Настоящее изобретение относится к матрице М•N управляемых тонкопленочных зеркал для использования в оптической проекционной системе, а конкретно, к способу ее изготовления, при котором уменьшается влияние входящих в него высокотемпературных процессов обработки.
Известно, что среди различных систем видеоотображения оптическая проекционная система, известная из уровня техники, способна обеспечить высокое качество изображения большого размера. В такой оптической проекционной системе свет от лампы однородно освещает матрицу, например М•N управляемых зеркал, в которой каждое зеркало связано с каждым исполнительным элементом. Исполнительные элементы могут быть выполнены из "электросмещаемого" материала, такого как пьезоэлектрический или электрострикционный материал, который деформируется в ответ на прикладываемое к нему электрическое поле.
Световой пучок, отраженный от каждого из зеркал, падает на апертуру, например, оптической диафрагмы. При подаче электрического сигнала на каждый из исполнительных элементов изменяется относительное положение каждого из зеркал для падающего светового пучка, вследствие чего происходит отклонение оптического пути отраженного луча от каждого из зеркал.
Если оптический путь каждого из отраженных пучков изменяется, то изменяется и количество света, отраженного от каждого из зеркал, которое проходит через апертуру, таким образом модулируется интенсивность пучка. Модулированные пучки проходят через апертуру на проекционный экран с помощью соответствующего оптического устройства, такого как проекционная линза, для формирования на экране изображения.
Фиг. 1А-1I иллюстрируют этапы изготовления, входящие в способ изготовления матрицы 200 М•N управляемых тонкопленочных зеркал 201, где М и N - целые числа, который описан в Международной заявке PCT/KR 96/00142, поданной вместе с собственной (национальной) заявкой на выдачу патента на "Матрицу управляемых тонкопленочных зеркал для оптической проекционной системы".
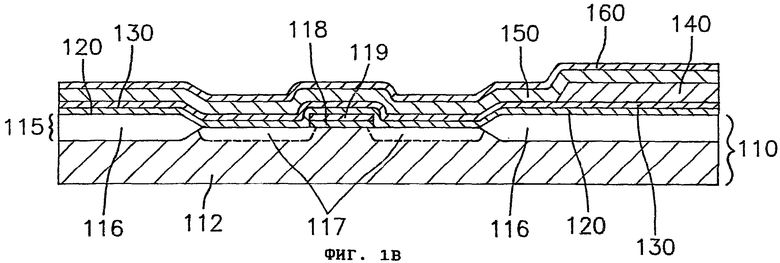
Технологический процесс изготовления матрицы 200 начинается с подготовки активной матрицы 110, включающей подложку 112 с матрицей М•N переключающих устройств, например транзисторов 115 со структурой металл-оксид-полупроводник (МОП-структурой), и полевым оксидным слоем 116, сформированным на них сверху. Каждый из МОП-транзисторов 115 имеет область 117 истока/стока, оксидный слой 118 затвора и электрод 119 затвора.
На последующем этапе наносится первый пассивирующий слой 120, выполненный, например, из PSG или нитрида кремния и имеющий толщину 0,1-2 мкм, сверху активной матрицы 110 с использованием, например, метода осаждения из газовой фазы или нанесения покрытия центрифугированием.
Затем сверху первого пассивирующего слоя 120 наносится слой 130, препятствующий травлению, имеющий толщину 0.1-2 мкм, с использованием, например, распыления или метода осаждения из газовой фазы, как показано на фиг.1А.
Затем сверху слоя 130, препятствующего травлению, формируется тонкопленочный "жертвенный" слой (слой, предназначенный для дальнейшего удаления) 140. Тонкопленочный слой 140, предназначенный для дальнейшего удаления, формируется с использованием метода распыления или испарения, если этот тонкопленочный слой 140, предназначенный для дальнейшего удаления, выполняется из металла; метод осаждения из газовой фазы или нанесения покрытия центрифугированием используется в том случае, если тонкопленочный слой 140, предназначенный для дальнейшего удаления, выполняется из PSG, или методом осаждения из газовой фазы, если этот тонкопленочный слой 140, предназначенный для дальнейшего удаления, выполняется из поли-Si.
