Устройство относится к области автоматизации процессов нанесения расплавляемых материалов на плоские изделия, в частности к дозаторам расплавляемых материалов, например клеев.
Аналогами к предлагаемому устройству можно считать устройства, позволяющие реализовать изобретение "Декоративный слоистый материал (варианты), декоративный облицовочный лист для изготовления слоистого материала (варианты) и способы изготовления декоративного листа" патент РФ 2106974, on. 20.03.98 г. по МКИ В 32 В 27/08, включающий пневмогидросистему, транспортер и дозирующее устройство и "Способ нанесения декоративного покрытия на твердую подложку и установка для выполнения способа" патент РФ 2136395, on. 10.09.99 г. по МКИ В 05 D 1/28, включающий пневмогидросистему, транспортер и дозирующее устройство.
Недостатками аналогов являются недостаточная точность дозирования, высокая трудоемкость нанесения на изделия расплавляемых материалов, недостаточная унификация линии под различные толщины нанесения расплавляемых материалов.
Наиболее близким но технической сущности, прототипом к предлагаемому устройству является полуавтоматическая линия нанесения расплавляемых материалов Clark T.M., Bucksot R.D. Hot melt., equipment-selection and trends "Mod. Packag", 1978, 51, 12, 201-202 (реферат). "Способ нанесения декоративного покрытия на твердую подложку и установка для выполнения способа" патент РФ 2136395, оп. 10.09.99 г. по МКИ В 05 D 1/28, включающая гидросистему с плавильной электропечью, насосом и гидромагистралью, транспортер и дозирующее устройство с дозирующей головкой.
Недостатками прототипа являются:
- недостаточная точность дозирования;
- высокая трудоемкость нанесения на изделия расплавляемых материалов;
- недостаточная унификация линии под различные толщины нанесения расплавляемых материалов.
Задачей изобретения является создание полуавтоматической линии нанесения расплавляемых материалов, обеспечивающей повышение точности дозирования, унификацию полуавтоматической линии под различные толщины нанесения расплавляемых материалов, снижение трудоемкости нанесения на изделия расплавляемых материалов.
Техническими результатами изобретения являются:
1) повышение точности дозирования;
2) снижение трудоемкости нанесения на изделия расплавляемых материалов;
3) унификация полуавтоматической линии под различные толщины нанесения расплавляемых материалов.
Технический результат 1 достигается тем, что полуавтоматическая линия нанесения расплавляемых материалов содержит гидросистему с плавильной электропечью, насосом и гидромагистралью, транспортер и дозирующее устройство с дозирующей головкой, дозирующее устройство включает электроклапан и оптическую систему, состоящую из, по крайней мере, одного источника света и, по крайней мере, одного фотоэлемента, транспортер выполнен с возможностью регулирования скорости движения его ленты и содержит направляющие и, по крайней мере, пару прижимных роликов, дозирующая головка снабжена пластиной для регулирования толщины наносимого слоя материала, а гидромагистраль выполнена обогреваемой. Такое выполнение обеспечивает повышение точности дозирования за счет строго определенного расстояния между изделием и дозирующей головкой, а также за счет точного срабатывания электроклапана, управляемого оптической системой.
Технический результат 2 достигается тем, что транспортер содержит направляющие и, но крайней мере, пару прижимных роликов. Такое исполнение позволяет снизить трудоемкость нанесения на изделия расплавляемых материалов за счет удобства и точности подачи на транспортер изделий.
Технический результат 3 достигается тем, что дозирующая головка снабжена пластиной, регулирующей толщину наносимого слоя материала. Такое исполнение позволяет унифицировать полуавтоматическую линию под различные дозы наносимых материалов.
Полуавтоматическая линия нанесения расплавляемых материалов может иметь фотоэлемент, выполненный с возможностью настройки на интенсивность отраженного сигнала от ленты и изделия, находящегося на ленте. Такое исполнение позволяет повысить точность дозирования.
Полуавтоматическая линия нанесения расплавляемых материалов может иметь наклон направляющей относительно ленты транспортера от 15 до 45o. Такое исполнение позволяет повысить удобство и точность подачи на транспортер изделий.
Полуавтоматическая линия нанесения расплавляемых материалов может иметь рабочую поверхность пластины, выполненной в виде фрагмента или комбинации фрагментов части цепной линии, или в форме эллипса, или параболы, или гиперболы. Такое исполнение позволяет повысить точность дозирования.
