Настоящее изобретение относится к устройству обработки металлов методом непрерывной экструзии, при котором подаваемый материал вводится в кольцевую канавку во вращающемся колесе, чтобы затем попасть в канал, образуемый канавкой и дугообразным приспособлением, выступающим в канавку.
Заявка на Европатент EP-A-071490 раскрывает устройство непрерывной экструзии, состоящее из вращающегося колеса, выполненного с кольцевой канавкой, дугообразного приспособления, ограничивающего внешнюю в радиальном направлении часть канавки, снабженного выходным отверстием в насадке матрицы и упором, смещенным от выходного отверстия в направлении вращения.
Наиболее близким техническим решением по совокупности существенных признаков и достигаемому результату является устройство для непрерывной экструзии, известное из Европейского патента EP 0398747 A1 (B 21 C 23/00; B 21 C 25/00, 22.11.00).
Известное устройство для непрерывной экструзии содержит выполненное с возможностью вращения колесо с, по меньшей мере, одной канавкой, дугообразный инструмент, ограничивающий наружную в радиальном направлении часть канавок, имеющий выходное отверстие в насадке матрицы и упор, смещенный в направлении вращения от выходного отверстия. Однако в вышеописанном устройстве наблюдается повышенные потери на трение, которое испытывает подаваемый материал, экструдируемый через отверстия каналов, что особенно важно при экструзии меди.
Далее, ближайшим аналогом по технической сущности и наибольшему количеству существенных признаков, сходных с заявленным вторым объектом, является тонкостенная медная трубка, известная из Европейского патента EP 0071490 A1 (B 21 C 23/00; B 21 C 23/21, 09.02.83).
Известная медная тонкостенная трубка изготовлена посредством устройства непрерывного прессования путем выдавливания через кольцевой экструзионный канал.
В основу изобретения положена задача создания устройства для непрерывной экструзии, в котором за счет снижения осевой протяженности выходных каналов в насадке матрицы сведены к минимуму потери на трение, который испытывает экструдируемый материал, а также получение медной тонкостенной трубки с пониженной себестоимостью за счет исключения необходимости замены насадки матрицы.
Поставленная задача решается тем, что в устройстве для непрерывной экструзии, содержащем выполненное с возможностью вращения колесо с, по меньшей мере, одной канавкой, дугообразный инструмент, ограничивающий наружную в радиальном направлении часть канавок, имеющий выходное отверстие в насадке матрицы и упор, смещенный в направлении вращения от выходного отверстия, согласно изобретению насадка матрицы представляет собой тело, ограниченное частью цилиндрической поверхности, ответной участку цилиндрической поверхности колеса, и поверхностью, отстоящей от части цилиндрической поверхности, с углублением по центру, в котором расположена экструзионная оправка матрицы, сообщенная с камерой подачи экструдата, с каналами, соединяющими камеру подачи экструдата с кольцевыми канавками в колесе, и экструзионная оправка, расположенная по центру углубления и закрепленная болтом, ввинченным в насадку матрицы со стороны углубления.
Предпочтительно, чтобы выступ был расположен по центру углубления для приема болта и был выполнен в виде опоры в форме усеченного конуса, взаимодействующего с соответствующей поверхностью оправки матрицы, для установки и центровки оправки матрицы на выступе.
Желательно, чтобы опорное кольцо матрицы, несущее цилиндрическую матрицу, было расположено в углублении соосно с оправкой матрицы с образованием экструзионного канала между цилиндрической матрицей и оправкой матрицы.
Требуется, чтобы далее по направлению продвижения подаваемого материала от части поверхности, образующей экструзионный канал, цилиндрическая матрица и опорное кольцо матрицы были выполнены с расходящимися наружу частями поверхности.
Лучше, чтобы во вращающемся колесе было выполнено четное число кольцевых канавок и углубление было расположено по центральной оси между кольцевыми канавками.