На следующем этапе на тонкопленочном слое 140, предназначенном для дальнейшего удаления, создается матрица М•N свободных полостей (не показаны) таким образом, что каждая из свободных полостей включает в себя область 117 истока/стока в каждом из МОП-транзисторов 115, методом сухого или мокрого травления.
На следующем этапе сверху тонкопленочного слоя 140, предназначенного для дальнейшего удаления, включающего свободные полости, наносится упругий слой 150, выполненный из изолирующего материала, например нитрида кремния, имеющий толщину 0,1-2 мкм, слой наносится методом осаждения из газовой фазы.
Далее сверху упругого слоя 150 методом распыления или испарения в вакууме формируется второй тонкопленочный слой 160, выполненный из электропроводящего материала, например Pt/Ta, и имеющий толщину 0,1-2 мкм. Затем второй тонкопленочный слой 160 одинаковым образом разрезается в направлении столбцов методом травления, как показано на фиг.1В.
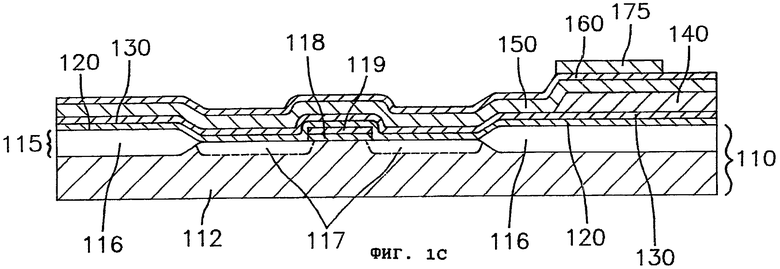
Затем сверху второго тонкопленочного слоя 160 с использованием метода испарения, золь-гельного метода, метода распыления или осаждения из газовой фазы наносится тонкопленочный "электросмещаемый" слой (не показан), выполненный из пьезоэлектрика, например PZT, или из электрострикционного материала, например PMN, и имеющий толщину 0,1-2 мкм.
На следующем этапе из тонкопленочного электросмещаемого слоя формируется конфигурация матрицы из М•N тонкопленочных электросмещаемых элементов 175 методом фотолитографии или методом лазерной подгонки, как показано на фиг. 1С.
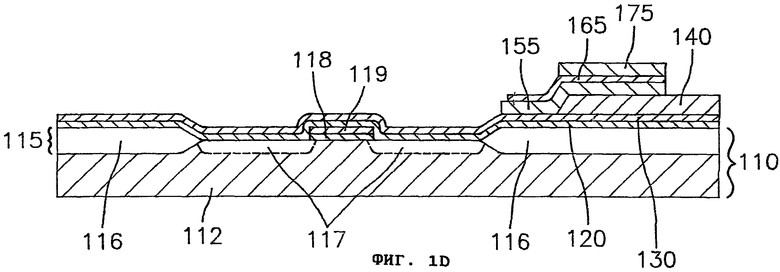
На следующем этапе из второго тонкопленочного слоя 160 и упругого слоя 150, соответственно, формируется конфигурация матрицы М•N вторых тонкопленочных электродов 165 и матрица М•N упругих элементов 155 методом травления, как показано на фиг.1D.
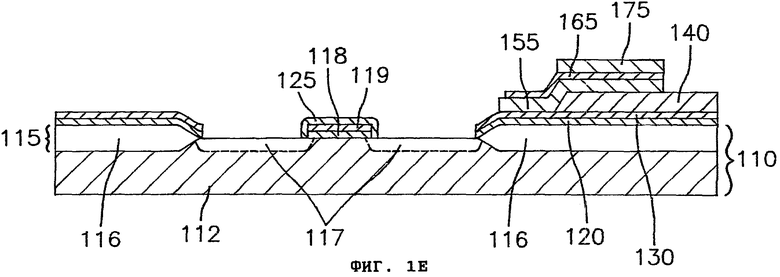
На последующем этапе части слоя 130, препятствующего травлению, и первого пассивирующего слоя 120, сформированные сверху области 117 истока/стока в каждом из МОП-транзисторов 115, избирательно удаляются, но при этом остаются целыми части 125, окружающие электрод 119 затвора и оксидный слой 118 затвора в каждом МОП-транзисторе 115, удаление осуществляется методом травления, как показано на фиг.1Е.
