Изобретение относится к области резистивного нагрева и может быть использовано при создании тепло-излучающего покрытия непосредственно на поверхности технических устройств со сложной формой поверхности и может найти применение в различных областях техники.
Известно техническое решение «Листовой нагревательный элемент и сиденье, в котором он используется», патент РФ №2378804, МПК H05B 3/34 , опубл.10.01.2010, в котором для обогрева сиденья со спинкой, на их поверхности закрепляются предварительно изготовленные гибкие листовые нагревательные элементы, содержащие электроизолирующую основу, парные электроды и полимерные резисторы, электрически соединенные с электродами.
В качестве нагревательной части в листовом нагревательном элементе такого типа используется резистор, выполненный последовательным нанесением и формированием на основе резистивных и проводящих слоев с заданными конфигурациями. Нагрев резистора происходит при подаче питания.
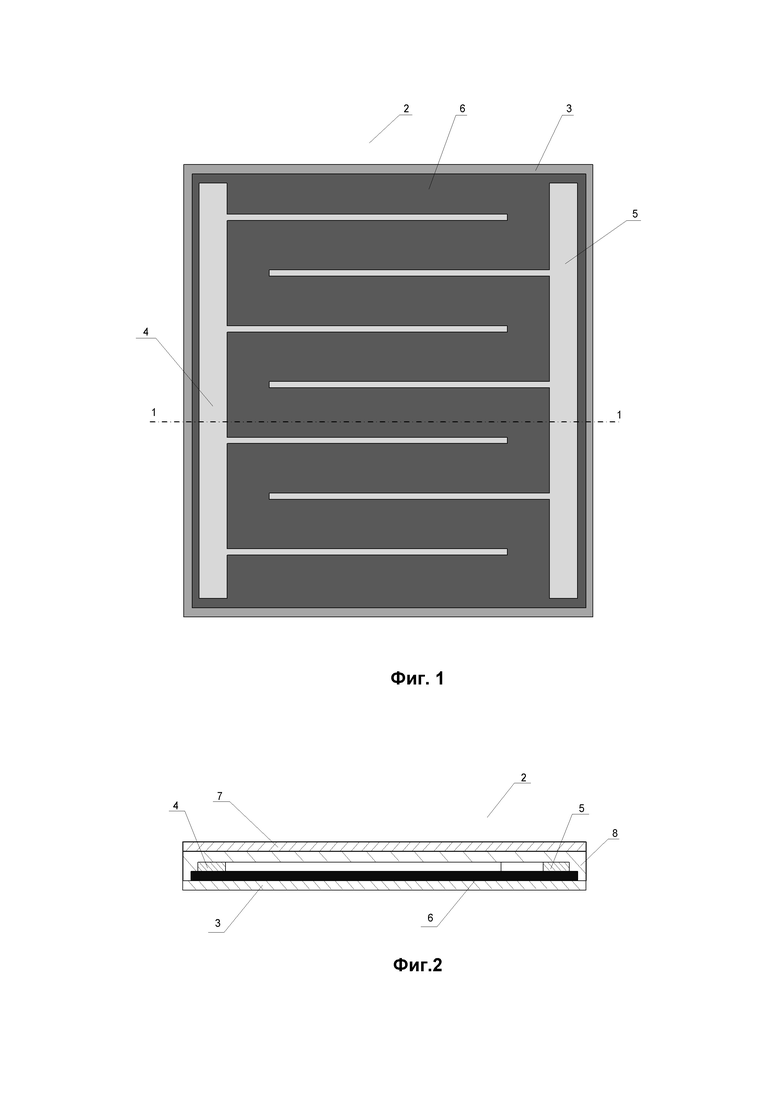
На фиг.1 приведен вид сверху традиционного листового нагревательного элемента, а на фиг.2 - вид нагревательного элемента в разрезе по линии 1 - 1 на фиг. 1. Как показано на фиг. 1 и 2, листовой нагревательный элемент 2 включает в себя гибкую основу 3 из электроизолирующего материала, два гребенчатых электрода 4 и 5 из проводящего серебросодержащего полимера, полимерный резистор 6 и защитное покрытие 7 из того же материала, что и основа 3 и соединенное с основой клеящей смолой 8.
Нагревательный элемент 2 приклеивается клеем 9 к поверхности обогреваемого изделия 10 фиг. 3
Недостатком раздельного изготовления нагревательного элемента для обогрева изделия и самого изделия с последующей установкой нагревательного элемента на поверхность, подлежащую нагреву, является неизбежное образование складок, особенно на криволинейных поверхностях, что искажает их исходную форму и не обеспечивает равномерных толщин резистивного слоя и изолирующего слоя между нагревающим резистором и нагреваемой поверхностью, что влечет за собой неравномерность передачи тепла на поверхность.