Поставленная задача решается также тем, что тонкостенная медная трубка, изготовленная с помощью устройства непрерывного прессования выдавливанием через кольцевой экструзионный канал, согласно изобретению изготовлена на устройстве непрерывного прессования, которое представляет собой устройство непрерывной экструзии согласно изобретению.
Такое вышеописанное конструктивное выполнение устройства непрерывной экструзии согласно изобретению приводит к уменьшению осевой протяженности выходных каналов, сокращая, таким образом, до минимума потери на трение, которому подвергается подаваемый материал, экструдируемый через каналы. Кроме того, предложенное устройство допускает применение различных цилиндрических матриц и центральных оправок матриц без замены насадки матрицы, что способствует расширению возможностей применения устройства без дополнительных крупных расходов на комплект инструментальной оснастки.
Ниже следует описание изобретения на примерах со ссылкой на прилагаемые частично схематические чертежи, на которых:
на фиг. 1 показано изображение в разрезе в вертикальной проекции устройства непрерывной экструзии, частично сдвинутого от плоскости, проходящей через одну из пары канавок в колесе, к плоскости, проходящей посередине между парой канавок и через экструзионную матрицу, причем сдвинутая секущая плоскость проходит через ось выходного отверстия, соединяющего соответствующую канавку с экструзионной матрицей;
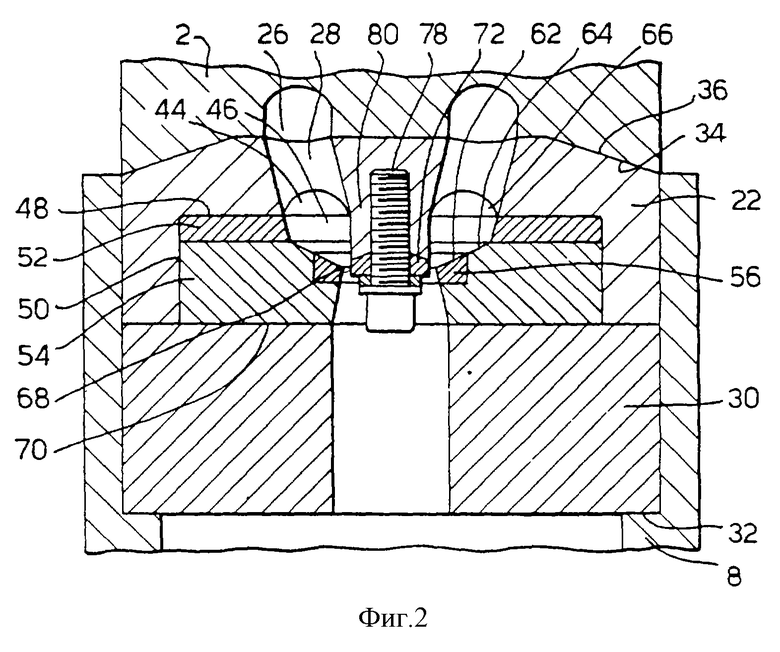
на фиг. 2 показано изображение в разрезе в плане части колеса и связанных с ним деталей, выполненное в плоскости II-II на фиг. 1 и фиг. 3;