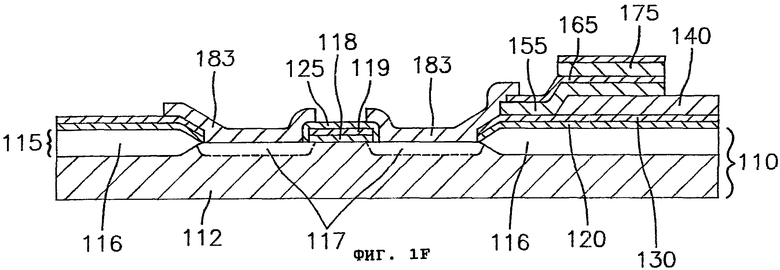
Затем формируются: матрица М•N первых тонкопленочных электродов 185 и матрица контактных элементов 183; сначала формируется слой (не показан), выполненный из электропроводящего материала, полностью покрывающий созданную выше структуру методом распыления или вакуумного испарения; а затем избирательно удаляется этот слой методом травления, как показано на фиг.1F. Каждый из первых тонкопленочных электродов 185 расположен сверху тонкопленочного электросмещаемого элемента 175. Каждый из контактных элементов 183 расположен таким образом, что он электрически соединяет второй тонкопленочный электрод 165 с областью 117 истока/стока в каждом МОП-транзисторе 115.
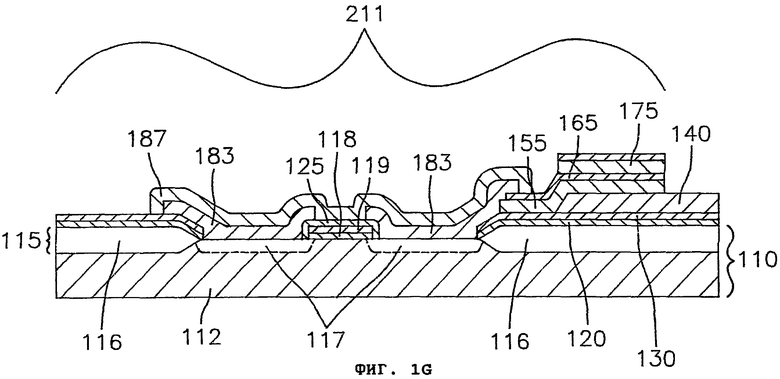
На последующем этапе второй пассивирующий слой 187, выполненный, например, из PSG или нитрида кремния и имеющий толщину 0,1-2 мкм, наносится, например, методом осаждения из газовой фазы или методом нанесения покрытия центрифугированием, а затем методом травления формируется конфигурация такая, что он полностью покрывает контактные элементы 183, вследствие чего образуется матрица 210 из М•N структур 211 управляемых зеркал, как показано на фиг.1G.
Затем на последующем этапе каждая из структур 211 управляемых зеркал полностью покрывается первым тонкопленочным защитным слоем (не показан).
Далее методом травления удаляется тонкопленочный слой 140, предназначенный для дальнейшего удаления. После этого удаляется первый тонкопленочный защитный слой, таким образом формируется матрица М•N управляющих структур 100, при этом каждая управляющая структура 100 имеет ближний и дальний концы (не показано), как показано на фиг.1Н.
На следующем этапе матрица М•N управляющих структур 100 покрывается материалом, предназначенным для дальнейшего удаления, включая области, которые образовались, когда был удален тонкопленочный слой 140, предназначенный для дальнейшего удаления; материал наносится таким образом, что верх окончательной структуры (не показана) оказывается полностью плоским. После этого на полученной структуре методом фотолитографии создается матрица М•N свободных канавок (не показано); каждая из этих свободных канавок проходит от верха полученной ранее структуры до верха дальнего конца каждой из управляющих структур 100.
После вышеуказанного этапа сверху материала, предназначенного для дальнейшего удаления, включая свободные канавки, последовательно наносятся зеркальный слой (не показан), выполненный из светоотражающего материала, например Al, и тонкопленочный диэлектрический слой (не показан), а затем зеркальный слой и тонкопленочный диэлектрический слой, соответственно, формируются в конфигурацию матрицы М•N зеркал 190 и матрицы М•N тонкопленочных диэлектрических элементов 195 методом фотолитографии или методом лазерной доводки, таким образом образуется матрица М•N полуготовых управляемых зеркал (не показано), в которой каждое из зеркал 190 имеет углубленную часть (выемку) 197, которая прикреплена к верху дальнего конца управляющей структуры 100.
