Изобретение относится к атомной энергетике и может найти применение на предприятиях сборки тепловыделяющих элементов (ТВЭЛ) в тепловыделяющую сборку (ТВС) для ядерного реактора.
Известно, что в активной зоне ядерного реактора, например ВВЭР-1000, размещается около 50000 ТВЭЛов. Поэтому весьма важно их дистанционировать друг от друга и прочно с натягом зафиксировать в ячейках дистанционирующих решеток ТВС. Весьма важно также обеспечить надежность дистанционирования в ТВС, так как при нарушении дистанционирования под действием турбулентного потока теплоносителя возможны радиальные перемещения ТВЭЛ и феттинг-коррозия (см. Разработка, производство и эксплуатация ТВЭЛ энергетических реакторов. Книга 1// Под редакцией Ф.Г.Решетникова. М.: Энергоатомиздат, 1995, стр. 187). При нарушении дистанционирования возможно повреждение циркониевой оболочки ТВЭЛа и язвенная коррозия, возникающая при соприкосновении с металлом под влиянием колебаний (см. Металлургия циркония. Перевод с английского. Издательство иностранной литературы. М., 1959, стр.298).
Наиболее близким по технической сущности и достигаемому эффекту является способ изготовления дистанционирующей решетки с гексагональными ячейками, включающий операции подготовки к изготовлению гексагональной ячейки из листового металла, формование в виде половины гексагональной ячейки, поля гексагональных ячеек и дистанционирующей решетки в целом с закреплением поля гексагональных ячеек в ободе (см. патент DE 4410396 A1 от 25.03.94, опубл. 28.09.95, МКИ 6 G 21 C 3/348. Дистанционирующий держатель с гексагональными ячейками).
Способ изготовления дистанционирующей решетки с гексагональными ячейками по патенту DE 4410396 A1 предусматривает операцию подготовки к изготовлению гексагональной ячейки из полосы листового металла, которую формуют в виде половины гексагональной ячейки скобообразной формы из трех равных граней, затем эту заготовку свободными концами приваривают к соответствующим изогнутым ребрам других таких же заготовок из полосы листового металла и образуют гексагональную ячейку дистанционирующей решетки. Последующая сварка свободных концов заготовок к ребрам уже приваренных заготовок образует поле гексагональных ячеек и в целом дистанционирующую решетку с гексагональными ячейками.
Недостатком способа изготовления дистанционирующей решетки с гексагональными ячейками является многооперационность, включающая вырубку из полосы листа заготовок под каждую гексагональную ячейку, формование заготовок под каждую ячейку в виде заготовки скобообразной формы, сварку свободных концов заготовки скобообразной формы к ребрам уже приваренных заготовок с образованием гексагональной ячейки, затем поля гексагональных ячеек и в целом дистанционирующей решетки с гексагональными ячейками. Многооперационность изготовления дистанционирующей решетки ведет к увеличению ее себестоимости.
При формовании заготовок скобообразной формы не исключено ее изготовление большей формы из-за остаточной деформации заготовки из листа, что при сварке заготовок друг к другу приведет к разнокалиберности по сечению ячейки, а отсюда несоосность ячеек у параллельно установленных дистанционирующих решеток при сборке ТВС и выход в брак ТВЭЛов из-за несоосности ячеек дистанционирующих решеток при запрессовке в них ТВЭЛов. Все это снижает качество изготовления дистанционирующих решеток.
При сварке свободных концов заготовок к ребрам приваренных заготовок не исключены отклонения по размещению заготовок перед сваркой, приводящие к несоосности ячеек одной дистанционирующей решетки относительно другой дистанционирующей решетки и непровары при сварке, так как возможно кратковременное падение напряжения, нарушение параметров сварки и т.д., что снижает надежность эксплуатации дистанционирующих решеток в сборе с ТВС в ядерном реакторе.
Технической задачей изобретения является снижение себестоимости изготовления дистанционирующей решетки, повышение качества изготовления и надежности эксплуатации дистанционирующей решетки в ядерном реакторе.
