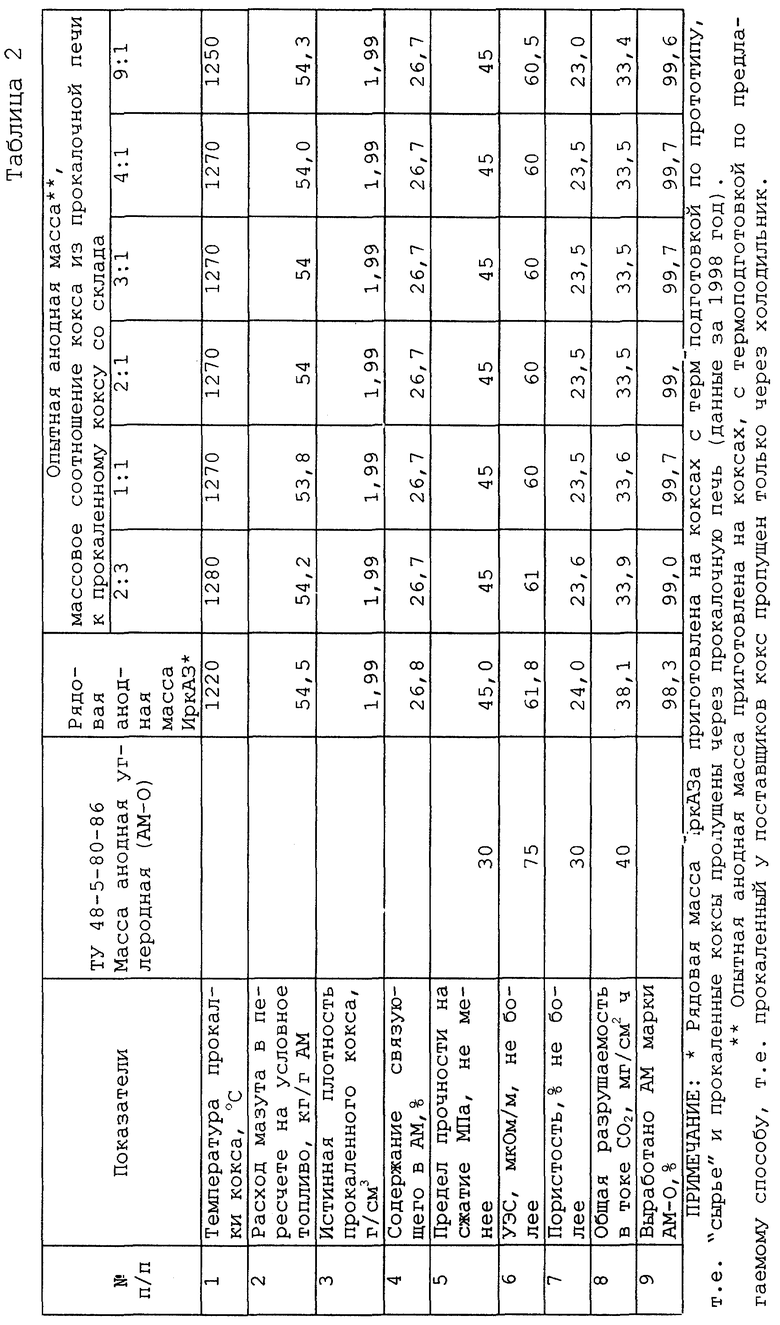
Опытно-промышленные испытания предлагаемого способа термоподготовки электродного кокса, проведенные на группе опытных электролизеров ИркАЗА, показали его эффективность и перспективность. Данные, полученные в результате эксперимента, приведены в табл. 2, 3.
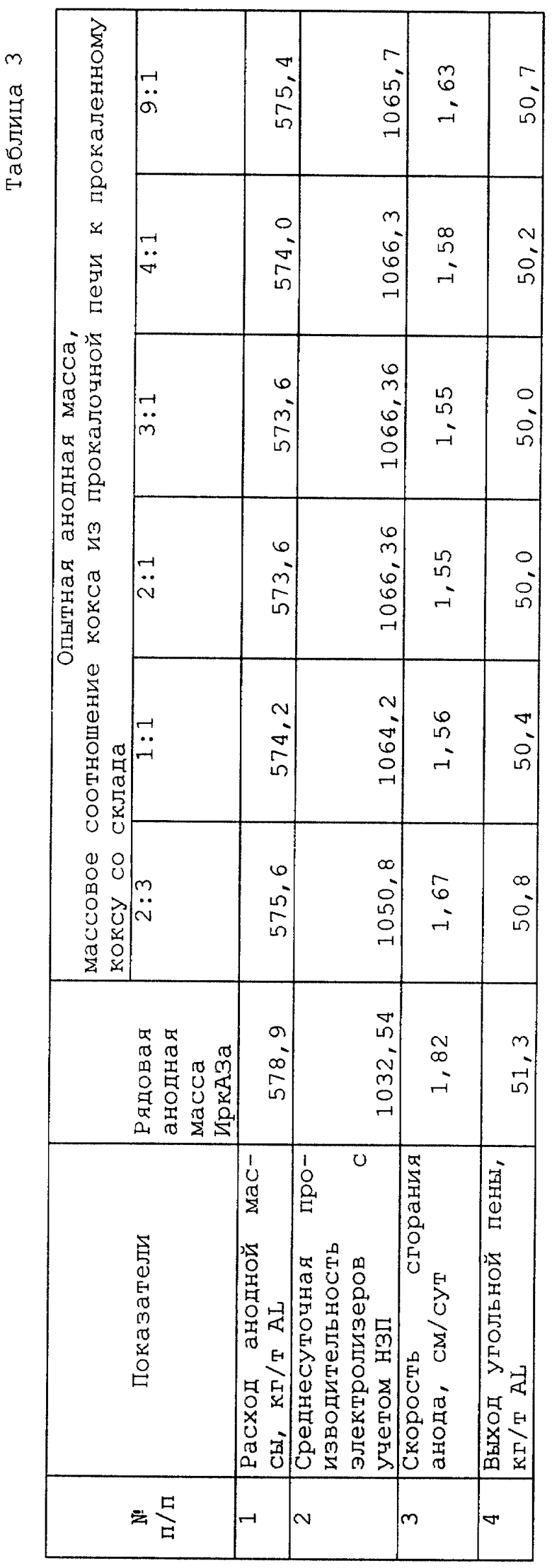
Как видно из табл. 2, показатели технологического опробования опытной анодной массы на основе коксов, подвергшихся термообработке по предлагаемому способу, улучшились по сравнению с рядовой массой. Наиболее существенно изменился показатель разрушаемости в токе СО2 и удельного электросопротивления массы, что позволило значительно улучшить показатели электролиза (см. табл. 3).