Полуавтоматическая линия нанесения расплавляемых материалов может иметь ролики, разнесенные друг относительно друга на расстояние, не превышающее геометрических размеров изделия. Такое исполнение позволяет повысить точность дозирования.
Полуавтоматическая линия нанесения расплавляемых материалов может иметь участки ленты с различным коэффициентом трения. Такое исполнение позволяет снизить трудоемкость нанесения расплавляемых материалов на изделие.
Полуавтоматическая линия нанесения расплавляемых материалов может иметь участки ленты с нанесенным веществом, снижающим коэффициент трения. Такое исполнение позволяет снизить трудоемкость нанесения расплавляемых материалов на изделие.
Полуавтоматическая линия нанесения расплавляемых материалов может иметь участки ленты с нанесенным машинным маслом. Такое исполнение позволяет снизить трудоемкость нанесения расплавляемых материалов на изделие.
Полуавтоматическая линия нанесения расплавляемых материалов может иметь участки ленты с нанесенной консистентной смазкой. Такое исполнение позволяет снизить трудоемкость нанесения расплавляемых материалов на изделие.
Полуавтоматическая линия нанесения расплавляемых материалов может иметь толщину наносимого слоя вещества, лежащую в диапазоне от 0,001 мкм до 999 мкм. Такое исполнение позволяет снизить трудоемкость нанесения расплавляемых материалов на изделие.
Полуавтоматическая линия нанесения расплавляемых материалов может иметь толщину пластины, лежащей в диапазоне от 0,01 мм до 5 мм. Такое исполнение позволяет повысить точность дозирования.
Полуавтоматическая линия нанесения расплавляемых материалов может иметь сменные пластины. Такое исполнение позволяет повысить точность дозирования.
Полуавтоматическая линия нанесения расплавляемых материалов может иметь пластину, содержащую отверстия для крепления в дозирующей головке. Такое исполнение позволяет повысить точность дозирования.
Полуавтоматическая линия нанесения расплавляемых материалов может иметь пластину, содержащую удлиненные отверстия для крепления в дозирующей головке. Такое исполнение позволяет повысить точность дозирования.
Сущность изобретения и возможность его практической реализации поясняется чертежом, где изображена схема полуавтоматической линии нанесения расплавляемых материалов.
Полуавтоматическая линия нанесения расплавляемых материалов содержит гидросистему 1, транспортер 2 и дозирующее устройство 3, гидросистема 1 включает плавильную электропечь 4, насос 5, обогреваемую гидромагистраль 6, дозирующее устройство 3 включает дозирующую головку 1, которая снабжена пластиной 8, регулирующей толщину наносимого слоя материала, электроклапан 9 и оптическую систему 10, состоящую из, по крайней мере, одного источника света 11 и, по крайней мере, одного фотоэлемента 12, транспортер 2 содержит направляющие 13 и, по крайней мере, пару прижимных роликов 14 и регулируется по скорости движения ленты 15, на которой располагается изделие 16.
Полуавтоматическая линия нанесения расплавляемых материалов работает следующим образом.
В плавильной электропечи 4 материал расплавляется для снижения его вязкости. Затем насос 5 под давлением подает расплавляемый материал в обогреваемую гидромагистраль 6. Изделие 16 подается на направляющие 13 транспортера 2 и движется по ленте 15. Источник света 11 воздействует на изделие 16 либо ленту 15 транспортера 2, а отраженный свет принимается фотоэлементом 12, который при определенной интенсивности замыкает цепь электроклапана 9. В дозирующую головку 7 подается расплавляемый материал и наносится на изделие 16. Затем изделие 16 по ленте 15 транспортера 2 удаляется из-под дозирующего устройства 3.
