Данное изобретение относится к химическому паровому осаждению, и более конкретно, к устройству для осаждения газообразных карбонилов металлов на подложку.
Как обнаружено Mond. и Langer в 1889 году, тетракарбонил никеля - Ni(CO)4 -легко разлагается на чистый металлический никель (Ni) и окись углерода (СО) в температурном диапазоне около 150-315oС. Путем индуцирования осаждения никеля на подложку могут быть получены предметы, состоящие из чистого никеля.
Паровое осаждение никеля (NVD) (НПО) является процессом, посредством которого твердая форма никеля образуется путем осаждения никеля в предварительно отформованную заготовку или оправку. Оправка достаточно нагревается для того, чтобы вызвать термическое разрушение технологического газа карбонила никеля при контакте с поверхностью оправки. Окись углерода, полученная в результате разрушения, и остаточный газообразный карбонил никеля удаляется. Никель отлагается на оправке до однородной толщины, точно повторяя все поверхностные текстуры и формы лежащей в основе оправки. Образование никеля в конце концов отделяется от оправки в виде конечного состоящего из никеля продукта.
Поверхность оправки должна быть чистой перед осаждением никеля. Даже небольшие количества загрязнений, таких как масло и жир (органические вещества) будут препятствовать осаждению никеля.
В настоящее время, образованные при помощи оправки предметы из никеля изготовляют в реакционном цилиндре, разделенном на две половины или камеры. Верхняя камера и нижняя камера разделены большой силиконовой прокладкой, имеющей центральное отверстие.
Верхняя камера содержит оправку, в которой размещен разный карбонил никеля. Нижняя камера поддерживает эту оправку и функционирует в качестве отстойника для подходящего жидкого теплоносителя. Жидкий теплоноситель, поддерживаемый при надлежащей температуре, циркулирует через оправку через внутренние отверстия и продольные каналы для нагревания оправки.
Жидкий теплоноситель транспортируется по трубопроводу через стенку нижней камеры и непосредственно в оправку. Жидкость стекает из оправки в нижнюю камеру. Насос откачивает жидкость из отстойника, обеспечивая ее прохождение через нагреватель и возвращение в оправку.
Оправка размещена в отверстии вышеупомянутой прокладки. Вокруг оправки и отверстия расположено механическое уплотнение, образованное посредством сдавливания силиконовой прокладки между оправкой и пластинами держателя, прикрепленными болтами к стороне оправки. Дополнительное механическое уплотнение расположено на наружном крае силиконовой прокладки, образованное посредством сдавливания наружного края прокладки между фланцами, присоединенными к верхней и нижней камерам. Торцевые крышки приварены к концу цилиндрической камеры для герметизации всего устройства.
Дополнительное уплотнение расположено на поверхности раздела оправка/прокладка, образованное посредством помещения капли жидкого силикона между прокладкой и оправкой.
Обязательным является то, что верхняя и нижняя камеры отделены друг от друга и уплотнения являются целостными.
К сожалению, силиконовый прокладочный материал выделяет отходящие газы при рабочих температурах при паровом осаждении никеля и загрязняет оправку. Соответственно, большие силиконовые прокладки должны быть подвергнуты длительному последующему отверждению (отделению газов) при рабочих температурах, прежде чем прокладка станет совместимой с процессом парового осаждения никеля. Кроме того, силиконовые прокладки являются дорогостоящими и легко повреждаются во время разборки оправки. В большинстве случаев, прокладка не может быть использована повторно.
Уплотнение оправка/прокладка, образованная посредством сжатия пластинами держателя или связыванием, не обеспечивает вакуум плотной заделки. Пары жидкости проходят через уплотнение оправка/прокладка в верхнюю камеру и загрязняют оправку.
Была предпринята попытка модификации оборудования в нижней камере, чтобы транспортировать по трубопроводу жидкость из оправки через стенку этой камеры и удалять жидкость из нижней камеры. Однако требуется значительное количество рабочих часов для очистки жидкой промывки из нижней камеры каждый раз при разборке оправки.