Затем на последующем этапе каждое полуготовое управляемое зеркало полностью покрывается вторым тонкопленочным защитным слоем (не показан).
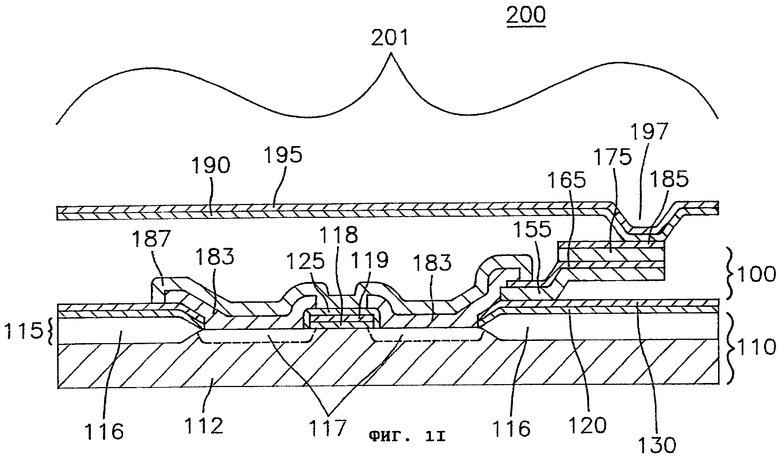
Затем методом травления удаляется материал, предназначенный для дальнейшего удаления. После этого удаляется второй тонкопленочный защитный слой, таким образом формируется матрица 200 М•N тонкопленочных управляемых зеркал 201, как показано на фиг.1I.
Вышеописанный способ изготовления матрицы 200 М•N тонкопленочных управляемых зеркал 201 имеет определенные недостатки. Например, способ включает выполнение ряда высокотемпературных процессов, особенно на ранних стадиях, например, формирование упругого слоя 140, выполненного из нитрида, требует минимальной температуры 800oС, а активная матрица 110 обычно не способна выдерживать такую высокую температуру, в результате это приводит к ее термическому повреждению.
Таким образом, цель настоящего изобретения состоит в создании способа для изготовления матрицы М•N тонкопленочных управляемых зеркал для оптической проекционной системы, в котором снижается влияние высокотемпературной обработки, выполняемой при ее изготовлении.
В соответствии с настоящим изобретением, предлагается способ для изготовления матрицы М•N тонкопленочных управляемых зеркал для оптической проекционной системы, способ включает следующие этапы: обеспечение подложкой; нанесение сверху подложки тонкопленочного слоя, предназначенного для дальнейшего удаления; создание матрицы М•N свободных полостей на тонкопленочном слое, предназначенном для дальнейшего удаления; нанесение сверху тонкопленочного слоя, предназначенного для дальнейшего удаления, включая свободные полости, упругого слоя; придание упругому слою конфигурации матрицы М•N упругих элементов; формирование матрицы М•N переключающих устройств на подложке; нанесение пассивирующего слоя и слоя, препятствующего травлению, сверху каждого упругого элемента и переключающего устройства; удаление слоя, препятствующего травлению, и пассивирующего слоя избирательно так, чтобы оказались открытыми упругие элементы; формирование последовательно матрицы М•N вторых тонкопленочных электродов и матрицы М•N тонкопленочных электросмещаемых элементов сверху каждого упругого элемента; формирование матрицы М•N первых тонкопленочных электродов и матрицы контактных элементов; удаление тонкопленочного слоя, предназначенного для дальнейшего удаления, таким образом формируется матрица М•N управляющих структур; нанесение на матрицу М•N управляющих структур материала, предназначенного для дальнейшего удаления; нанесение зеркального слоя сверху материала, предназначенного для дальнейшего удаления; придание зеркальному слою конфигурации матрицы М•N зеркал и удаление материала, предназначенного для дальнейшего удаления, таким образом формируется матрица М•N тонкопленочных управляемых зеркал.
