Предлагаемое изобретение относится к области приборостроения и электротехники и может быть использовано, например, в качестве высокоскоростного привода для режущего инструмента в стоматологии или при проведении граверных и ювелирных работ, где требуется регулируемая скорость вращения режущего инструмента в диапазоне до 60000 об/мин. Известна машина электрическая (на базе микромотора), содержащая расположенные в цилиндрическом корпусе якорь, ротор в виде вала с выходным концом и полостью под постоянный магнит, а также пару подшипниковых узлов, один из которых установлен на выходном конце вала и размещен в корпусе, при этом она снабжена колпачком и хвостовиком, причем колпачок сочленен с валом в области начала его полости, а второй подшипниковый узел установлен на хвостовике колпачка и размещен в корпусе.
Способ изготовления микромотора включает в себя установку в цилиндрическом корпусе якоря, ротора в виде вала с постоянным магнитом в его полости, размещенного на подшипниковых узлах, а также крышки для фиксации положения ротора относительно цилиндрического корпуса. [1]
Недостатком данного технического решения является наличие значительной несоосности между выходным концом вала ротора и посадочным местом (под рабочий орган микромотора) корпуса, что ведет к возникновению радиальных нагрузок на подшипниковые узлы и, как следствие, к перегреву при длительной работе микромотора и повышенному износу соединительного звена (муфты) между выходным концом вала микромотора и выходным валом рабочего органа (наконечника бормашины).
Известна машина электрическая (на базе коллекторного микромотора), содержащая корпус, установленный на валу ротор, размещенный в корпусе статор, коммутационный узел и пару подшипников, установленных на концах вала.
Способ изготовления микромотора включают в себя размещение в корпусе статора, установку вала ротора на подшипниках внутри статора и установку коммутационного узла с одновременной ориентацией его положения относительно статора. [2]
Недостатком приведенного технического решения является пониженный диапазон рабочих скоростей (до 15000-20000 об/мин), повышенные габариты, а также наличие щетечного узла, где имеет место постоянное искрение, что требует дополнительных мер безопасности при работе с микромотором.
Наиболее близким по технической сущности (прототипом) к предлагаемому изобретению является микромотор, включающий электродвигатель в цилиндрическом корпусе, содержащий вал с выходным концом, установленный на двух подшипниковых узлах, тонкостенную цилиндрическую юбку, размещенную с зазором и коаксиально цилиндрическому корпусу электродвигателя, фланец со сквозным осевым отверстием под выходной конец вала электродвигателя, жестко связанный с одним концом юбки и выполненный с наружным центрирующим пояском и резьбовым осевым выступом для стыковки с рабочим органом и съемную резьбовую крышку, установленную на внутренний резьбовой выступ, предусмотренный на конце юбки, противоположном фланцу. Способ изготовления микромотора включает в себя изготовление электродвигателя с цилиндрическим корпусом, содержащим вал с выходным концом, тонкостенной цилиндрической юбки с фланцем, имеющим сквозное осевое отверстие, наружный центрирующий конический поясок и резьбовой осевой выступ, на одном конце и с внутренним резьбовым выступом на конце, противоположном фланцу, размещение двигателя внутри цилиндрической юбки с последующей его фиксацией от проворота относительно юбки с помощью съемной крышки, ввинчиваемой в резьбовой выступ юбки. [3]
Недостатками приведенного технического решения являются:
1. Малый срок службы и диапазон рабочих скоростей, ограниченный 25000-30000 об/мин, связанный с тем, что юбка микромотора изготавливается из пластического материала (для повышения электрозащиты), а металлический фланец (для стыковки с частосъемным рабочим органом) запрессовывается в последней, следствием чего является наличие значительной несоосности стыковочных поверхностей фланца и посадочных поверхностей юбки под двигатель, это ведет при больших скоростях вращения к появлению быстрого износа соединительного звена (муфты) между выходным концом вала двигателя и входным концом вала рабочего органа, а также к возникновению значительных шумовых и вибрационных эффектов, что является крайне нежелательным при использовании микромотора в качестве привода в ручных бормашинах.
2. Пониженный теплообмен между наружной поверхностью юбки микромотора и окружающей средой, связанный с тем, что юбка изготавливается из пластического материала, обладающего пониженной теплопроводностью (по сравнению с металлом) и имеет значительную толщину (ввиду низкого значения предела текучести), следствием чего является невозможность использования известного технического решения в приводах с повышенной мощностью, обладающих значительным тепловыделением в рабочем режиме.
Технический результат от использования предлагаемого технического решения заключается в увеличении срока службы, расширении верхнего предела рабочих скоростей микродвигателя, при одновременном обеспечении возможности использования в микромоторе двигателей с повышенной мощностью. В соответствии с предлагаемым изобретением вышеуказанный технический результат достигается тем, что в микромоторе, включающем электродвигатель в цилиндрическом корпусе, содержащем вал с выходным концом, установленный на двух подшипниковых узлах, тонкостенную цилиндрическую юбку, размещенную с зазором и коаксиально цилиндрическому корпусу электродвигателя, фланец со сквозным осевым отверстием под выходной конец вала электродвигателя, жестко связанный с одним концом юбки и выполненный с наружным центрирующим коническим пояском и резьбовым осевым выступом для стыковки с рабочим органом и съемную резьбовую крышку, установленную на внутренний резьбовой выступ, предусмотренный на конце юбки, противоположном фланцу, дополнительно содержится три пластины удлиненной формы, причем пластины равномерно закреплены вдоль образующих на наружной поверхности цилиндрического корпуса двигателя и размещены враспор между юбкой и корпусом двигателя, а на внутреннем резьбовом выступе юбки предусмотрены продольные пазы для прохода пластин.