Кроме того, карбонил никеля дает утечку через заделку оправка/прокладка в нижнюю камеру и осаждается на нижней стороне оправки и на вспомогательном оснащении оправки. Порошок оксида никеля образуется в нижней камере вследствие имеющей место реакции карбонила с кислородом в инертном газе, используемом для продувки нижней камеры. Этот порошок покрывает все внутренние поверхности и требуется интенсивная очистка между осаждениями.
Перепад давления между верхней и нижней камерами должен тщательно контролироваться. Небольшой перепад давления вызывает выпячивание прокладки. А любое существенное напряжение на уплотнении оправка/прокладка будет разрушать уплотнение или прокладку.
Предложено устройство для парового осаждения, которое устраняет необходимость использования большой силиконовой прокладки. Опорная плита поддерживает высверленное кольцо оправки, которое совпадает с оправкой. Жидкий теплоноситель непосредственно проходит через кольцо оправки и оправку для нагрева оправки. Верхняя камера присоединена к опорной плите. Изолирующее промежуточное кольцо опорной плиты, расположенное между оправкой и опорной плитой, обеспечивает быструю замену кольца оправки. Уплотнения выполнены при помощи простых О-образных колец.
Краткое описание чертежей
Фиг. 1 является вертикальным разрезом, в частичном поперечном сечении, варианта изобретения.
Фиг.2 является видом сверху варианта изобретения.
Фиг.3 является видом сверху варианта изобретения.
Фиг.4 является поперечным сечением, взятым вдоль линии 4-4 на фиг.3.
Фиг.5 является видом сверху варианта изобретения.
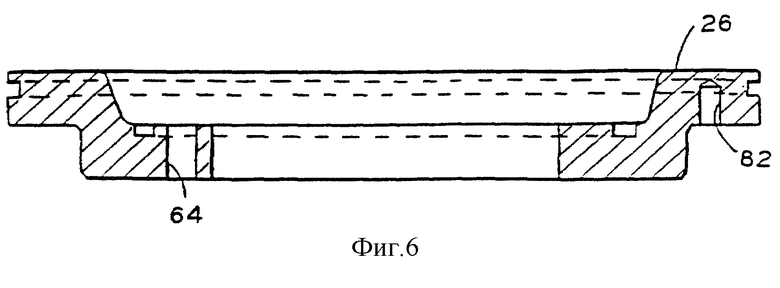
Фиг.6 является поперечным сечением, взятым вдоль линии 6-6 на фиг.5.
На фиг. 1 показано устройство 10 для парового осаждения газообразного металла. Устройство 10 включает опорную плиту 12, покрытую крышкой 14, присоединенной с возможностью отсоединения болтами 16. Крышка 14 взаимодействует с опорной плитой 12 для образования камеры 20. Высокотемпературное эластомерное О-образное кольцо (т.е. силиконовое) 18 уплотняет границу промежутка между канавкой (не показана) в опорной плите 12 и крышкой 14. Источник газа карбонила 22 подает газ в камеру 20.
Опорная плита 12 включает ступенчатую вырубку 24 в форме Z. Соответствующее кольцо 26 опорной плиты укладывается в вырубку 24. Кольцо оправки 28 расположено на кольце 26 опорной плиты и частично проходит в камеру 20.
Ряд высокотемпературных эластомерных О-образных колец 30 герметизируют опорную плиту 12, кольцо 26 опорной плиты, кольцо 28 оправки от утечки карбонила. Оправка 36 присоединена к кольцу 28 оправки. Эластомерное О-образное кольцо 74 герметизирует оправку 36 и опорную плиту 12.
Кольцо 28 оправки включает, по меньшей мере, один входной канал 32 и один выходной канал 34, сообщающиеся непосредственно с соответствующим коллектором (не показано) внутри оправки 36. Ряд эластомерных О-образных колец 38 герметизируют оправку 36 с кольцом оправки 28.
Чтобы обеспечить целостность устройства 10, кольцо 26 опорной плиты прикреплено множеством болтов 62 к опорной плите 12. Подобным же образом, кольцо 28 оправки прикреплено множеством болтов 76 к кольцу 26 опорной плиты.