Вышеуказанные и другие цели и особенности настоящего изобретения станут явными из последующего описания предпочтительных вариантов в сочетании с прилагаемыми чертежами, на которых:
фиг. 1А-1I представляют схематично разрезы, иллюстрирующие способ изготовления матрицы М•N тонкопленочных управляемых зеркал, описанный ранее; а
фиг. 2А-2J представляют схематично разрезы, иллюстрирующие способ изготовления матрицы М•N тонкопленочных управляемых зеркал в соответствии с настоящим изобретением.
На фиг. 2А-2J представлены схематично разрезы, иллюстрирующие предложенный в настоящем изобретении способ изготовления матрицы 400 М•N тонкопленочных управляемых зеркал 401, где М и N - целые числа, которая предназначена для использования в оптической проекционной системе. Следует заметить, что одни и те же элементы, встречающиеся на фиг.2А-2J, обозначены одинаковыми цифровыми позициями.
Технологический процесс изготовления матрицы 400 начинается с подготовки подложки 310, выполненной из изолирующего материала, например кремниевой пластины.
На последующем этапе сверху подложки 310 формируется тонкопленочный слой 320, предназначенный для дальнейшего удаления. Тонкопленочный удаляемый слой 320, предназначенный для дальнейшего удаления, формируется методом распыления или испарения, если тонкопленочный слой 320, предназначенный для дальнейшего удаления, выполняется из металла, или используется метод осаждения из газовой фазы или метод нанесения покрытия центрифугированием, если тонкопленочный слой 320, предназначенный для дальнейшего удаления, выполняется из PSG, или же используется метод осаждения из газовой фазы, если тонкопленочный слой 320, предназначенный для дальнейшего удаления, выполняется из поли-Si.
Затем создается матрица М•N свободных полостей 325 на тонкопленочном слое 320, предназначенном для дальнейшего удаления, методом сухого или мокрого травления, как показано на фиг.2А.
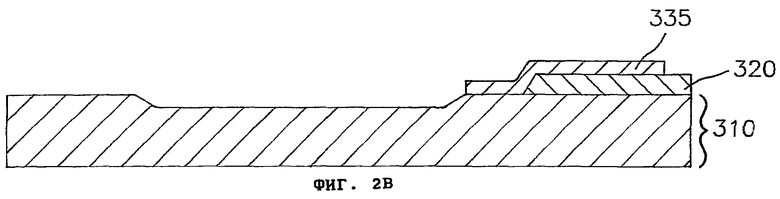
На следующем этапе сверху тонкопленочного слоя 320, предназначенного для дальнейшего удаления, включая свободные полости 325, наносится упругий слой (не показан), выполненный из изолирующего материала, например нитрида, и имеющий толщину 0,1-2 мкм; слой наносится с помощью метода осаждения из газовой фазы.
На последующем этапе упругому слою придается конфигурация матрицы М•N упругих элементов 335 методом травления при высокой температуре, например 800oС, как показано на фиг.2В, на котором каждый упругий элемент 335 размещается на продолжении от соответствующего тонкопленочного слоя 320, подлежащего удалению к соответствующей пустой полости 325.
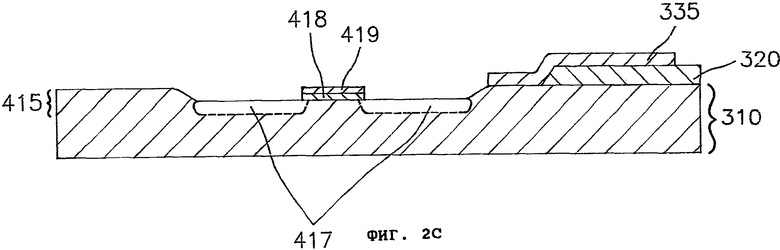
После этого на подложке 310 формируется матрица переключающих устройств 415, например, в виде МОП-транзисторов (транзисторы со структурой металл-оксид-полупроводник). Каждый из МОП-транзисторов 415 имеет область 417 истока/стока, оксидный слой 418 затвора и электрод 419 затвора и расположен в соответствующей свободной полости, как показано на фиг.2С.
На следующем этапе сверху каждого упругого элемента 335 и переключающих устройств 415 наносится первый пассивирующий слой 340, выполненный, например, из PSG или нитрида кремния, и имеющий толщину 0,1-2 мкм, слой наносится с использованием, например, метода осаждения из газовой фазы или метода нанесения покрытия центрифугированием.