Из табл. 3 видно, что наиболее оптимальным соотношением коксов, обеспечивающим стабильность процесса электролиза, является соотношение 2-3:1.
Технология термоподготовки электродных коксов по предлагаемому способу осваивается в промышленном масштабе.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА АНОДНОЙ МАССЫ | 2001 |
|
RU2196192C2 |
| СПОСОБ ПОДГОТОВКИ КОКСОВ РАЗНЫХ ПОСТАВЩИКОВ ПЕРЕД ПРОКАЛКОЙ ДЛЯ ПРОИЗВОДСТВА АНОДОВ АЛЮМИНИЕВЫХ ЭЛЕКТРОЛИЗЕРОВ | 1997 |
|
RU2128246C1 |
| СПОСОБ ПРОИЗВОДСТВА ЭЛЕКТРОДНОЙ МАССЫ | 1997 |
|
RU2132411C1 |
| СПОСОБ ПРОИЗВОДСТВА АНОДНОЙ МАССЫ | 1999 |
|
RU2151824C1 |
| СПОСОБ ПРОКАЛКИ ПЕКОВОГО КОКСА | 1998 |
|
RU2128211C1 |
| ЭЛЕКТРОДНАЯ МАССА ДЛЯ САМООБЖИГАЮЩИХСЯ ЭЛЕКТРОДОВ РУДОВОССТАНОВИТЕЛЬНЫХ ПЕЧЕЙ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 1997 |
|
RU2121989C1 |
| Способ прокладки кокса | 1968 |
|
SU295444A1 |
| СПОСОБ ПРОКАЛКИ НЕФТЯНОГО КОКСА | 2011 |
|
RU2492211C1 |
| СПОСОБ ПУСКА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА ПОСЛЕ КАПИТАЛЬНОГО РЕМОНТА | 2001 |
|
RU2188256C1 |
| СПОСОБ ПРОИЗВОДСТВА АНОДНОЙ МАССЫ (ВАРИАНТЫ) | 2002 |
|
RU2242538C2 |
Изобретение относится к производству анодной массы для самообжигающихся анодов алюминиевых электролизеров. Способ позволяет повысить технико-экономические показатели работы цеха анодной массы и цехов электролиза, а также расширить сырьевую базу производства анодной массы благодаря тому, что возможна совместная переработка коксов различного происхождения и различных физико-химических свойств, а именно различной степени термоподготовки у поставщиков в прокалочной печи, снабженной холодильником, при этом массовое соотношение кокса из прокалочной печи к прокаленному коксу со склада поддерживают в пределах 1 - 4:1. Для осуществления данного способа необходима организация раздельной приемки и складирования прокаленного и непрокаленного коксов на складе. 2 з.п. ф-лы, 3 табл.
| ЯНКО Э.А | |||
| и др | |||
| Производство анодной массы | |||
| - М.: Металлургия, 1984, с.20 | |||
| Способ изготовления угольного электрода | 1984 |
|
SU1281604A1 |
| Способ подготовки шихты для получения анодной массы самообжигающихся анодов производства алюминия | 1987 |
|
SU1497284A1 |
| СПОСОБ ПОДГОТОВКИ КОКСОВ РАЗНЫХ ПОСТАВЩИКОВ ПЕРЕД ПРОКАЛКОЙ ДЛЯ ПРОИЗВОДСТВА АНОДОВ АЛЮМИНИЕВЫХ ЭЛЕКТРОЛИЗЕРОВ | 1997 |
|
RU2128246C1 |
| СОЛНЕЧНЫЙ КОНЦЕНТРАТОРНЫЙ МОДУЛЬ (ВАРИАНТЫ) | 2011 |
|
RU2488915C2 |