Альтернативно, кольцо 26 опорной плиты может быть приварено к опорной плите 12, но предпочтительно оно соединено болтами, для того, чтобы иметь возможность замены кольца 26 опорной плиты, если его поверхность повреждена. Кольцо 28 оправки, однако, выполнено с возможностью удаления из опорной плиты 12. Кольцо 28 оправки сначала соединено с оправкой 36 посредством крепежных анкерных болтов 68. Затем соединенные оправка 36 и кольцо 28 оправки опускаются вниз на опорную плиту 12. Нержавеющая сталь является выбранным материалом для этих основных элементов.
Стандартные соединения 40 типа SAE соединяют канал 42 с источником жидкого теплоносителя 44. Жидкость имеет стандартный состав, т.е. основу из парафина или минерального масла (CalflowТМ).
Циркуляционный насос 46 непрерывно направляет жидкость через нагреватель 48 во входной канал 32, через оправку 36 и затем наружу через выходной канал 34. Нагреватель 48 нагревает жидкий теплоноситель для поддержания оправки 36 при достаточной температуре для разложения газа карбонила.
В случае, если части оправки 36 нуждаются в защите от металлизации, силиконовая маска 72 может быть стратегически размещена вокруг оправки 36.
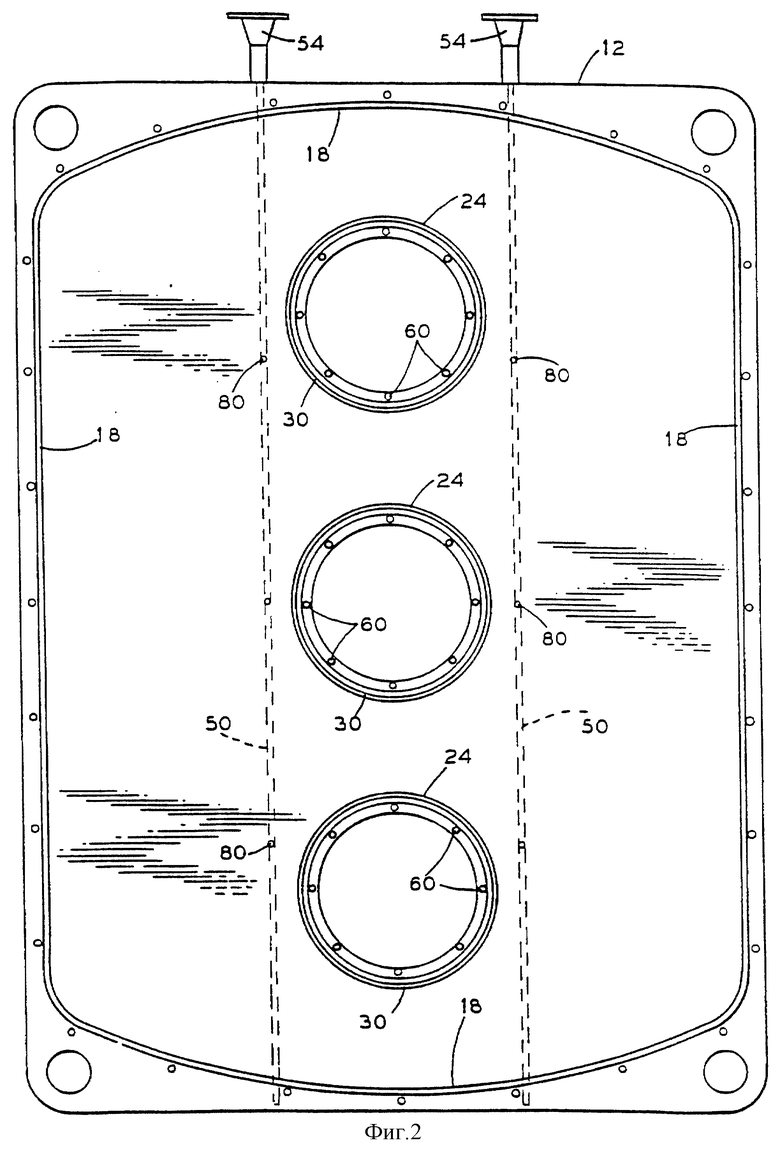
На фиг. 2 показан вид сверху опорной плиты 12 в некоторых деталях. О-образное кольцо 18 расположено в канавке в плите 12. Множество вырубок 24, окруженных прокладками 30, предпочтительно расположено в пределах плиты 12 для экономичной работы. Отверстия 60 предназначены для болтов 62.