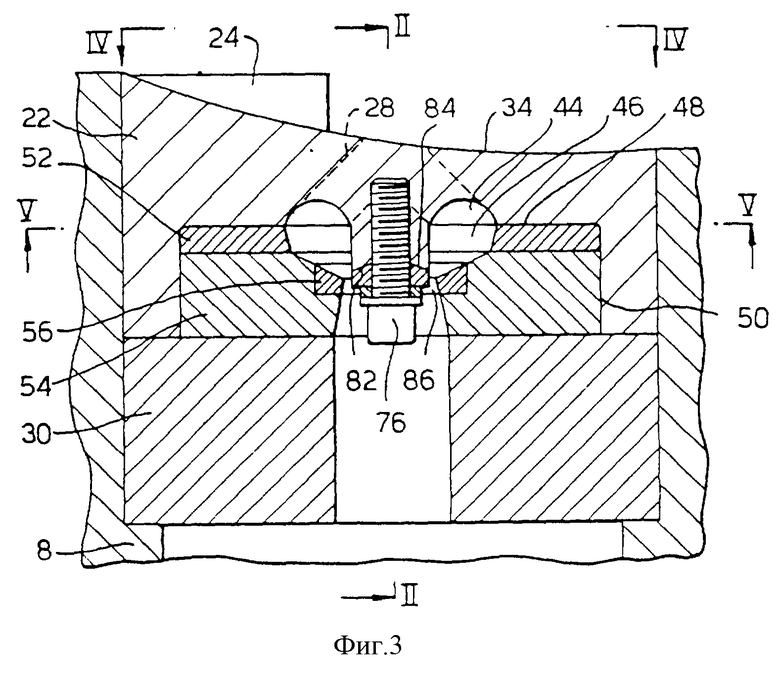
на фиг. 3 показано изображение в разрезе сбоку частей, связанных с экструзионной матрицей;
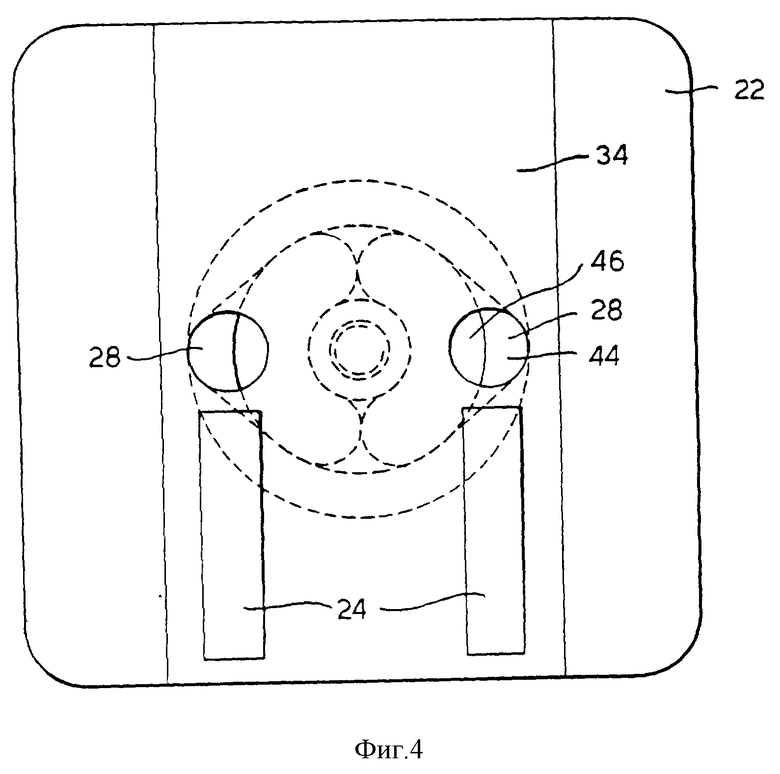
на фиг. 4 показано изображение насадки матрицы сверху; и
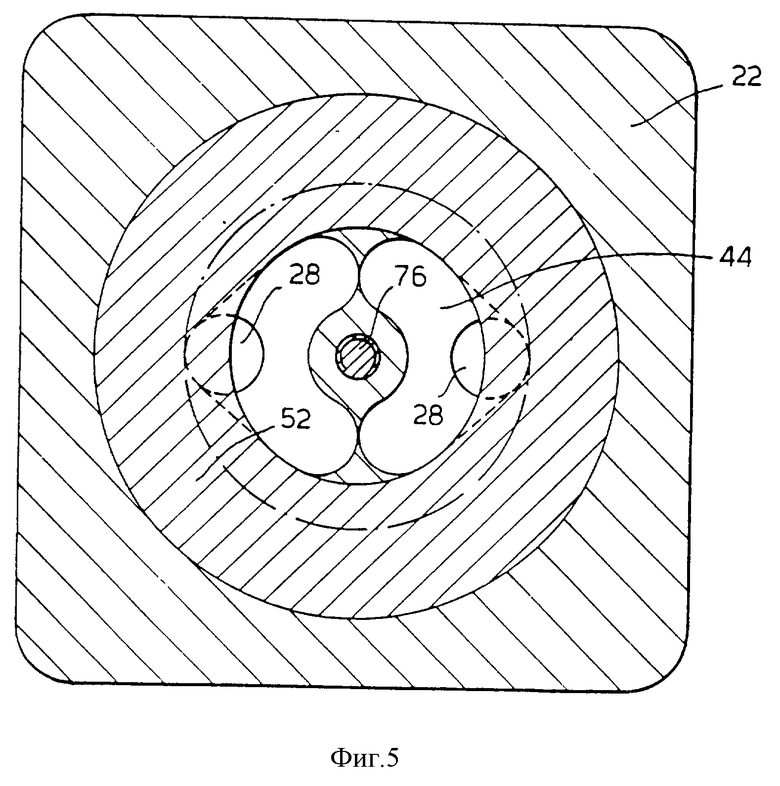
на фиг. 5 показано изображение насадки матрицы снизу.
Как показано на фиг.1, устройство непрерывной экструзии содержит: колесо 2 с кольцевой канавкой, насаженное на горизонтальный приводной вал 4, установленный на подшипниках (не показаны), находящихся в постели вкладыша (не указано). Дугообразное приспособление 6 расположено в колодке 8, установленной на оси 10, параллельной горизонтальному приводному валу 4, и упирается в упор 12, установленной рядом с колесом 2 и над приводным валом 4 посредством главного гидроцилиндра 14, упирающегося в уступ 16, выполненный на колодке. Опорный шток 18 обеспечивает поворот колодки 8 с целью совмещения с колесом 2 или отделения от него. Приспособление 6 содержит вкладыш колодки 20, насадку матрицы 22 и упоры 24, находящиеся в колодке 8 для совмещения с колесом. Колесо 2 выполнено с кольцевыми сдвоенными канавками 26, и вкладыш 20 необходим при примыкании к упору 12 для того, чтобы закрывать примыкающую зону кольцевых канавок 26 в колесе по мере поворота колеса относительно вкладыша колодки. Насадка матрицы 22 образует продолжение вкладыша колодки, а также закрывает примыкающую вращающуюся зону колеса. Упоры 24 выступают в соответствующие кольцевые канавки 26, перекрывая канавки и вызывая выдавливание подаваемого материала через соответствующие выходные отверстия или каналы 28 для подачи в матрицу, приспособленную для изготовления требующейся трубчатой экструзионной продукции.
