Изобретение относится к области ядерной технологии изготовления тепловыделяющих сборок (ТВС) для ядерного реактора, преимущественно водо-водяного энергетического реактора типа ВВЭР-1000.
Известен способ изготовления тепловыделяющей сборки (ТВС) ядерного реактора, включающий предварительное изготовление пучка тепловыделяющих элементов (ТВЭЛов), гексагональных дистанционирующих решеток, центральной трубы и направляющих каналов, головной и хвостовой частей и гексагональной несущей нижней решетки, сборку каркаса путем закрепления центральной трубы и направляющих каналов в гексагональной нижней решетке и ее к хвостовой части с закреплением по высоте от хвостовой части гексагональных дистанционирующих решеток, запрессовку в ячейки гексагональных дистанционирующих решеток тепловыделяющих элементов и закрепление головной части на каналах направляющих и центральной трубе (см. Б.А.Дементьев «Ядерные энергетические реакторы» М., Энергоатомиздат, 1990 г., с.42-44). В известной ТВС закрепление гексагональных дистанционирующих решеток на пучке ТВЭЛов и на направляющих каналах и центральной трубе осуществляют только за счет сил трения, что при работе ТВЭЛов в активной зоне ядерного реактора под влиянием неравномерного роста ТВЭЛов может произойти деформирование гексагональных дистанционирующих решеток, в том числе за счет изменения расстояний между ними вдоль оси ТВС не исключено заклинивание ТВЭЛов в их ячейках и деформирование ТВС в целом, приводящее к искривлению ее продольной оси, искривлению осей направляющих каналов, что в конечном итоге приводит к заклиниванию в них стержней управления и защиты, т.е. к выходу ТВС из строя и аварийной ситуации в ядерном реакторе.
Известен способ изготовления тепловыделяющей сборки ядерного реактора, включающий предварительное изготовление пучка тепловыделяющих элементов, гексагональных дистанционирующих решеток, центральной трубы и направляющих каналов, головной и хвостовой частей и гексагональной несущей нижней решетки, сборку каркаса путем закрепления центральной трубы и направляющих каналов в гексагональной несущей нижней решетке и ее к хвостовой части с закреплением по высоте от хвостовой части гексагональных дистанционирующих решеток, запрессовку в ячейки гексагональных дистанционирующих решеток тепловыделяющих элементов с закреплением в гексагональной нижней решетке и закрепление головной части на каналах направляющих и центральной трубе (см. патент RU 2209475, МПК7 G 21 C 3/32 «Тепловыделяющая сборка ядерного реактора». Раздел 10, 11, 12. Приоритет 24.05.2001, опубликован 27 июля 2003 года).
В способе изготовления ТВС ядерного реактора по известному патенту жесткое соединение гексагональных дистанционирующих решеток между собой и к гексагональной нижней решетке осуществляют контактной точечной сваркой стенок шести, примыкающих к каждому направляющему каналу, ячеек с обоих концов ячеек, что является преимуществом, однако, учитывая особенности конструкции каркаса, стесненность проходов между ячейками гексагональных дистанционирующих решеток, такое закрепление создает существенные технологические проблемы.
Наиболее близким по технической сущности и достигаемому положительному эффекту является способ изготовления ТВС ядерного реактора, включающий предварительное изготовление пучка ТВЭЛов, изготовление гексагональных дистанционирующих решеток из циркониевого сплава, центральной трубы и направляющих каналов, головной и хвостовых частей и гексагональной несущей нижней решетки, сборку каркаса путем закрепления центральной трубы и направляющих каналов в гексагональной несущей нижней решетке и ее к хвостовой части с закреплением по высоте от хвостовой части гексагональных дистанционирующих решеток уголками с внешней стороны, запрессовку в ячейки гексагональных дистанционирующих решеток ТВЭЛов с закреплением в гексагональной несущей нижней решетке и закрепление головной части на каналах направляющих и центральной трубе (см. патент RU 2124238, МПК6 G 21 С 3/30, 3/34, опубл. 27.12.1998) - прототип.