Каналы 50 для продувки присоединены к соединителям 54, которые в свою очередь соединены с источником газа продувки (не показан). Каналы 50 для продувки в опорной плите 12 предназначены для продувки промежутка 70, образованного между оправкой 36 и опорной плитой 12 (см. фиг.1). Продувочный газ, проходящий через один фланец 54, входит в промежуток 70 под оправкой 36 через отверстие 80 в канале 50. Продувочный газ затем выходит из промежутка 70 через противоположный канал 50 и затем в вентиляционные сборники завода через соответствующий соединитель 54.
В показанном варианте, каждый канал 50 имеет три пары отверстий 80, выровненных таким образом, что каждое кольцо 28 оправки имеет два отверстия 80, по одному в каждом из параллельных каналов 50, служащих в качестве отверстий для впуска и выпуска газа. Эта конструкция предусматривает продувку небольшой оправки 36, центрированной на средней паре отверстий 80, или больших оправок 36, которые покрывают большую площадь поверхности опорной плиты 12.
Отверстия 80 для впуска и выпуска в каналах 50, которые не могут быть расположены под оправкой 36, закупориваются во время реакции осаждения таким образом, что продувочный газ не входит в камеру реакции 20 и/или газ карбонил не входит в каналы 50 продувки и выпуска опорной плиты.
Промежуток 70 обычно продувается инертными газами во время установки оборудования для удаления воздуха и окисью углерода во время реакции осаждения.