Кроме того, пластины в поперечном сечении выполнены сегментообразной формы.
Кроме того, одноименные концы пластин выполнены радиально отогнутыми для охвата торца цилиндрического корпуса двигателя со стороны выходного конца его вала.
Кроме того, пластины выполнены из диэлектрического материала.
В способе изготовления микромотора, включающем изготовление электродвигателя с цилиндрическим корпусом, содержащего вал с выходным концом, тонкостенной цилиндрической юбки с фланцем, имеющим сквозное осевое отверстие, наружный центрирующий конический поясок и резьбовой осевой выступ, на одном конце и с внутренним резьбовым выступом на конце, противоположном фланцу, трех пластин сегментообразной формы в поперечном сечении с последующим их креплением вдоль образующих на наружной поверхности цилиндрического корпуса двигателя с пластинами на его корпусе внутри цилиндрической юбки с последующей его фиксацией от проворота относительно юбки с помощью съемной крышки, ввинчиваемой в резьбовой выступ юбки, дополнительно конический поясок, осевой выступ под резьбу фланца юбки и пластины изготавливают с припусками по наружным диаметрам, после крепления пластин на корпусе, последнему придают вращение относительно оси вала двигателя и осуществляют снятие припуска с пластин до диаметра описывающей их окружности, равного номинальному внутреннему диаметру цилиндрической юбки, затем внутри цилиндрической юбки размещают иммитатор электродвигателя с пластинами на корпусе, осуществляют его фиксацию от проворота относительно юбки с помощью технологического резьбового кольца, ввинчиваемого в резьбовой выступ юбки, придают вращение юбке с фланцем относительно оси вала иммитатора и осуществляют снятие припусков с конического пояска фланца и его выступа до их номинальных размеров с последующим нарезанном резьбы на осевом выступе фланца, далее иммитатор двигателя и технологическое резьбовое кольцо удаляют, а на их место устанавливают соответственно электродвигатель.
В микромоторе, включающем электродвигатель в цилиндрическом корпусе, содержащем вал с выходным концом, установленный на двух подшипниковых узлах, тонкостенную цилиндрическую юбку, размещенную с зазором и коаксиально цилиндрическому корпусу электродвигателя, фланец со сквозным осевым отверстием под выходной конец вала электродвигателя, жестко связанный с одним концом и выполненный с наружным центрирующим коническим пояском и резьбовым осевым выступом для стыковки с рабочим органом, съемную резьбовую крышку, установленную на внутренний резьбовой выступ, предусмотренный на конце юбки, противоположном фланцу, и три пластины удлиненной формы, равномерно размещенные враспор между юбкой и корпусом электродвигателя, причем пластины закреплены вдоль образующих внутренней поверхности цилиндрической юбки.
В способе изготовления микромотора, включающем изготовление электродвигателя с цилиндрическим корпусом, содержащего вал с выходным концом, тонкостенной цилиндрической юбки с фланцем, имеющим сквозное отверстие, наружный центрирующий конический поясок и резьбовой выступ, для стыковки с рабочим органом, на одном конце и с внутренним резьбовым выступом на конце, противоположном фланцу, трех пластин сегментообразной формы в поперечном сечении с последующим их креплением вдоль образующих внутренней поверхности цилиндрической юбки, а также размещение электродвигателя внутри цилиндрической юбки между ее пластинами и последующую фиксацию электродвигателя от проворота внутри цилиндрической юбки, дополнительно пластины со стороны поверхности, контактирующей с корпусом электродвигателя, изготавливают с припуском, а после их крепления вдоль образующих цилиндрической юбки, последней придают вращение относительно оси ее фланца и осуществляют снятие припуска с поверхности пластин до диаметра вписанной между ними окружности, равного номинальному наружному диаметру цилиндрического корпуса электродвигателя.
Кроме того, вращение юбке придают путем ввинчивания до упора резьбового выступа ее фланца во вращающуюся оправку с посадочным местом идентичным посадочному месту рабочего органа микромотора.