Как показано в увеличенном масштабе на фиг. 2, 3, 4 и 5, насадка матрицы соединена с опорным блоком 30 болтами (не показаны) и помещена в ступенчатом гнезде 32 в колодке 8. Поверхность 34 насадки матрицы 22, отдаленная от опорного блока 30, согласуется с поверхностью колеса 2 со сдвоенными канавками и в целом имеет прямоугольное сечение. Каналы 28 простираются от поверхности 34, соприкасающейся со сдвоенными канавками 26 в колесе 2, к полутороидальному каналу 44 на торцевой поверхности 48 центрального цилиндрического углубления 50, выполненного в насадке матрицы 22, прилегающей к опорному блоку 30. Поперечное сечение каналов 28 возрастает в направлении канала 44. Дополнительная камера подачи экструдата 46 образована в прокладке 52 и в опорном кольце матрицы 54, поддерживающем цилиндрическую матрицу 56, помещенную в углублении 50 соосно с центральной оправкой матрицы 72. Опорное кольцо матрицы 54 и цилиндрическая оправка 56 совместно образуют кольцевой экструзионный канал 86, обладая смежными поверхностями 62, 64 в форме усеченного конуса, плавно сходящимися от наружной периферии 66 полутороидального канала в направлении кольцевой кромки 68 цилиндрической матрицы. Цилиндрическая матрица 56 и опорное кольцо матрицы 54 расширяются наружу от кольцевой кромки 68 по направлению к торцу 70 опорного кольца матрицы, находящемуся на опорном блоке 30.