Газообразный карбонил может выходить через вентиляционный канал 52. Подобным же образом, удаляемый газ для очистки камеры 20 может также выходить через вентиляционный канал 52. При нормальных условиях, продувочный газ, введенный через каналы 50, не удаляется из устройства 10 через вентиляционный канал 52.
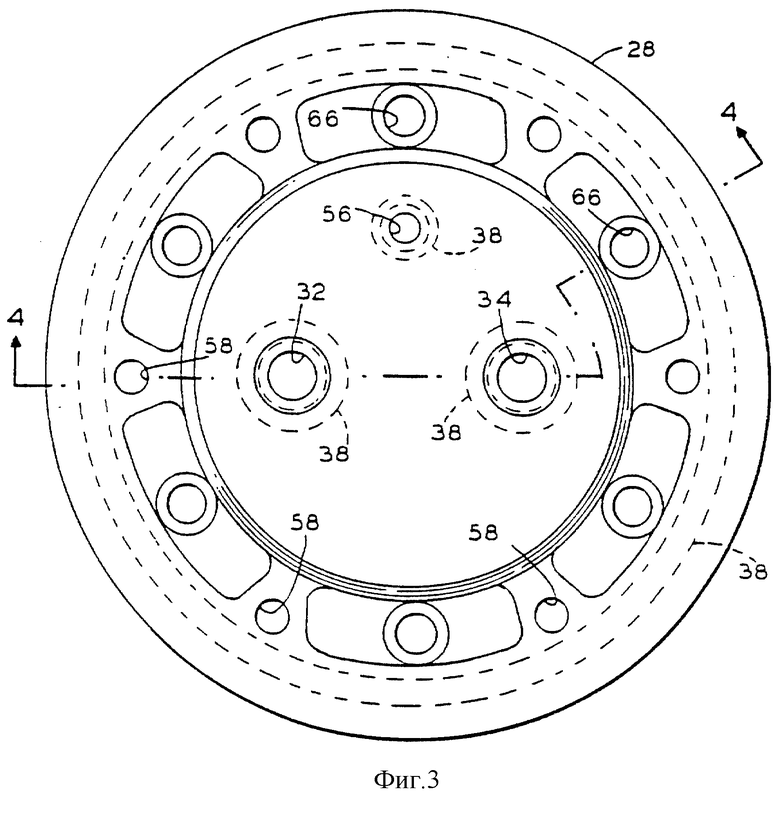
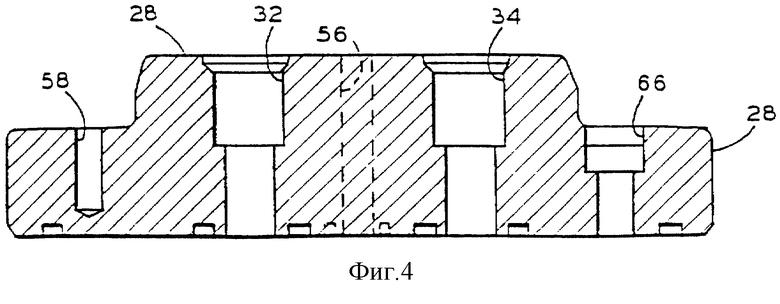
На фиг.3 и 4 показано кольцо 28 оправки в видах сверху и поперечном сечении, соответственно. Впускной и выпускной каналы 32 и 34 проходят через кольцо 28. В ряде канавок размещены О-образные кольца 38. Муфты 40 (не показаны на фиг.3 и 4) присоединены к каналам 32 и 34. Паз 56 пересекает кольцо 28 для размещения температурного датчика.
Множество слепых и имеющих внутреннюю резьбу отверстий 58 для болтов включают болты 76, которые проходят через соответствующие отверстия 64 в кольце 26 опорной плиты (см.фиг.5).
Ряд проходов 66 включают крепежные анкерные болты 68, которые соединяют оправку 36 с кольцом 28 оправки. Эти крепежные болты 68 действуют как поршни для отталкивания металлизированной оправки от кольца 26, когда реакция завершена.
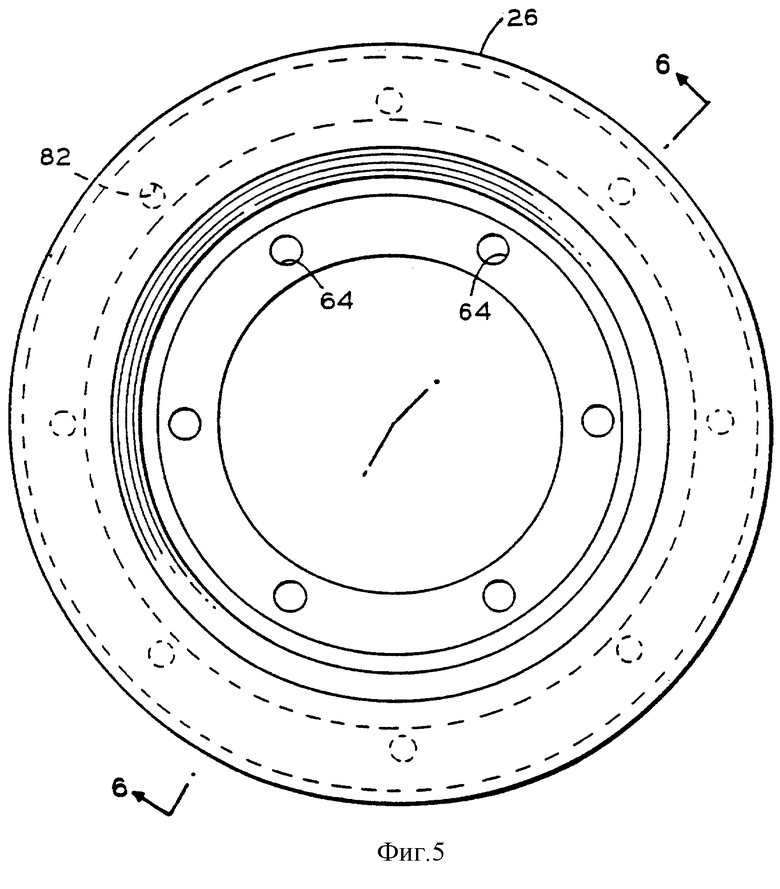
На фиг.5 показано кольцо 26 опорной плиты Z-образной формы в плане. Отверстия 64 совпадают с пазами для болтов 58 для размещения болтов 76. Слепые и имеющие внутреннюю резьбу отверстия 82 для болтов соответствуют отверстиям 60 в опорной плите 12 для размещения болтов 62.