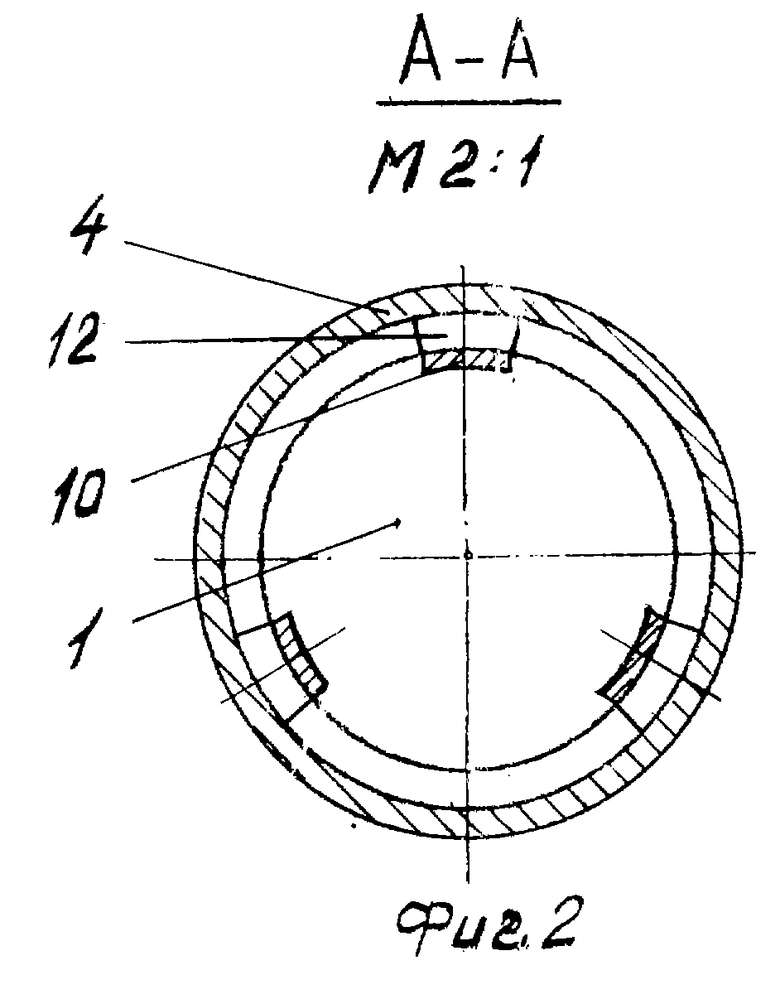
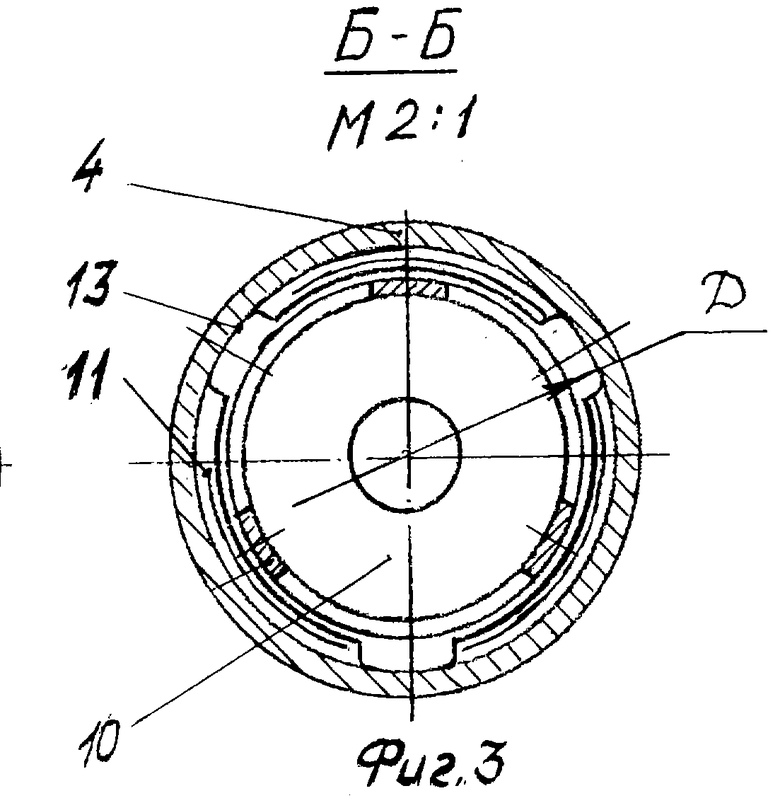
На фиг. 1 изображен предлагаемый микромотор; на фиг.2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг.1; на фиг.4-8 представлены основные технологические операции по изготовлению микромотора. На фиг.9 изображен вариант исполнения микромотора; на фиг.10 и 11 - основные технологические операции по его изготовлению. На фиг.12 изображена блок-схема по управлению электродвигателем микромотора (на базе вентильного электродвигателя)
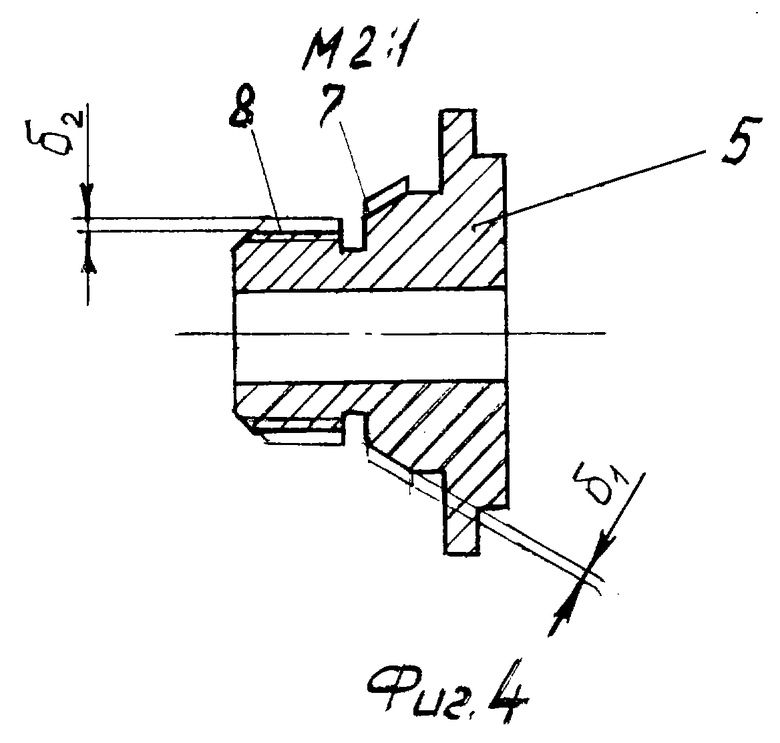
Микромотор (см. фиг. 1-3) включает в себя электродвигатель 1, расположенный в цилиндрическом корпусе 2, имеющий вал с выходным концом 3, тонкостенную цилиндрическую юбку 4, установленную с зазором и коаксиально цилиндрическому корпусу 2 электродвигателя 1, фланец 5 со сквозным осевым отверстием 6 под выходной конец 3 вала электродвигателя 1, жестко связанный (запресованный) с одним концом юбки 4 и выполненный с наружным центрирующим коническим пояском 7 и резьбовым осевым выступом 8 для стыковки с рабочим органом 9 (например, наконечником бормашины).
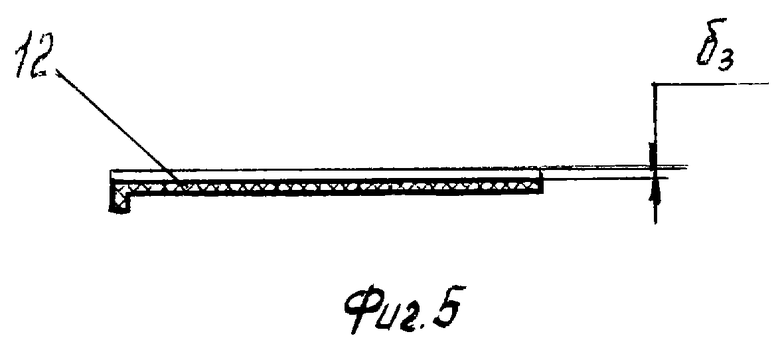