Технической задачей изобретения является упрощение технологического процесса изготовления обогреваемых изделий с нагреваемой поверхностью и улучшение их технических характеристик.
Техническим результатом изобретения является улучшение равномерности передачи тепла от нагревательного элемента на нагреваемую поверхность за счет получения равномерных толщин резистивного слоя и изолирующего слоя между нагревающим резистором и нагреваемой поверхностью.
Технический результат достигается тем, что нагревательный элемент, содержащий электроизолирующую основу, пленочный полимерный резистор, электрически соединенный с двумя пленочными гребенчатыми электродами и покрытых защитным покрытием, устанавливают непосредственно на нагреваемой поверхности обогреваемого изделия последовательным селективным нанесением на нагреваемую поверхность диэлектрических, резистивных и проводящих полимерных пленок с заданными толщинами и конфигурациями, создающими в совокупности пленочный резистор, при этом формирование каждого слоя производится нанесением бесконтактным способом с помощью подвижной 6-осевой дозирующей головки через, по меньшей мере, одну струйную форсунку дозированного количества материала наносимого слоя на нагреваемую поверхность обогреваемого изделия с последующим отверждением нанесенного слоя.
Управление дозированием материала, движением дозирующей головки производят с помощью компьютера по заданной программе, обеспечивая в совокупности требуемый рисунок слоя.
Краткое описание чертежей.
Фиг. 1 - вид сверху на традиционный листовой нагревательный элемент.
Фиг. 2 – вид нагревательного элемента в разрезе по линии 1 – 1.
Фиг. 3 – вид сбоку в перспективе на фрагмент обогреваемого изделия с установленным нагревательным элементом.
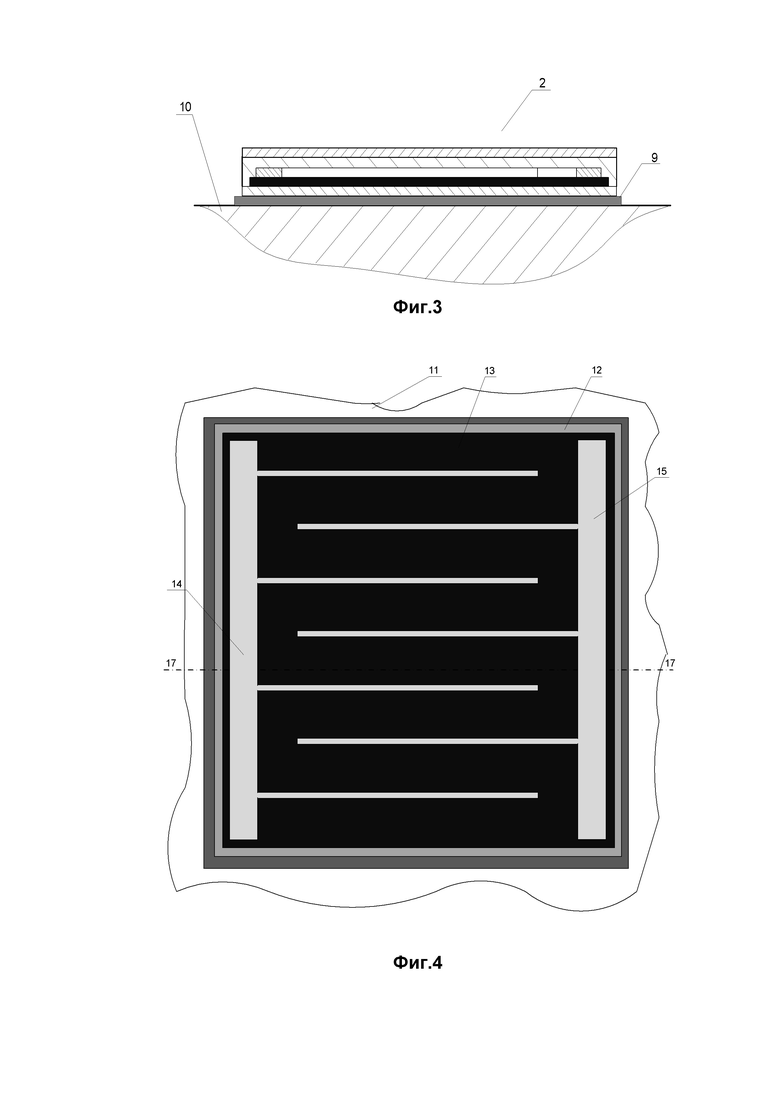
Фиг. 4 - вид сверху на фрагмент обогреваемого изделия с пленочным нагревательным элементом первого варианта реализации.