Болты 62 и 76 скрепляют опорную плиту 12, кольцо 26 опорной плиты, кольцо 28 оправки и О-образные кольцевые прокладки 30 вместе таким образом, что исключается утечка.
Чтобы собрать устройство 10, оправка 36 и кольцо 28 оправки опускаются в положение на опорной плите 12 и закрепляются болтами 76 через отверстия для болтов 64 в кольце опорной плиты 28 и слепые имеющие внутреннюю резьбу отверстия 58 для болтов в кольце 28 оправки. Болты 68 в оправке 36 закрыты кольцом 26 опорной плиты, когда оправка 36 и кольцо 28 оправки присоединены болтами к кольцу 26 опорной плиты. Болты 62 завершают сборку.
Возвращаясь к фиг.1, можно видеть, что не вращающаяся оправка 36 может быть любой формы. Примеры включают в себя формы кухонной раковины и формы ванны ванной комнаты. Для облегчения правильной транспортировки, было определено, что оправки 36 из алюминия или композиционных материалов являются наиболее предпочтительными.
Было доказано, что предпочтительно выполнять изолирующий промежуток 70 между оправкой 36 и опорной плитой 12 для уменьшения переноса тепла к опорной плите 12. Предпочтительно, чтобы жидкий теплоноситель непосредственно проходил только через кольцо 28 оправки и оправку 36. Посредством уменьшения проходящего тепла, меньше металла будет стремиться осаждаться на элементах устройства 10.
По сравнению с существующей системой, применяющей большую силиконовую прокладку, могут быть реализованы следующие преимущества:
A) Устраняет загрязнение с силиконовых прокладок большой поверхностной площади.
B) Минимизирует использование (и стоимость) силиконовых прокладок.
C) Устраняет уплотнение прокладка/оправка.
D) Устраняет утечку жидкого теплоносителя в верхнюю камеру.
Е) Устраняет утечку карбонила никеля в нижнюю камеру.
F) Устраняет нижнюю камеру и связанные с ней рабочие "проблемы", т.е. контроль за перепадом давлений верхней и нижней камер, продувку нижней камеры, очистку нижней камеры, изоляцию/деизоляцию нижней камеры. Более быстрая установка и разборка оборудования.
Хотя в соответствии с условиями закона, здесь показаны и описаны предпочтительные варианты изобретения, специалистам будет понятно, что изменения могут быть сделаны в пределах объема изобретения, защищенного формулой изобретения, и что некоторые отличительные признаки изобретения иногда могут быть преимущественно использованы без соответствующего использования других признаков.