Таким образом, применение данной полуавтоматической линии нанесения расплавляемых материалов позволит достичь задачи изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ДОЗИРУЮЩАЯ ЛИНИЯ ПО ПРОПИТКЕ И УПАКОВКЕ АНТИМОСКИТНЫХ МАТОВ | 2000 |
|
RU2189626C2 |
| ДОЗИРУЮЩИЙ ПОЛУАВТОМАТ ГЕЛЕОБРАЗНЫХ МАТЕРИАЛОВ | 2000 |
|
RU2183315C1 |
| ГИДРОСТАТИЧЕСКО-ХРОНОМЕТРИЧЕСКИЙ ДОЗАТОР ЖИДКОСТЕЙ | 2002 |
|
RU2216761C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ВЕРТИКАЛЬНО-СЛОИСТОЙ СТРУКТУРЫ НЕПОСРЕДСТВЕННО ИЗ КОВРА ГОРИЗОНТАЛЬНО-СЛОИСТОЙ СТРУКТУРЫ И СПОСОБ ЕЕ ФУНКЦИОНИРОВАНИЯ | 2008 |
|
RU2389603C2 |
| ДОЗАТОР ТЕСТА (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КОНДИТЕРСКИХ ИЗДЕЛИЙ (ВАРИАНТЫ) | 2014 |
|
RU2565269C2 |
| ОГРАЖДЕНИЕ ПАССАЖИРСКОЙ ПЛАТФОРМЫ | 1989 |
|
RU2009059C1 |
| Безопасное производство электрических средств инициирования | 2019 |
|
RU2706037C1 |
| РУДНО - ТЕРМИЧЕСКАЯ ЭЛЕКТРОПЕЧЬ С ГОРЯЧЕЙ ПОДИНОЙ И СИЛЬНОТОЧНЫМ ТОКОПОДВОДОМ | 2013 |
|
RU2550983C1 |
| Способ установки на поверхность обогреваемого изделия нагревательного элемента | 2018 |
|
RU2709478C1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ШНУРА-НАПОЛНИТЕЛЯ НА БОРТОВОЕ КОЛЬЦО ШИНЫ И СПОСОБ НАНЕСЕНИЯ ШНУРА-НАПОЛНИТЕЛЯ | 1997 |
|
RU2177879C2 |
Изобретение относится к дозаторам, в частности к дозаторам расплавляемых материалов, например клеев. Полуавтоматическая линия нанесения расплавляемых материалов содержит гидросистему с плавильной электропечью, насосом и гидромагистралью, транспортер и дозирующее устройство с дозирующей головкой, дозирующее устройство включает электроклапан и оптическую систему, состоящую из, по крайней мере, одного источника света и, по крайней мере, одного фотоэлемента, транспортер выполнен с возможностью регулирования скорости движения его ленты и содержит направляющие и, по крайней мере, пару прижимных роликов, дозирующая головка снабжена пластиной для регулирования толщины наносимого слоя материала, а гидромагистраль выполнена обогреваемой. Техническим результатом изобретения является повышение точности дозирования, снижение трудоемкости нанесения на изделия расплавляемых материалов, унификация полуавтоматической линии под различные толщины нанесения расплавляемых материалов. 13 з.п.ф-лы, 1 ил.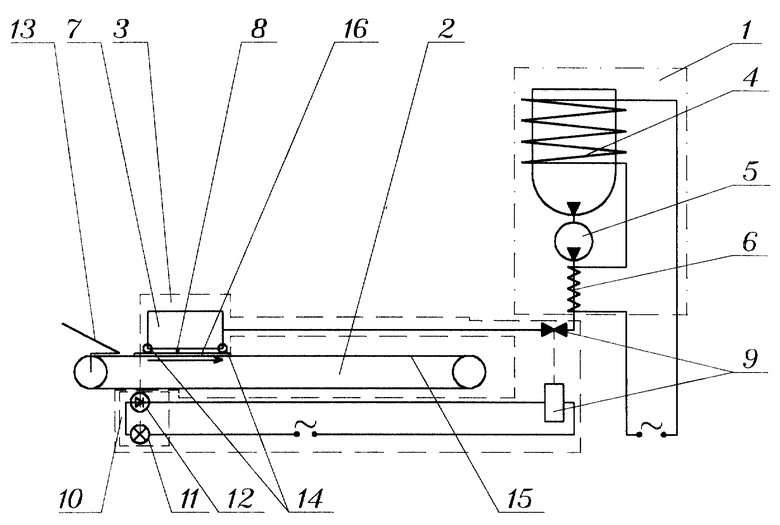
| CLARK T.M., BUCKSOT R.D | |||
| Hot melt equipment-selection and trends | |||
| "Mod | |||
| Packag", 1978, 51, № 12, 201-202 | |||
| Устройство для нанесения лаковых покрытий | 1989 |
|
SU1717259A1 |
| СПОСОБ НАНЕСЕНИЯ ДЕКОРАТИВНОГО ПОКРЫТИЯ НА ТВЕРДУЮ ПОДЛОЖКУ И УСТАНОВКА ДЛЯ ВЫПОЛНЕНИЯ СПОСОБА | 1997 |
|
RU2136395C1 |
| US 3877975 A, 15.04.1975 | |||
| US 4381726 A, 03.05.1983 | |||
| US 4031854 A, 21.06.1977. | |||