Микромотор снабжен также съемной резьбовой крышкой 10 (для фиксации электродвигателя относительно юбки 4), навинченной на внутренний резьбовой выступ 11, выполненный на конце юбки 4 со стороны, противоположной фланцу 5 (см. фиг. 3), и тремя удлиненными пластинами 12 сегментообразной формы в поперечном сечении, равномерно закрепленными (вклеенными) вдоль образующих на наружной поверхности цилиндрического корпуса 2 электродвигателя 1, причем одноименные концы пластин 12 выполнены радиально отогнутыми для охвата торца цилиндрического корпуса 2 электродвигателя 1 со стороны выходного конца 3 его вала.
Пластины 12 установлены между юбкой 4 и корпусом 2 без зазора (враспор), а для их свободного прохода при установке электродвигателя 1 внутри юбки 4 на ее внутреннем резьбовом выступе 11 предусмотрены продольные пазы 13.
Для повышения электрозащитности пластины 12 могут быть выполнены из диэлектрического материала.
Охлаждение микромотора осуществляется принудительным образом посредством вентилятора (в графических материалах условно не показано), для чего предусмотрены входные отверстия Oвх (для забора воздуха) в съемной крышке 10 и выходные отверстия Oвых в цилиндрической юбке 4 в области фланца 5 (см.фиг. 1).