Изобретение-прототип устраняет недостатки известных аналогов за счет жесткого крепления между собой и хвостовой частью гексагональных дистанционирующих решеток уголками с закреплением их с внешней стороны каркаса, но, так как при изготовлении гексагональных дистанционирующих решеток используют два основных материала - нержавеющую сталь и сплавы на основе циркония, то в случае изготовления на одном производственном участке двух типов гексагональных дистанционирующих решеток возникает проблема смешивания как заготовок, так и ячеек из различных конструкционных материалов, внешне практически ничем не отличающихся. В случае попадания в циркониевую гексагональную дистанционирующую решетку ячейки из нержавеющей стали возникает опасность некачественной сварки и разрушения гексагональной дистанционирующей решетки в активной зоне ядерного реактора. А выявление инородного материала при помощи химических реактивов, в частности раствором серной кислоты, окрашивающей нержавеющую сталь в черный цвет, не реагирующего с цирконием, является сложным процессом, заключающимся в необходимости изготовления и содержания целой технологической линии с химически активными растворами и последующей утилизации серной кислоты.
Технической задачей изобретения является повышение качества тепловыделяющей сборки за счет выявления и отбраковки гексагональных дистанционирующих решеток, имеющих включения ячеек из ферромагнитного металла среди ячеек из циркониевого сплава.
Эта техническая задача решается тем, что в способе изготовления ТВС ядерного реактора, включающем предварительное изготовление пучка ТВЭЛов, изготовление гексагональных дистанционирующих решеток из циркониевого сплава, центральной трубы и направляющих каналов, головной и хвостовой частей и гексагональной несущей нижней решетки, сборку каркаса путем закрепления центральной трубы и направляющих каналов в гексагональной несущей нижней решетке и ее к хвостовой части с закреплением по высоте от хвостовой части гексагональных дистанционирующих решеток уголками с внешней стороны, запрессовку в ячейки гексагональных дистанционирующих решеток ТВЭЛов с закреплением их в гексагональной несущей нижней решетке и закрепление головной части на каналах направляющих и центральной трубе, согласно изобретению, после изготовления гексагональных дистанционирующих решеток их подвергают контролю и разбраковке на наличие в них ячеек из ферромагнитного металла среди ячеек из циркониевого сплава путем ввода и размещения каждой гексагональной дистанционирующей решетки неподвижно в магнитном поле, создаваемом магнитом, установленным на весах с показаниями, приведенными к нулю, по отклонению показания весов от нуля судят о наличии в гексагональной дистанционирующей решетке ячеек из ферромагнитного металла и такую решетку отбраковывают.
Ячейки из циркониевого сплава являются прозрачными для магнитных силовых линий и пропускают их, а ячейки из ферромагнитного металла не являются прозрачными для магнитных силовых линий, и возникающая сила стремится сблизить ячейки с поверхностью магнита, но в связи с тем, что гексагональная дистанционирующая решетка на период контроля размещена в магнитном поле неподвижно, то опорная поверхность весов вместе с установленным магнитом поднимается вверх, показания весов отклоняются от нуля.
Применение предлагаемого способа повышает качество ТВС за счет выявления и отбраковки гексагональных дистанционирующих решеток, имеющих включения ячеек из ферромагнитного металла среди ячеек из циркониевого сплава, позволяет удалить такие ячейки и заменить их на ячейки из циркониевого сплава.
Сущность изобретения поясняется чертежами.