После этого наносится сверху первого пассивирующего слоя 340 слой 350, препятствующий травлению, выполненный из нитрида и имеющий толщину 0,1-2 мкм, слой наносится с использованием, например, метода распыления или метода осаждения из газовой фазы, как показано на фиг.2С.
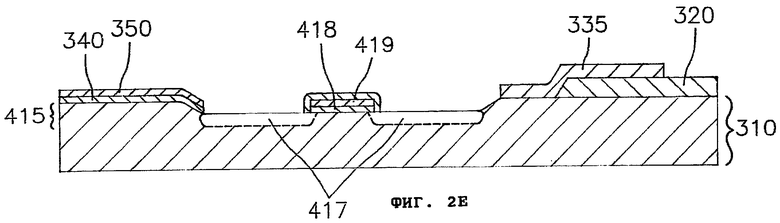
Затем избирательно удаляются части слоя 350, препятствующего травлению, и первого пассивирующего слоя 340, но оставляются при этом нетронутыми (целыми) части 345 с использованием метода травления, как показано на фиг. 2Е.
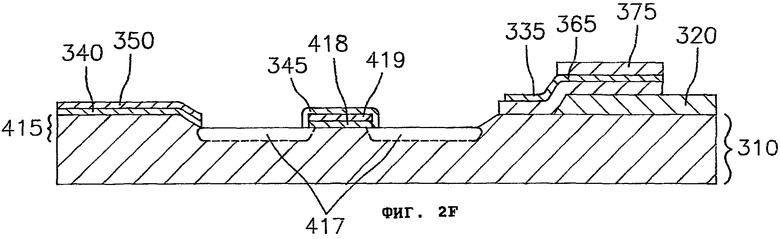
На следующем этапе сверху каждого упругого элемента 355 с использованием метода распыления или метода вакуумного испарения формируется второй тонкопленочный слой (не показано), выполненный из электропроводящего материала, например Pt/Ta, и имеющий толщину 0,1 - 2 мкм. Затем второй тонкопленочный слой разрезается на одинаковые части по направлению столбцов с использованием метода травления.
Далее сверху второго тонкопленочного слоя с использованием метода испарения, золь-гелевой технологии, распыления или метода осаждения из газовой фазы наносится тонкопленочный электросмещаемый слой (не показано), выполненный из пьезоэлектрического материала, например PZT, или электрострикционного материала, например PMN, и имеющий толщину 0,1-2 мкм.
Затем с использованием фотолитографии или метода лазерной доводки тонкопленочному электросмещаемому слою и второму тонкопленочному слою, соответственно, придается конфигурация матрицы М•N тонкопленочных электросмещаемых элементов 375 и матрицы М•N вторых тонкопленочных электродов 365, как показано на фиг.2F.
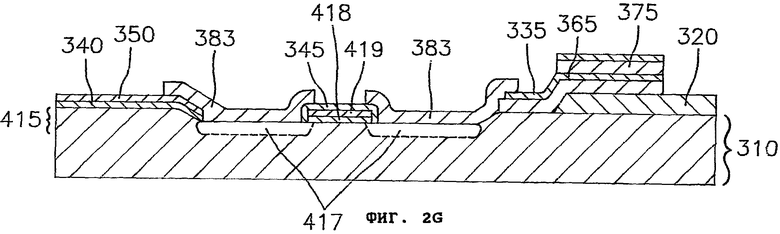
На следующем этапе формируется матрица М•N первых тонкопленочных электродов 385 и матрица контактных элементов 383: сначала формируется слой (не показано), выполненный из электропроводящего материала, полностью покрывающий вышеуказанную структуру с использованием метода распыления или метода вакуумного испарения, а затем этот слой избирательно удаляется с использованием метода травления, как показано на фиг.2G. Каждый первый тонкопленочный электрод 385 расположен сверху тонкопленочного электросмещаемого элемента 375. Каждый контактный элемент 383 расположен таким образом, что он электрически соединяет второй тонкопленочный электрод 365 с областью 417 истока/стока в каждом МОП-транзисторе 415.