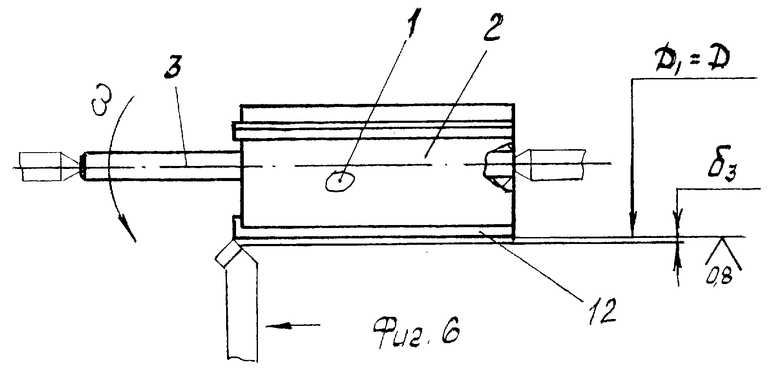
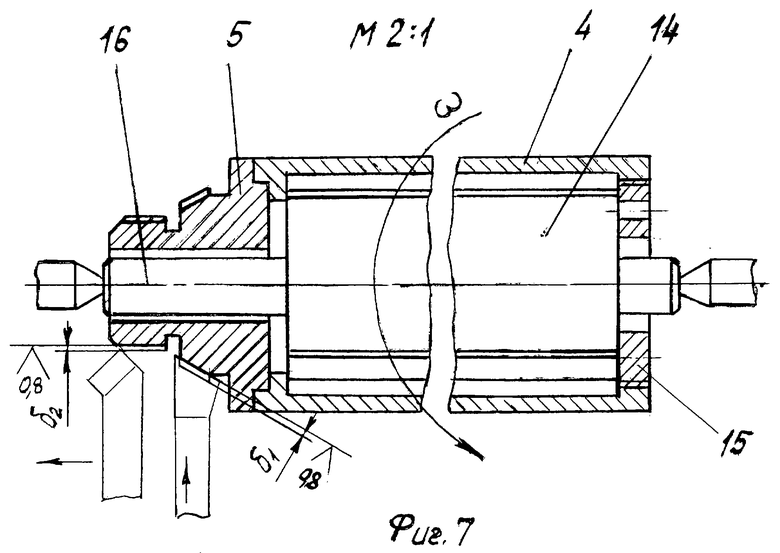
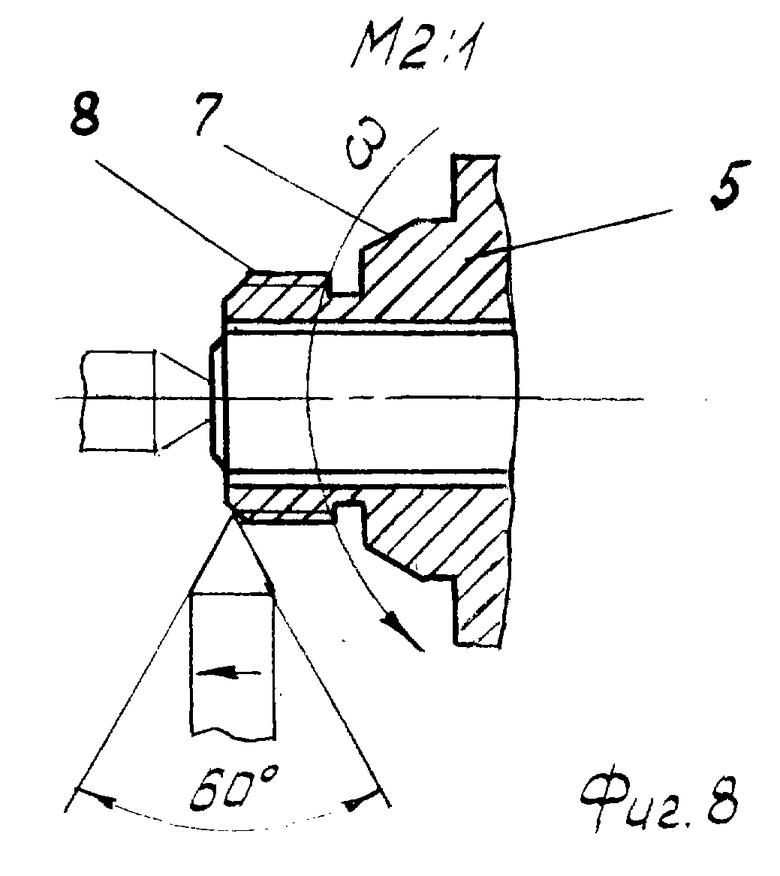
При изготовлении микромотора наружный центрирующий конический поясок 7, осевой выступ 8 под резьбу фланца 5 юбки 4 и пластины 12 изготавливают с припусками по наружным диаметрам соответственно б1, б2 и б3 (см. фиг.4 и 5). После крепления пластин 12 на цилиндрическом корпусе 2 последнему придают вращение относительно от оси вала (с выходным концом 3) электродвигателя 1 и осуществляет снятие припуска с пластин 12 до диаметра описывающей их окружности D, равного номинальному внутреннему диаметру D юбки 4 (см. фиг.3 и 6). Затем внутри цилиндрической юбки 4 размещают иммитатор электродвигателя с пластинами 14, осуществляют его фиксацию от проворота относительно юбки 4 с помощью технологического резьбового кольца 15, ввинчиваемого в резьбовой выступ юбки 4 (см. фиг.7), далее придают вращение юбке 4 с фланцем 5 относительно оси вала 16 иммитатора 14 электродвигателя и осуществляют снятие припусков с конического пояска фланца 5 (б1) и его осевого выступа (б2) до их номинальных размеров с последующим нарезанием резьбы на осевом выступе фланца 5 (см. фиг.8). Далее иммитатор 14 и технологическое кольцо 15 удаляют, а на их место устанавливают соответственно электродвигатель 1 и съемную крышку 10, чем достигается очень высокая степень соосности выходного конца 3 вала электродвигателя 1 и конического центрирующего пояска 7 с резьбовым выступом 8 для стыковки с рабочим органом 9 микромотора (см. фиг.1).