Центральная оправка матрицы 72 и прокладка 74 крепятся к насадке матрицы 22 болтом 76, ввинченным в глухое расточное отверстие 78 в выступе 80, соосном с полутороидальным каналом 44 и являющемся продолжением по касательной, внутренней в радиальном направлении части канала. Оправка 72 матрицы выполнена с торцевой поверхностью 82 в форме усеченного конуса (фиг. 3) и жестко сопряжена с соответствующим гнездом 84 на выступе 80. Поскольку оправка матрицы 72 закреплена болтом 76, ввинченным в глухое отверстие 78 со стороны поверхности насадки матрицы, отдаленной от поверхности 34, сопряженной с колесом 2, размеры насадки матрицы 22 в радиальном направлении от колеса можно уменьшить до минимума за счет исключения иных, чем каналы 28, пустот, способствующих ослаблению конструкции. В результате осевая протяженность каналов 28 уменьшается до минимума, сокращая, таким образом, до минимума потери на трение, которым подвергается подаваемый материал, экструдируемый через каналы. Оси каналов размещены таким образом, чтобы максимально уменьшить расстояние между канавками 26 и экструзионным каналом 86. Так, в других вариантах реализации оси каналов могут отклоняться от центральной плоскости колеса 2.
В рамках ограничений, которые накладывает на размеры конструкции наружный диаметр полутороидального канала 44, допускается применение различных цилиндрических матриц 56 и центральных оправок матрицы 72 без замены насадки матрицы 22, что способствует расширению возможностей применения устройства без дополнительных крупных расходов на комплект инструментальной оснастки.
Хотя вышеописанное устройство непрерывной экструзии специально предназначено для производства тонкостенных медных трубок, можно предполагать, что с таким же успехом возможно экструдирование и других материалов или изделий иного поперечного сечения.
В том случае, когда колесо 2 имеет одну кольцевую канавку или нечетное число кольцевых канавок, канал 28, идущий от единственной канавки или центральной канавки, может быть раздвоен с тем, чтобы пройти около отверстия 78 для болта 76.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО НЕПРЕРЫВНОЙ ЭКСТРУЗИИ | 1996 |
|
RU2164831C2 |
| УСТРОЙСТВО НЕПРЕРЫВНОЙ ЭКСТРУЗИИ | 2008 |
|