Эта техническая задача решается тем, что в способе изготовления дистанционирующей решетки с гексагональными ячейками, включающий операции подготовки к изготовлению гексагональной ячейки из листового металла, формование в виде половины гексагональной ячейки, поля гексагональных ячеек и дистанционирующей решетки в целом с закреплением поля гексагональных ячеек в ободе, согласно изобретению операцию подготовки к изготовлению осуществляют из целого листа на все поле гексагональных ячеек, для чего выполняют линейные просечки, равные по длине трем граням будущей гексагональной ячейки с расстоянием между просечками, равном высоте будущей ячейки, формование в виде половины гексагональной ячейки осуществляют перпендикулярно просечкам в виде чередующихся на всю длину листа продольных впадин и продольных выступов, идентичных в сечении половине гексагональной ячейки, а изготовление гексагональной ячейки и поля ячеек осуществляют сгибанием листа по просечкам в чередующемся порядке вверх-вниз на 180o перпендикулярно продольным впадинам и продольным выступам с образованием поля гексагональных ячеек.
Выполнение операций подготовки к изготовлению поля гексагональных ячеек из целого листа с выполнением на нем просечек и перпендикулярно к ним продольных впадин и выступов позволит сократить операции изготовления заготовок на каждую ячейку в отдельности и за счет безотходной технологии снизить себестоимость изготовления.
Изготовление поля гексагональных ячеек из целого листа без применения сварки сгибанием листа по просечкам в чередующемся порядке вверх-вниз позволит повысить качество изготавливаемых дистанционирующих решеток и надежность эксплуатации в ядерном реакторе.
Для пояснения сущности изобретения на чертежах изображены:
фиг.1 - заготовка в виде листа для поля гексагональных ячеек;
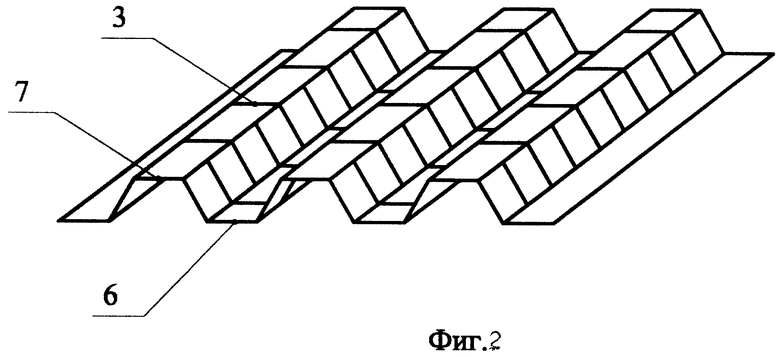
фиг.2 - заготовка после формования;
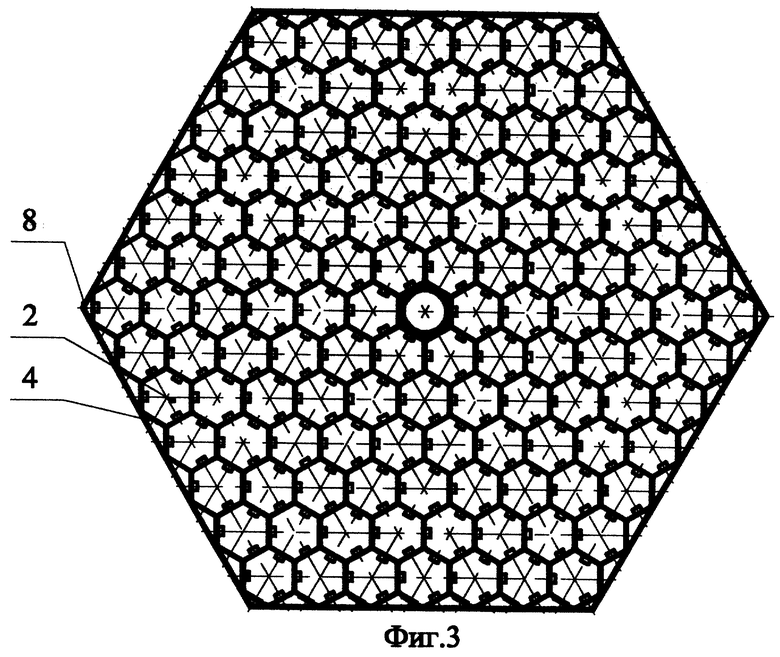
фиг.3 - дистанционирующая решетка.