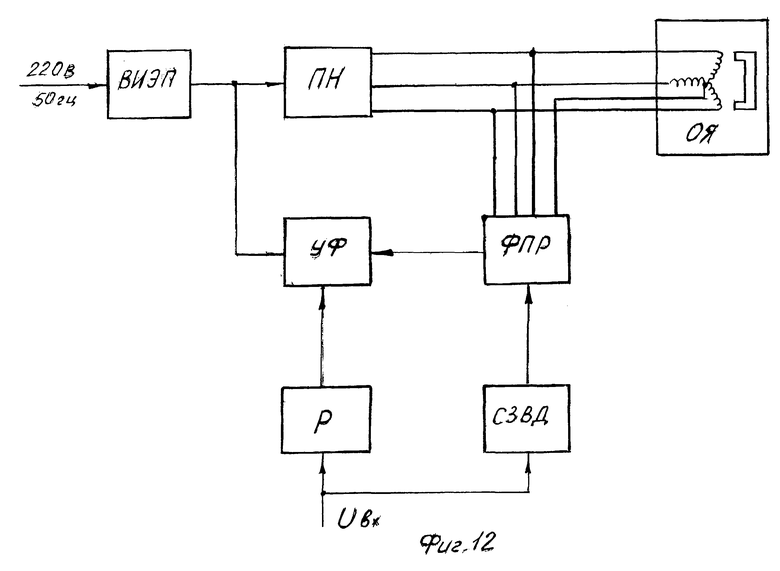
Управление электродвигателем микромотора по блок-схеме, изображенной на фиг.12, осуществляется следующим образом.
С помощью вторичного источника электропитания (ВИЭП) обеспечивается преобразование первичного напряжения (например, 220 В, 50 Гц) в постоянное напряжение заданной величины (например, 40 В) и последующее его преобразование в переменное (например, трехфазное) с помощью преобразователя напряжения (ПН), выполненного, например, по трехфазной мостовой схеме. Выходное напряжение с ПН поступает на обмотку якоря (ОЯ). Частота этого напряжения строго пропорциональна частоте вращения ротора электродвигателя, т.к. усилитель-формирователь (УФ), получающий питание от ВИЭП, обеспечивает переключение ключей ПН по сигналам от формирователя сигнала положения ротора (ФПР), связанным с частотой вращения ротора электродвигателя. Изменение частоты вращения ротора электродвигателя осуществляется путем изменения величины напряжения питания, подводимого к ОЯ, пропорционального входу напряжения Uвх, поступающему на вход регулятора (Р) и систему запуска вентильного электродвигателя (СЗВД), при этом Р через УФ осуществляет изменение напряжения на ОЯ любым из известных методов (например, методом широтно-импульсной модуляции). Питание Р также, как и питание УФ, осуществляется от ВИЭП.
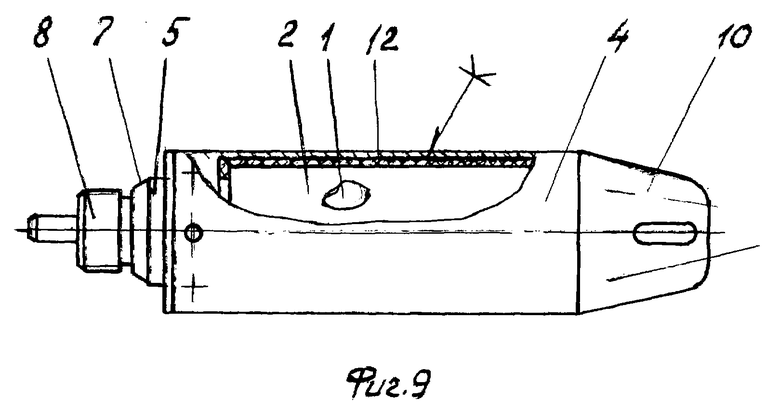
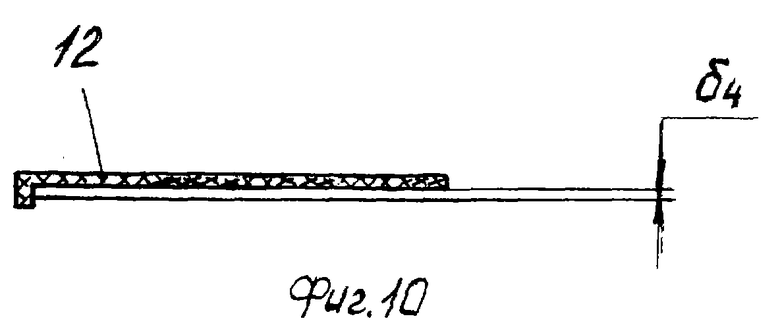
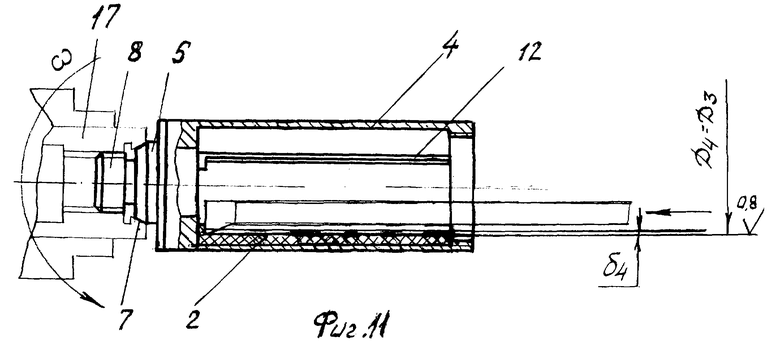
На фиг.9 изображен вариант исполнения микромотора, отличающийся от основного варианта тем, что пластины - 12 закреплены (приклеены) вдоль образующих внутренней поверхности цилиндрической юбки - 4.