Варианты изобретения, в которых заявлена исключительная собственность или привилегия, определяются формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РАЗЛОЖЕНИЯ ДЛЯ ПОЛУЧЕНИЯ СУБМИКРОННЫХ ЧАСТИЦ В ВАННЕ С ЖИДКОСТЬЮ | 2003 |
|
RU2247006C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЖИДКОЙ ДИСПЕРСИИ, СОДЕРЖАЩЕЙ МЕТАЛЛИЧЕСКИЕ ЧАСТИЦЫ СУБМИКРОННОГО РАЗМЕРА | 2001 |
|
RU2237547C2 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛИЧЕСКИХ НАНОПОРОШКОВ РАЗЛОЖЕНИЕМ КАРБОНИЛА МЕТАЛЛА ПРИ ИСПОЛЬЗОВАНИИ ИНДУКЦИОННОЙ ПЛАЗМЕННОЙ ГОРЕЛКИ | 2007 |
|
RU2457925C2 |
| СПОСОБ ЭЛЕКТРООСАЖДЕНИЯ ДЛЯ ПОКРЫТИЯ ПЕНОМАТЕРИАЛА | 2006 |
|
RU2400572C2 |
| Устройство для продувки расплава металла газом через стенку металлургической емкости с расплавом | 1988 |
|
SU1838430A3 |
| СПОСОБ ПРОИЗВОДСТВА МЕТАЛЛИЧЕСКИХ ПОРОШКОВ | 2005 |
|
RU2356698C2 |
| УСТРОЙСТВО НЕПРЕРЫВНОЙ ЭКСТРУЗИИ | 1996 |
|
RU2164832C2 |
| ИСПОЛНИТЕЛЬНЫЙ МЕХАНИЗМ ДЛЯ УПРАВЛЕНИЯ МНОЖЕСТВОМ КЛАПАННЫХ ШТИФТОВ ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 2020 |
|
RU2791917C1 |
| СПОСОБ ПОЛУЧЕНИЯ РАДИОНУКЛИДА Pb-212 И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2022 |
|
RU2784484C1 |
| Способ получения водорода из углеводородного сырья и реактор для его осуществления | 2023 |
|
RU2799191C1 |
Изобретение относится к химическому паровому осаждению, в частности к устройству для осаждения газообразных карбонилов металлов на подложку, и может найти применение в различных отраслях машиностроения и металлургии. Опорная плита (12) и крышка (14) устройства (10) образуют реакционную камеру (20). Кольцо (28) оправки (36) размещено в опорной плите (12), изолировано от нее и поддерживает оправку (36). Кольцо (28) имеет, по меньшей мере, один канал (32) для жидкости. Кольцо (28) приспособлено для размещения матрицы. Устройство (10) имеет средства (22) для введения газообразного карбонила металла в камеру. Жидкий теплоноситель проходит через кольцо (28) в оправку (36), что позволяет поддерживать оправку (36) при заданной температуре для обеспечения термического разложения. Устройство имеет такие преимущества: устранены загрязнение силиконовых прокладок большой площади поверхности, утечка жидкого теплоносителя и утечка карбонила металла в нижнюю камеру. 9 з.п. ф-лы, 6 ил.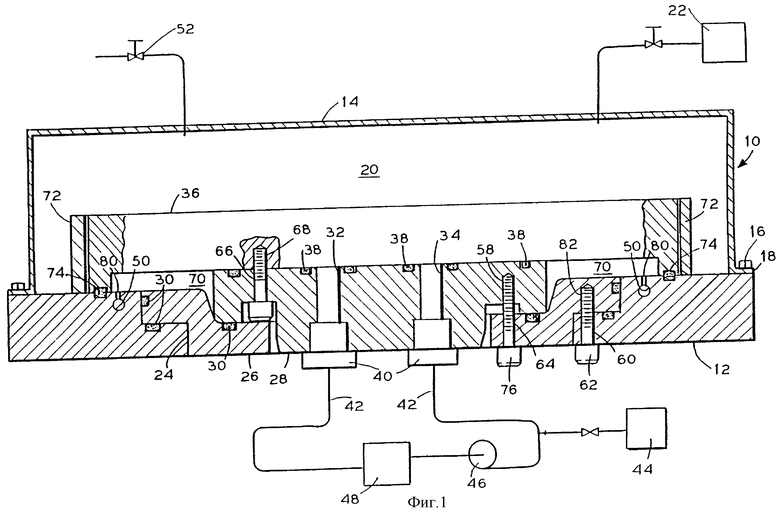
| WO 9425638 А, 10.11.1994 | |||
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ЗАЩИТНЫХ ПОКРЫТИЙ НА МАЛОГАБАРИТНЫЕ ИЗДЕЛИЯ | 1994 |
|
RU2072180C1 |
| УСТРОЙСТВО ДЛЯ ХИМИЧЕСКОГО ОСАЖДЕНИЯ ПОКРЫТИЙ ИЗ ПАРОВОЙ ФАЗЫ | 1988 |
|
SU1513949A1 |
| RU 1811217 А, 20.08.1996. | |||