Фиг. 5 – вид сбоку в перспективе на фрагмент обогреваемого изделия с пленочным нагревательным элементом первого варианта реализации в разрезе по линии 17 – 17.
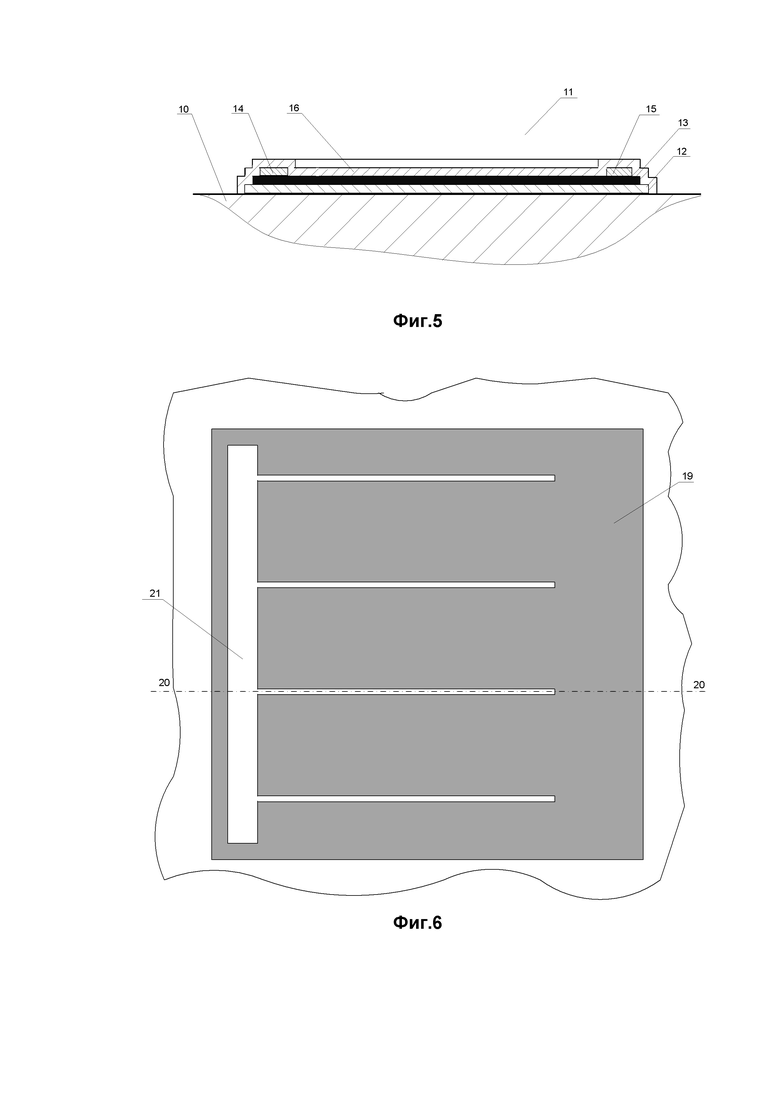
Фиг. 6 - вид сверху на фрагмент обогреваемого изделия с нанесенным изолирующим слоем пленочного нагревательного элемента второго варианта реализации.
Фиг. 7 - вид сбоку в перспективе на изолирующий слой нагревательного элемента второго варианта реализации в разрезе по линии 19 – 19.