При изготовлении данного микромотора пластины 12 изготавливаются с припуском "б4" по поверхности, контактирующей с корпусом 2 электродвигателя 1 (см. фиг. 10), а после их крепления вдоль образующих цилиндрической юбки 4 последней придают вращение относительно оси ее фланца 5 и осуществляют снятие припуска с поверхности пластин 12 до диаметра вписанной между ними окружности D4, равного номинальному наружному диаметру D3 цилиндрического корпуса - 2 электродвигателя 1, причем вращение юбке 4 придают путем ввинчивания до упора резьбового выступа 8 фланца 5 во вращающуюся оправку 17 с посадочным местом, идентичным посадочному месту рабочего органа микромотора (например, наконечника бормашины).
После чего юбка 4 с фланцем 5 из оправки удаляются, а затем производят установку в ее полости электродвигателя 1 с последующей фиксацией его положения крышкой 10. При этом достигается высокая степень соосности выходного конца вала электродвигателя 1 и конического центрирующего пояска 7 с резьбовым выступом 8 для стыковки с рабочим органом микромотора (см.фиг.9).
Управление двигателем микромотора по варианту исполнения осуществляется также, как и в основном варианте по блок-схеме (см. фиг.12).
Из вышеприведенного следует, что предложенное техническое решение имеет преимущества по сравнению с известным, а именно:
1. за счет обеспечения повышенной степени точности на соосность между выходным концом вала двигателя микромотора и выходным концом рабочего органа (наконечника бормашины) повышается срок службы за счет снижения радиальных нагрузок на подшипниковые узлы и уменьшения износа связующего звена (муфты), кроме того, уменьшаются шумовые эффекты и вибрация;
2. за счет возможности изготовления юбки микромотора из металла улучшается теплообмен, что позволяет использовать в микромоторе двигатели повышенной мощности.
Следовательно предложенный микромотор и способ его изготовления при использовании дают положительный результат - повышают срок службы, уменьшают шумовые эффекты и вибрации во время работы, а также повышают эксплуатационные характеристики путем обеспечения использования в микромоторе двигателей повышенной мощности.
По материалам заявки на предприятии в настоящее время изготовлены опытные образцы изделия, показавшие высокие эксплуатационные характеристики при их испытаниях на рабочих скоростях до 70000 об/мин.
Предполагается наладить серийный выпуск изделия к середине 2001 г.
Источники информации
1. Патент РФ 2140702, МПК Н 02 К 21/14, 21/12, 15/03, 15/14, 1997 г.
2. Патент РФ (а.з. 92-012386/07), МПК Н 02 К 23/00, 15/02.
3. Микромотор, Италия, фирма "Sirio", MICROMOTORE DA LABORATORIO, SR 250, USО E MANUTENZIONE, SIRIO DENTAL DIVISION, 1993 г. (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПЕРЕДАЧИ КРУТЯЩЕГО МОМЕНТА ОТ ПРИВОДА К КОРПУСУ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ, ПРИСПОСОБЛЕНИЕ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И СПОСОБ ЕГО МОНТАЖА | 2001 |
|
RU2193271C1 |
| ДВИГАТЕЛЬ ВЕНТИЛЬНЫЙ И СПОСОБ ЕГО СБОРКИ | 2000 |
|
RU2168834C1 |
| БОРМАШИНА | 2000 |
|
RU2194472C2 |
| СПОСОБ УДАЛЕНИЯ РАДИОАКТИВНОЙ ПЛЕНКИ С ПОВЕРХНОСТЕЙ ОБЪЕКТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2212067C1 |
| БОРМАШИНА | 2002 |
|
RU2215494C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КВАНТОВОГО ГЕНЕРАТОРА | 2005 |
|
RU2286629C1 |
| БОРМАШИНА | 2000 |
|
RU2187279C2 |
| БОРМАШИНА И ПРИСПОСОБЛЕНИЕ ДЛЯ СМЕНЫ РЕЖУЩЕГО ИНСТРУМЕНТА | 2006 |
|
RU2325868C2 |