На чертежах приведен способ изготовления ТВС ядерного реактора, где
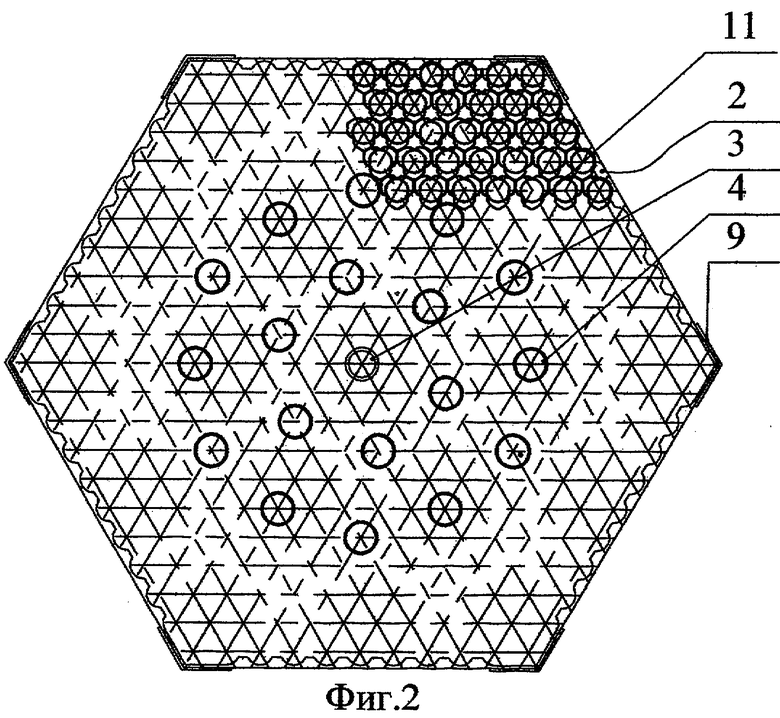
- на фиг.1 - контроль и разбраковка гексагональных дистанционирующих решеток;
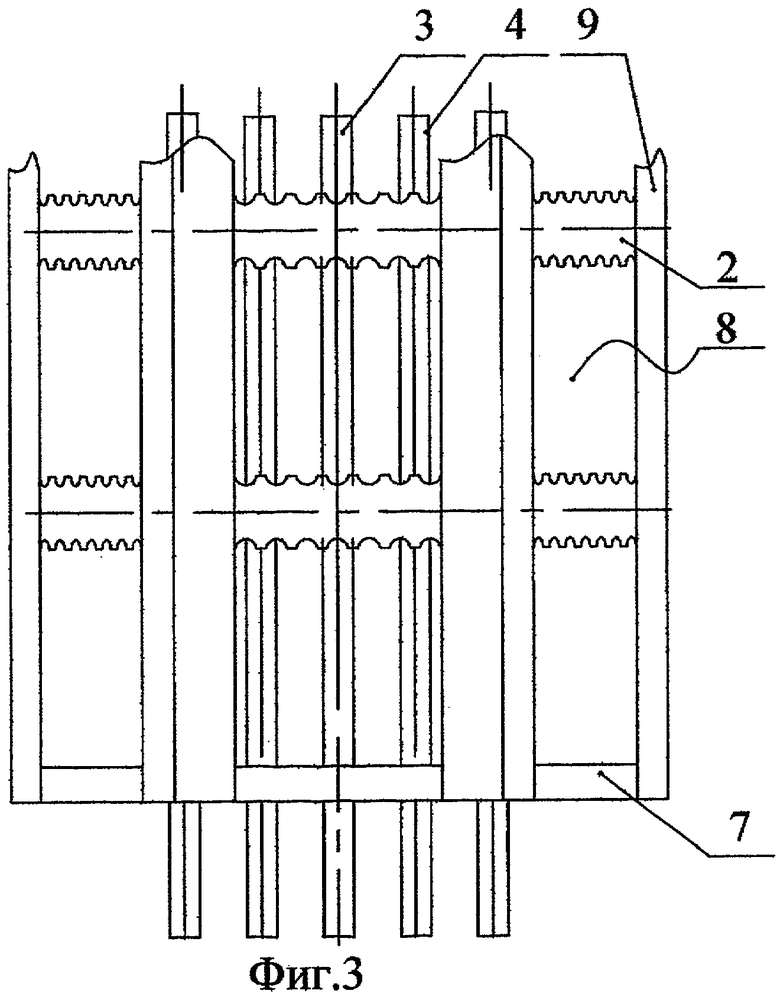
- на фиг.2 - гексагональная дистанционирующая решетка;
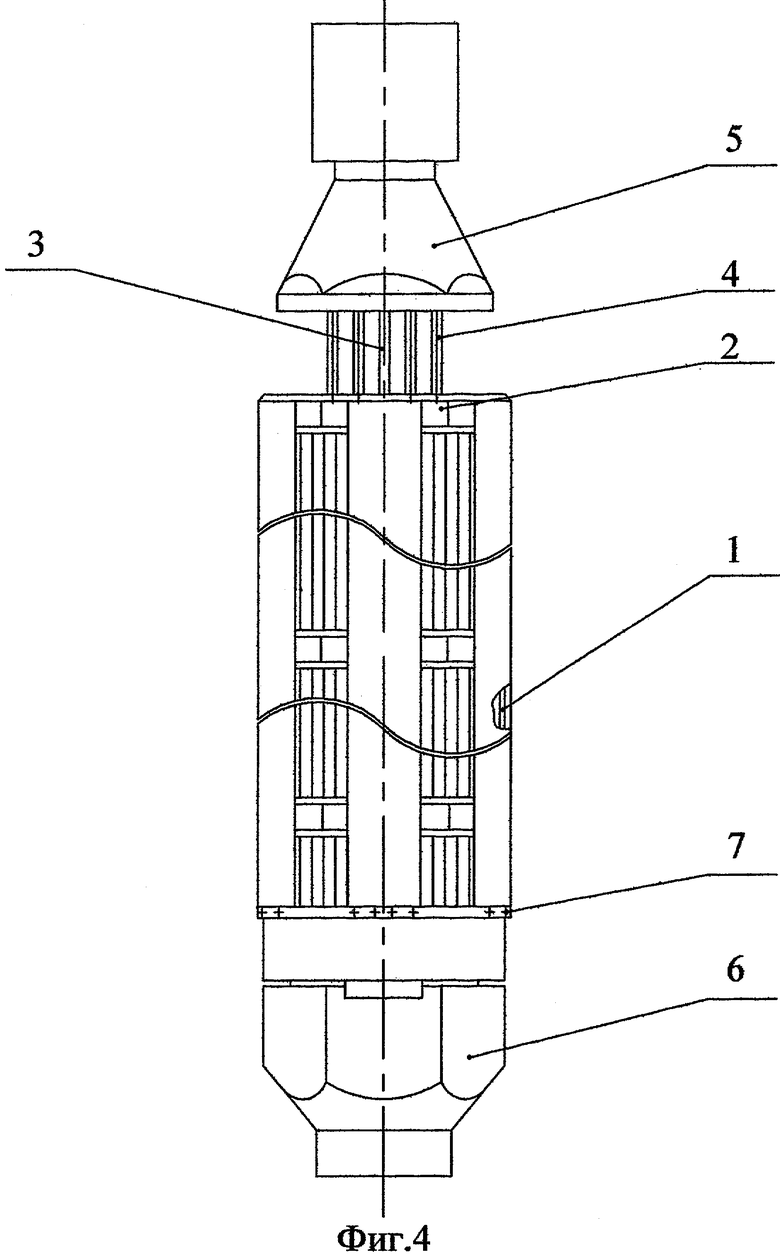
- на фиг.3 - каркас;
- на фиг.4 - ТВС.
Способ изготовления ТВС ядерного реактора осуществляют следующим образом.
Предварительно изготавливают пучок ТВЭЛов 1, гексагональные дистанционирующие решетки 2 из циркониевого сплава, центральную трубу 3 и направляющие каналов 4, головную часть 5, хвостовую часть 6 и гексагональную несущую нижнюю решетку 7.