RU2437734C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ ЭКСТРУЗИИ | 1995 |
|
RU2209126C2 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ ЭКСТРУЗИИ | 2000 |
|
RU2247618C2 |
| АППАРАТ НЕПРЕРЫВНОЙ ЭКСТРУЗИИ | 2005 |
|
RU2384378C2 |
| Устройство для непрерывного выдавливания | 1991 |
|
SU1839645A3 |
| УСТАНОВКА И СПОСОБ ИЗГОТОВЛЕНИЯ КАБЕЛЯ С СЕРДЕЧНИКОМ, ЗАЩИЩЕННЫМ ПОКРЫТИЕМ НА АЛЮМИНИЕВОЙ ОСНОВЕ | 2008 |
|
RU2448793C2 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ПРЕССОВАНИЯ | 2004 |
|
RU2333060C2 |
| СПОСОБ ХОЛОДНОЙ СВАРКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2036062C1 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА И УСТРОЙСТВО ДЛЯ СМЕЩЕНИЯ И ФИКСАЦИИ ДОРНА | 2000 |
|
RU2197383C2 |
Изобретение относится к обработке металлов давлением. Устройство для непрерывной экструзии содержит колесо с одной, по меньшей мере, канавкой. Колесо выполнено с возможностью вращения. Наружную в радиальном направлении часть канавок ограничивает дугообразный инструмент, имеющий выходное отверстие в насадке матрицы и упор, смещенный в направлении вращения от выходного отверстия. Насадка матрицы представляет собой тело, ограниченное частью цилиндрической поверхности, ответной участку цилиндрической поверхности колеса, и поверхностью, отстоящей от части цилиндрической поверхности, с углублением по центру. В отверстии расположены экструзионная оправка матрицы, сообщающаяся с камерой подачи экструданта с каналами, соединяющими камеру подачи экструданта с кольцевыми канавками в колесе, и экструзионная оправка, расположенная по центру углубления и закрепленная болтом, ввинченным в насадку матрицы со стороны углубления. Тонкостенная медная трубка изготавливается с помощью вышеописанного устройства. Техническим результатом изобретения является улучшение характеристик устройства непрерывной экструзии. 2 с. и 4 з.п.ф-лы, 5 ил.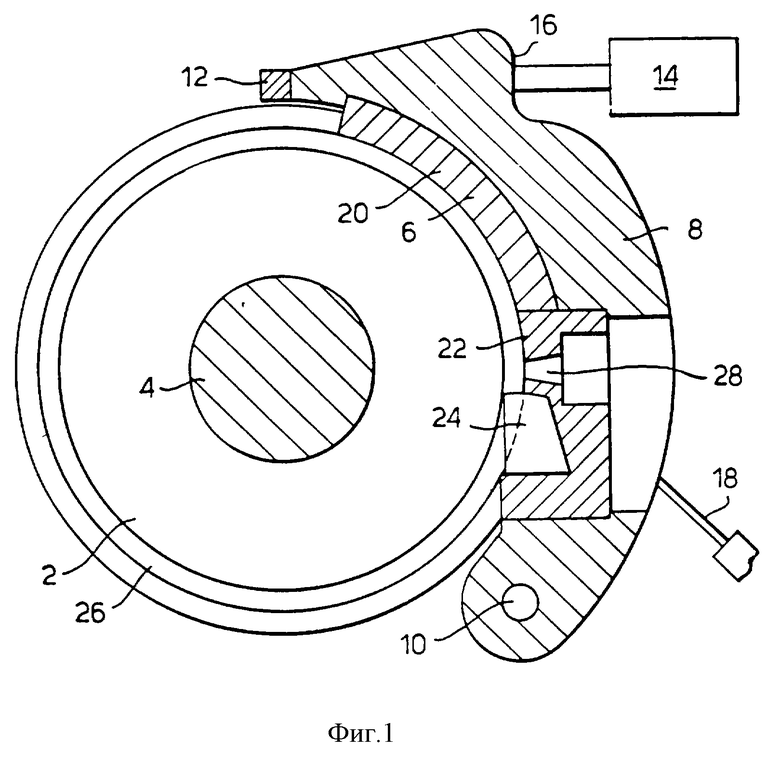
| СПОСОБ РАЗРАБОТКИ ПОЛЕЗНОГО ИСКОПАЕМОГО | 0 |
|
SU398747A1 |
| Сокол для штукатурных работ | 1947 |
|
SU71490A1 |
| СИСТЕМА ЗАПУСКА ДИЗЕЛЯ ТЕПЛОВОЗА | 2010 |
|
RU2446308C2 |
| Индукционно-потенциометрическая следящая система | 1959 |
|
SU127924A1 |
| Камерная матрица для экструдирования полых профилей | 1976 |
|
SU617098A1 |
| JP 05245532 A, 24.09.1993. | |||