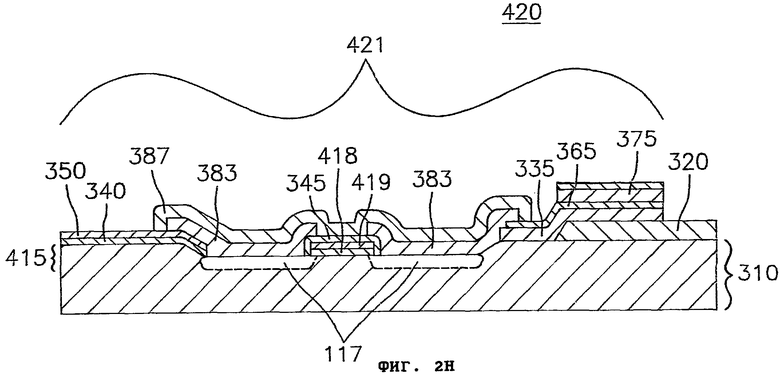
На следующем этапе наносится второй пассивирующий слой 387, выполненный, например, из PSG или нитрида кремния и имеющий толщину 0,1-2 мкм, с использованием, например, метода осаждения из газовой фазы или нанесения покрытия центрифугированием, а затем ему придается такая конфигурация, чтобы он полностью покрывал контактные элементы 383 с использованием метода травления, таким образом формируется матрица 420 М•N структур 421 управляемых зеркал, как показано на фиг.2Н.
На последующем этапе каждая из структур 421 управляемых зеркал полностью покрывается первым тонкопленочным защитным слоем (не показано).
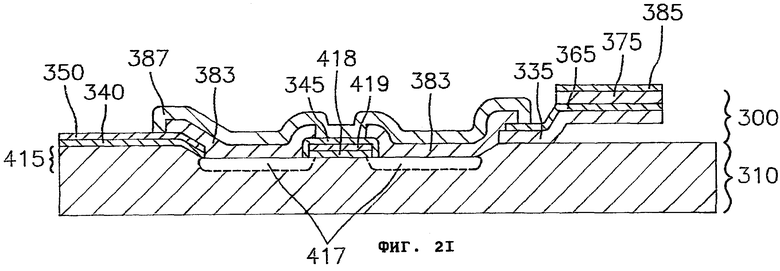
Затем с использованием метода травления удаляется тонкопленочный слой 320, предназначенный для дальнейшего удаления. После этого удаляется первый тонкопленочный защитный слой, таким образом формируется матрица М•N управляющих структур 300, причем каждая управляющая структура 300 имеет ближний и дальний концы (не показано), как показано на фиг.21.
На следующем этапе матрица М•N управляющих структур 300 покрывается материалом, предназначенным для дальнейшего удаления, включая пространственные области, образованные когда был удален тонкопленочный слой 320, предназначенный для дальнейшего удаления, покрытие выполняется таким образом, что верх окончательной структуры (не показано) оказывается полностью плоским. После этого на полученной структуре создается матрица М•N свободных канавок (не показано) с использованием метода фотолитографии, при этом каждая свободная канавка проходит от верха полученной структуры к верху дальнего конца каждой управляющей структуры 300.
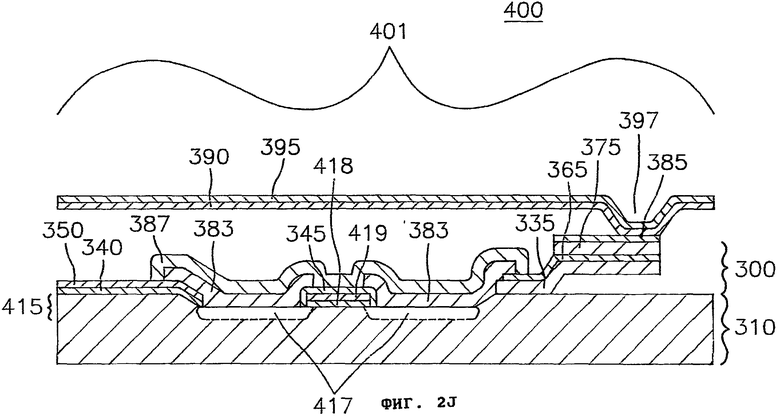
После выполнения вышеуказанного этапа сверху материала, предназначенного для дальнейшего удаления, включая свободные канавки, последовательно наносится зеркальный слой (не показано), выполненный из светоотражающего материала, например Аl, и тонкопленочный диэлектрический слой (не показано), а затем зеркальному слою и тонкопленочному диэлектрическому слою, соответственно, придается конфигурация матрицы М•N зеркал 390 и матрицы М•N тонкопленочных диэлектрических элементов 395 с использованием фотолитографии или метода лазерной доводки, таким образом формируется матрица М•N полуготовых управляемых зеркал (не показано), в которой каждое зеркало 390 имеет впадину 397, которая прикреплена на верху дальнего конца управляющей структуры 300.