Сборку каркаса 8 осуществляют путем закрепления центральной трубы 3 и направляющих каналов 4 в гексагональной несущей нижней решетке 7 и ее к хвостовой части 6. Закрепление гексагональных дистанционирующих решеток 2 от хвостовой части 6 по высоте каркаса 8 осуществляют уголками 9 с внешней стороны. После запрессовки ТВЭЛов 1 в ячейки 11 их нижние концы закрепляют в гексагональной несущей нижней решетке 7, а головную часть 5 - на каналах направляющих 4 и центральной трубе 3. Перед сборкой каркаса 8 после изготовления гексагональных дистанционирующих решеток 2 их подвергают отжигу при 580±15°С не менее 180 мин при остаточном давлении 2×10-3 мм рт.ст. без окисления в среде атмосферного воздуха для снятия внутренних напряжений и контролю и разбраковке на наличие в них ячеек из ферромагнитного материала среди ячеек 11 из циркониевого сплава. Каждую гексагональную дистанционирующую решетку 2 вводят и размещают неподвижно в магнитном поле, создаваемом магнитом 12, который устанавливают на весы 13 с показаниями, приведенными к нулю. Ячейки 11 из циркониевого сплава являются прозрачными для магнитных силовых линий и пропускают их, а ячейки из ферромагнитного металла не являются прозрачными из-за наличия в них железа, кобальта и никеля, и возникающая при этом сила стремится сблизить такие ячейки с поверхностью магнита 12, но в связи с тем, что гексагональная дистанционирующая решетка 2 на период контроля размещена в магнитном поле неподвижно, то опорная поверхность 14 весов 13 вместе с установленным магнитом 12 поднимается вверх, показания на шкале весов отклоняются от нуля, что является подтверждением наличия в гексагональной дистанционирующей решетке 2 ячеек из ферромагнитного металла.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ДИСТАНЦИОНИРУЮЩЕЙ РЕШЕТКИ ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА | 2007 |
|
RU2360310C1 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ВОДО-ВОДЯНОГО ЭНЕРГЕТИЧЕСКОГО ЯДЕРНОГО РЕАКТОРА | 2000 |
|
RU2177650C2 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА ТЕПЛОВОЙ МОЩНОСТЬЮ ОТ 1150 МВТ ДО 1700 МВТ | 2001 |
|
RU2234752C2 |
| Тепловыделяющая сборка ядерного реактора и способ ее изготовления | 2024 |
|
RU2829499C1 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА | 2001 |
|
RU2209475C2 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА (ВАРИАНТЫ) | 2006 |
|
RU2319233C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСТАНЦИОНИРУЮЩЕЙ РЕШЕТКИ ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА | 2010 |
|
RU2450374C1 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА | 2000 |
|
RU2195719C2 |
| РАБОЧАЯ КАССЕТА ЯДЕРНОГО РЕАКТОРА ТЕПЛОВОЙ МОЩНОСТЬЮ ОТ 1150 МВт ДО 1700 МВт (ВАРИАНТЫ) | 2009 |
|
RU2410771C1 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА И АКТИВНАЯ ЗОНА ВОДО-ВОДЯНОГО ЯДЕРНОГО РЕАКТОРА | 2001 |
|
RU2216056C2 |