Способ осуществляют следующим образом. Операцию подготовки к изготовлению осуществляют из целого листа 1 на все поле гексагональных ячеек 2, для чего выполняют линейные просечки 3, равные длине трем граням 4 будущей гексагональной ячейки 2 с расстоянием между просечками 3, равном высоте 5 будущей гексагональной ячейки 2. Формование в виде половины гексагональной ячейки 2 осуществляют перпендикулярно просечкам 3 в виде чередующихся на всю длину листа 1 продольных впадин 6 и продольных выступов 7, идентичных в сечении половине гексагональной ячейки 2.
Изготовление поля ячеек 2 осуществляют сгибанием листа 1 по просечкам 3 на 180o в чередующемся порядке вверх-вниз перпендикулярно продольным впадинам 6 и продольным выступам 7. Закрепление поля гексагональных ячеек 2 в ободе 8 может быть осуществлено любым известным способом.
| название | год | авторы | номер документа |
|---|---|---|---|
| ДИСТАНЦИОНИРУЮЩАЯ РЕШЕТКА ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА | 2000 |
|
RU2179754C2 |
| ДИСТАНЦИОНИРУЮЩАЯ РЕШЕТКА ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА | 2000 |
|
RU2187848C2 |
| СПОСОБ ПРЕДОТВРАЩЕНИЯ ОБРАЗОВАНИЯ ЗАДИРОВ НА ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТАХ И ДИСТАНЦИОНИРУЮЩАЯ РЕШЕТКА | 1999 |
|
RU2175456C2 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА | 2000 |
|
RU2195719C2 |
| СПОСОБ КОНТРОЛЯ КОНТАКТНО-ТОЧЕЧНЫХ СВАРНЫХ СОЕДИНЕНИЙ | 2001 |
|
RU2196668C1 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА | 2001 |
|
RU2209475C2 |
| ДИСТАНЦИОНИРУЮЩАЯ РЕШЕТКА (ВАРИАНТЫ) | 1996 |
|
RU2127000C1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ДИСТАНЦИОНИРУЮЩЕЙ РЕШЕТКИ ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА | 2007 |
|
RU2360310C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА | 2005 |
|
RU2287866C1 |
| Дистанционирующая решетка тепловыделяющей сборки ядерного реактора | 2021 |
|
RU2830300C1 |
Изобретение относится к атомной энергетике и может найти применение на предприятиях сборки тепловыделяющих элементов (ТВЭЛ) в тепловыделяющую сборку (ТВС) для ядерного реактора. Технической задачей изобретения является снижение себестоимости изготовления дистанционирующей решетки, повышение качества изготовления и надежности эксплуатации дистанирующей решетки в ядерном реакторе. Способ изготовления дистанционирующей решетки с гексагональными ячейками включает операции подготовки к изготовлению гексагональной ячейки из листового металла, формование в виде половины гексагональной ячейки, поля