Затем на последующем этапе каждое полуготовое управляемое зеркало полностью покрывается вторым тонкопленочным защитным слоем (не показано).
Далее с использованием метода травления удаляется материал, предназначенный для удаления. После этого удаляется второй тонкопленочный защитный слой, тем самым формируется матрица 400 М•N тонкопленочных управляемых зеркал 401, как показано на фиг.2J.
В отличие от описанного ранее способа формирования матрицы М•N тонкопленочных управляемых зеркал в предложенном способе матрица М•N переключающих устройств 415 формируется на подложке 310 после выполнения всех высокотемпературных процессов, что, в свою очередь, уменьшает вероятность возникновения термических повреждений на матрице переключающих устройств 415.
Несмотря на то, что настоящее изобретение было описано в отношении только определенных предпочтительных вариантов, другие модификации и изменения могут быть выполнены без выхода за рамки сущности и объема настоящего изобретения, как оно изложено в последующей формуле изобретения.



Настоящее изобретение относится к матрице М•N управляемых тонкопленочных зеркал для использования в оптической проекционной системе. Технический результат - создание способа для изготовления матрицы М•N тонкопленочных управляемых зеркал для оптической проекционной системы, в котором снижается влияние высокотемпературной обработки, выполняемой при ее изготовлении. Предложен способ изготовления матрицы М•N тонкопленочных управляемых зеркал (401) для оптической проекционной системы, включающий этапы: обеспечение подложкой (310), нанесение сверху подложки тонкопленочного слоя, предназначенного для последующего удаления, создание матрицы М•N свободных полостей на тонкопленочном слое, предназначенном для дальнейшего удаления, нанесение упругого слоя, придание упругому слою конфигурации матрицы М•N упругих элементов (335), формирование на подложке (310) матрицы М•N переключающих устройств (415), нанесение пассивирующего слоя (340) и слоя (350), препятствующего травлению, удаление слоя, препятствующего травлению, и пассивирующего слоя избирательно так, чтобы оказались открытыми упругие элементы (335), формирование последовательно сверху каждого упругого элемента (335) матрицы М•N вторых тонкопленочных электродов (365) и матрицы М•N тонкопленочных электросмещаемых элементов (375), формирование матрицы М•N управляющих структур, удаление тонкопленочного слоя, предназначенного для последующего удаления, таким образом формирования матрицы М•N управляемых зеркал (401), для предотвращения порчи активной матрицы, вызванной тепловой обработкой, в предложенном способе матрица М•N переключающих устройств (415) формируется на подложке (310) после выполнения всех высокотемпературных процессов, что, в свою очередь, уменьшает вероятность возникновения тепловых повреждений на матрице переключающих устройств (415). 2 с. и 8 з.п.ф-лы, 2 ил.
| Приспособление в пере для письма с целью увеличения на нем запаса чернил и уменьшения скорости их высыхания | 1917 |
|
SU96A1 |
| RU 94000344 A1, 20.09.1995 | |||
| Автоматизированный класс для контроля знаний учащихся | 1978 |
|
SU741310A1 |
| СПОСОБ ВЫЯВЛЕНИЯ НАРУШЕНИЯ ВЕГЕТАТИВНОЙ РЕГУЛЯЦИИ И ОПРЕДЕЛЕНИЯ ПРЕДРАСПОЛОЖЕННОСТИ К ХРОНИЧЕСКОМУ ГАСТРОДУОДЕНИТУ У ДЕТЕЙ ШКОЛЬНОГО ВОЗРАСТА | 2005 |
|
RU2304918C2 |