| СПОСОБ ФОРМИРОВАНИЯ ИМПУЛЬСА ЭЛЕКТРОМАГНИТНОГО ИЗЛУЧЕНИЯ ПРИ ЕГО ДОСТАВКЕ НА ОБЪЕКТ, ЛАЗЕРНАЯ СИСТЕМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ, СПОСОБ УПРАВЛЕНИЯ ЛАЗЕРНОЙ СИСТЕМОЙ И УСТРОЙСТВО УПРАВЛЕНИЯ ЛАЗЕРНОЙ СИСТЕМОЙ | 2006 |
|
RU2326478C2 |
| ОРУДИЙНАЯ УСТАНОВКА | 1999 |
|
RU2165575C2 |
Изобретение относится к области электротехники и приборостроения и электротехники и может быть использовано в качестве высокоскоростного привода для режущего инструмента в стоматологии или при проведении граверных работ, где требуется регулируемая скорость вращения режущего инструмента в диапазоне до 60000 об./мин. Сущность изобретения состоит в том, что микромотор снабжен пластинами, которые равномерно закреплены вдоль образующих на наружной поверхности цилиндрического корпуса электродвигателя и размещены враспор между тонкостенной цилиндрической юбкой и корпусом электродвигателя, а на внутреннем резьбовом выступе упомянутой юбки предусмотрены продольные пазы для прохода пластин. Способ включает в себя изготовление электродвигателя с цилиндрическим корпусом, содержащего вал с выходным концом, тонкостенной цилиндрической юбки, фланца, имеющего сквозное осевое отверстие, наружный центрирующий конический поясок и резьбовой осевой выступ. Конец юбки выполняют с внутренним резьбовым выступом. Пластины крепят вдоль образующих на наружной поверхности цилиндрического корпуса электродвигателя, размещают электродвигатель с пластинами внутри юбки с последующей его фиксацией от проворота относительно юбки с помощью съемной крышки, ввинчиваемой во внутренний резьбовой выступ юбки. Новым в способе является то, что конический поясок, резьбовой выступ фланца и пластины изготавливают с припуском по наружным диаметрам. После крепления пластин корпусу придают вращение относительно оси вала электродвигателя и снижают пропуск с пластин до диаметра описывающей их окружности, равного номинальному внутреннему диаметру цилиндрической юбки. Затем внутри юбки размещают имитатор электродвигателя, осуществляют его фиксацию от проворота относительно юбки, придают вращение юбке и осуществляют снятие припусков с конического пояска фланца и его резьбового осевого выступа до их номинальных размеров с последующим нарезанием резьбы на осевом выступе фланца. Имитатор электродвигателя удаляют и устанавливают на его место сам электродвигатель и съемную крышку. В другом варианте пластины закреплены вдоль образующих внутренней поверхности цилиндрической юбки. По другому варианту способа пластины по поверхности, контактирующей с электродвигателем, изготавливают с припуском, а после их крепления юбке придают вращение и осуществляют снятие припуска с поверхности пластин до диаметра вписанной окружности равно номинальному наружному диаметру цилиндрического корпуса электродвигателя. Технический результат, достигаемый при использовании изобретения, заключается в повышении срока службы, расширении диапазона скоростей и обеспечении возможности использования в микромоторе двигателей с повышенной мощностью. 4 с. и 4 з.п.ф-лы, 12 ил.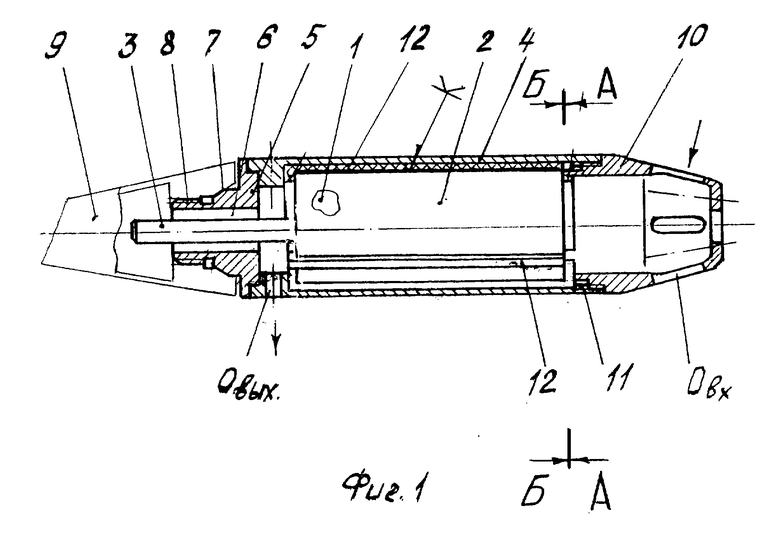
| МАШИНА ЭЛЕКТРИЧЕСКАЯ И СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА К НЕЙ | 1997 |
|
RU2140702C1 |
| Электрическая машина с возбуждением от постоянных магнитов | 1987 |
|
SU1495940A1 |
| Однофазный синхронный микродвигательС пОСТОяННыМи МАгНиТАМи | 1978 |
|
SU832666A1 |
| Способ сборки электрической машины | 1984 |
|
SU1275661A1 |
| US 4888509 А, 19.12.1989 | |||
| DE 3234717 A1, 22.03.1984 | |||
| УСТРОЙСТВО ДЛЯ АРМИРОВАНИЯ ПОДВЕСНЫХ ИЗОЛЯТОРОВ | 2009 |
|
RU2386185C1 |
| US 3968390 A, 06.07.1976. | |||