гексагональных ячеек и дистанционирующей решетки в целом с закреплением поля гексагональных ячеек в ободе. Операцию подготовки к изготовлению осуществляют из целого листа на все поле гексагональных ячеек, для чего выполняют линейные просечки, равные по длине трем граням будущей гексагональной ячейки с расстоянием между просечками, равным высоте будущей ячейки, формование в виде половины гексагональной ячейки осуществляют перпендикулярно просечкам в виде чередующихся на всю длину листа продольных впадин и продольных выступов, идентичных в сечении половине гексагональной ячейки, а изготовление гексагональной ячейки и поля ячеек осуществляют сгибанием листа по просечкам в чередующемся порядке вверх-вниз на 180o перпендикулярно продольным впадинам и продольным выступам с образованием поля гексагональных ячеек. 3 ил.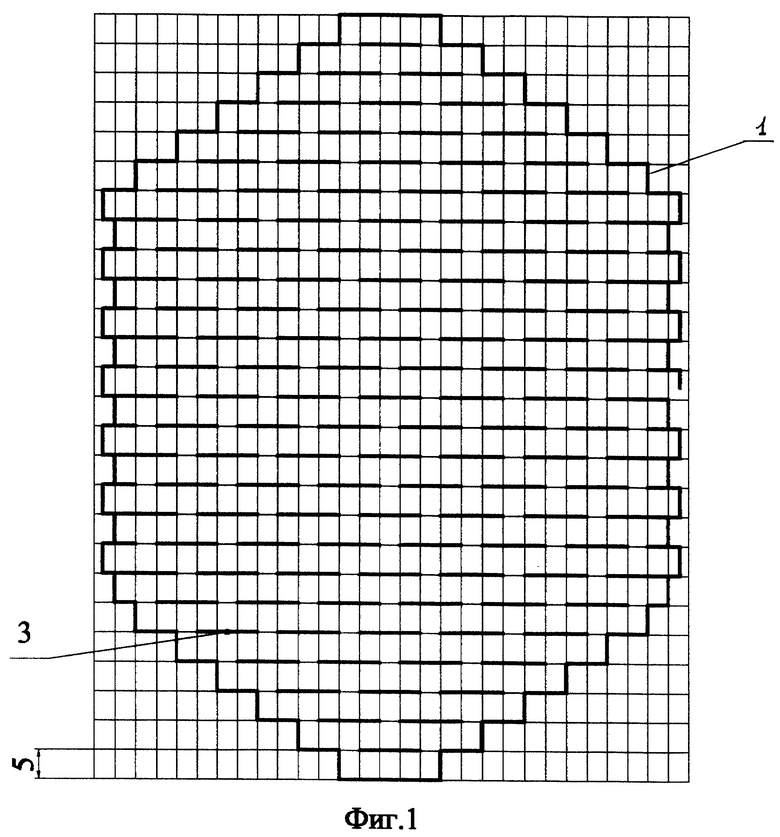
Способ изготовления дистанционирующей решетки с гексагональными ячейками, включающий операции подготовки к изготовлению гексагональной ячейки из листового металла, формование в виде половины гексагональной ячейки, поля гексагональных ячеек и дистанционирующей решетки в целом с закреплением поля гексагональных ячеек в ободе, отличающийся тем, что операцию подготовки к изготовлению осуществляют из целого листа на все поле гексагональных ячеек, для чего выполняют линейные просечки, равные по длине трем граням будущей гексагональной ячейки, с расстоянием между просечками, равным высоте будущей ячейки, формование в виде половины гексагональной ячейки осуществляют перпендикулярно просечкам в виде чередующихся на всю длину листа продольных впадин и продольных выступов, идентичных в сечении половине гексагональной ячейки, а изготовление гексагональной ячейки и поля ячеек осуществляют сгибанием листа по просечкам в чередующемся порядке вверх-вниз на 180o перпендикулярно продольным выступам с образованием поля гексагональных ячеек.
| DE 4410396 A1, 28.09.1995 | |||
| ДИСТАНЦИОНИРУЮЩАЯ РЕШЕТКА ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА | 1993 |
|
RU2081461C1 |
| ТЕПЛОВЫДЕЛЯЮЩИЙ ЭЛЕМЕНТ ЯДЕРНОГО РЕАКТОРА | 1993 |
|
RU2095861C1 |
| ДИСТАНЦИОНИРУЮЩАЯ РЕШЕТКА ДЛЯ ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА | 1997 |
|
RU2120671C1 |
| ДИСТАНЦИОНИРУЮЩАЯ РЕШЕТКА (ВАРИАНТЫ) | 1996 |
|
RU2127000C1 |
| ДИСТАНЦИОНИРУЮЩАЯ РЕШЕТКА ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА | 1997 |
|
RU2127001C1 |
| Прибор для очистки паром от сажи дымогарных трубок в паровозных котлах | 1913 |
|
SU95A1 |