Изобретение относится к атомной энергетике. Способ изготовления тепловыделяющей сборки (ТВС) ядерного реактора включает предварительное изготовление пучка тепловыделяющих элементов, гексагональных дистанционирующих решеток (ГДР) из циркониевого сплава, центральной трубы и направляющих каналов, головной и хвостовой частей и гексагональной несущей нижней решетки. Собирают каркас путем закрепления центральной трубы и направляющих каналов в гексагональной несущей нижней решетке и ее хвостовой части с закреплением по высоте от хвостовой части ГДР уголками с внешней стороны. Запрессовывают в ячейки ГДР тепловыделяющих элементов с закреплением их в гексагональной несущей нижней решетке и закреплением головной части на каналах направляющих и центральной трубе. После изготовления ГДР их подвергают контролю и разбраковке на наличие в них ячеек из ферромагнитного металла среди ячеек из циркониевого сплава путем ввода и размещения каждой ГДР неподвижно в магнитном поле. Магнитное поле создается магнитом. Магнит установлен на весах с показаниями, приведенными к нулю. По отклонению показания весов от нуля судят о наличии в ГДР ячеек из ферромагнитного металла. Такую решетку отбраковывают. Изобретение позволяет повысить качество ТВС. 4 ил.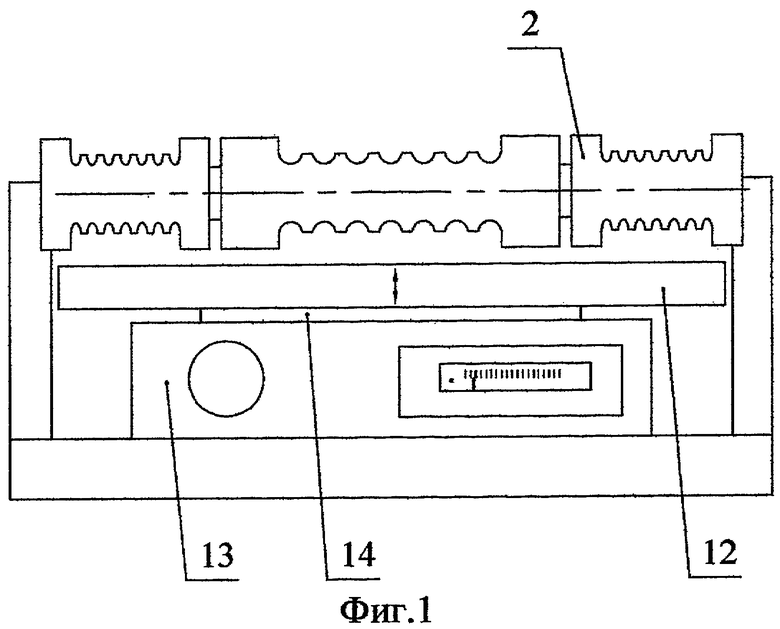
Способ изготовления тепловыделяющей сборки ядерного реактора, включающий предварительное изготовление пучка тепловыделяющих элементов, изготовление гексагональных дистанционирующих решеток из циркониевого сплава, изготовление центральной трубы и направляющих каналов, изготовление головной и хвостовой частей и гексагональной несущей нижней решетки, сборку каркаса путем закрепления центральной трубы и направляющих каналов в гексагональной несущей нижней решетке и ее - к хвостовой части с закреплением по высоте от хвостовой части гексагональных дистанционирующих решеток уголками с внешней стороны, запрессовку в ячейки гексагональных дистанционирующих решеток тепловыделяющих элементов с закреплением их в гексагональной несущей нижней решетке и закрепление головной части на каналах направляющих и центральной трубе, отличающийся тем, что после изготовления гексагональных дистанционирующих решеток их подвергают контролю и разбраковке на наличие в них ячеек из ферромагнитного металла среди ячеек из циркониевого сплава путем ввода и размещения каждой гексагональной дистанционирующей решетки неподвижно в магнитном поле, создаваемом магнитом, установленным на весах с показаниями, приведенными к нулю, по отклонению показания весов от нуля судят о наличии в гексагональной дистанционирующей решетке ячеек из ферромагнитного металла и такую решетку отбраковывают.
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА | 1997 |
|
RU2124238C1 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА И АКТИВНАЯ ЗОНА ВОДО-ВОДЯНОГО ЯДЕРНОГО РЕАКТОРА | 2001 |
|
RU2216056C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСТАНЦИОНИРУЮЩЕЙ РЕШЕТКИ С ГЕКСАГОНАЛЬНЫМИ ЯЧЕЙКАМИ | 2000 |
|
RU2187849C2 |
| Система охлаждения двигателя внутреннего сгорания | 1983 |
|
SU1174575A1 |
| Низковязкое пропиточное связующее | 1982 |
|
SU1186629A1 |
| ДЕМЕНТЬЕВ В.А | |||
| Ядерные энергетические реакторы | |||
| - М.: Энергоатомиздат, 1990, с.42-44. | |||