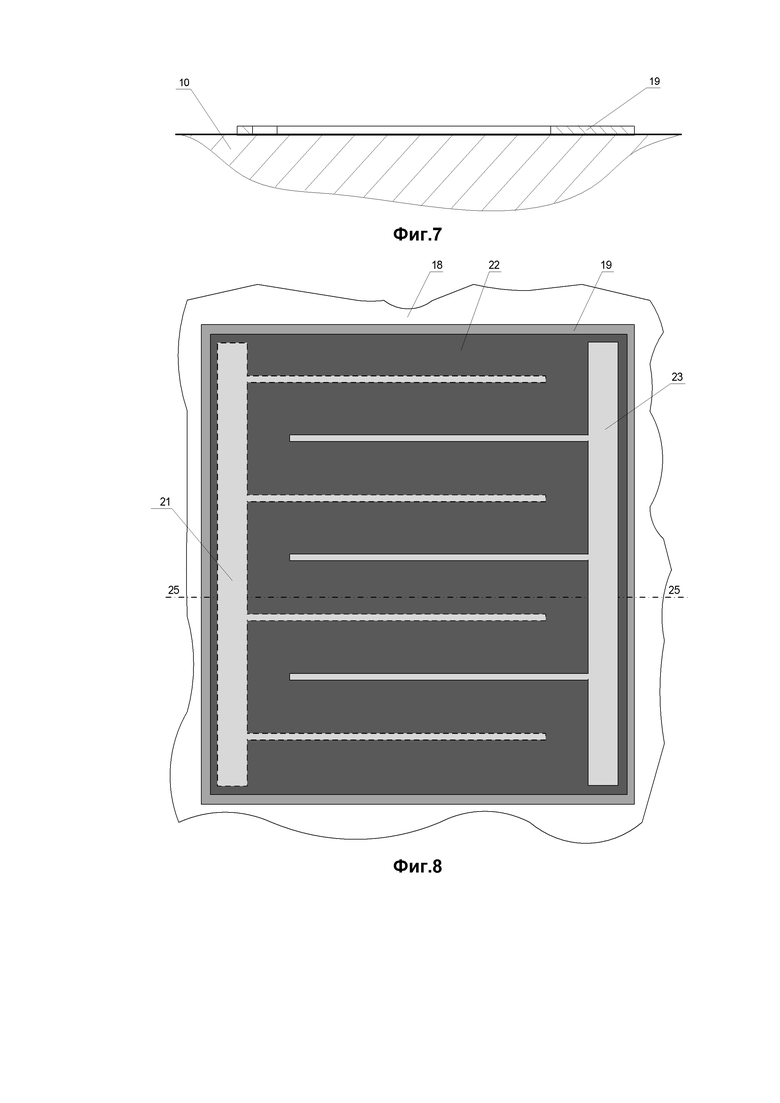
Фиг. 8 – вид сверху в перспективе на фрагмент обогреваемого изделия с установленным нагревательным элементом второго варианта реализации.
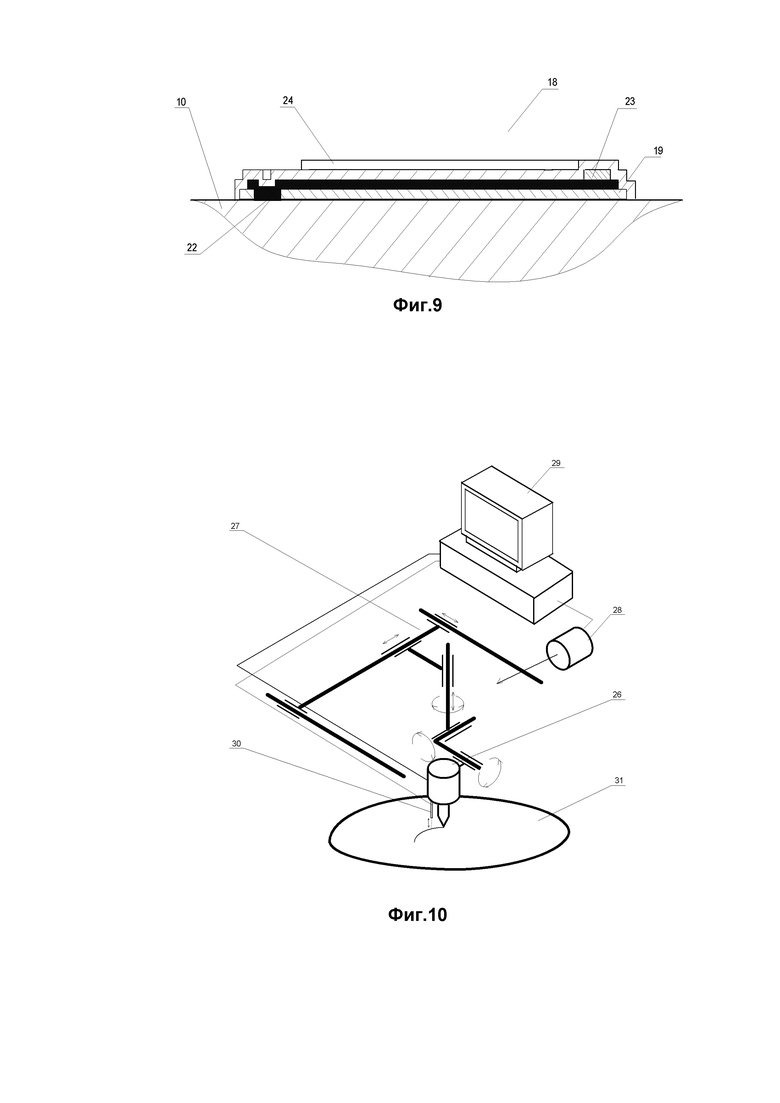
Фиг. 9 – вид сбоку в перспективе на фрагмент обогреваемого изделия с установленным нагревательным элементом второго варианта реализации в разрезе по линии 20 – 20.
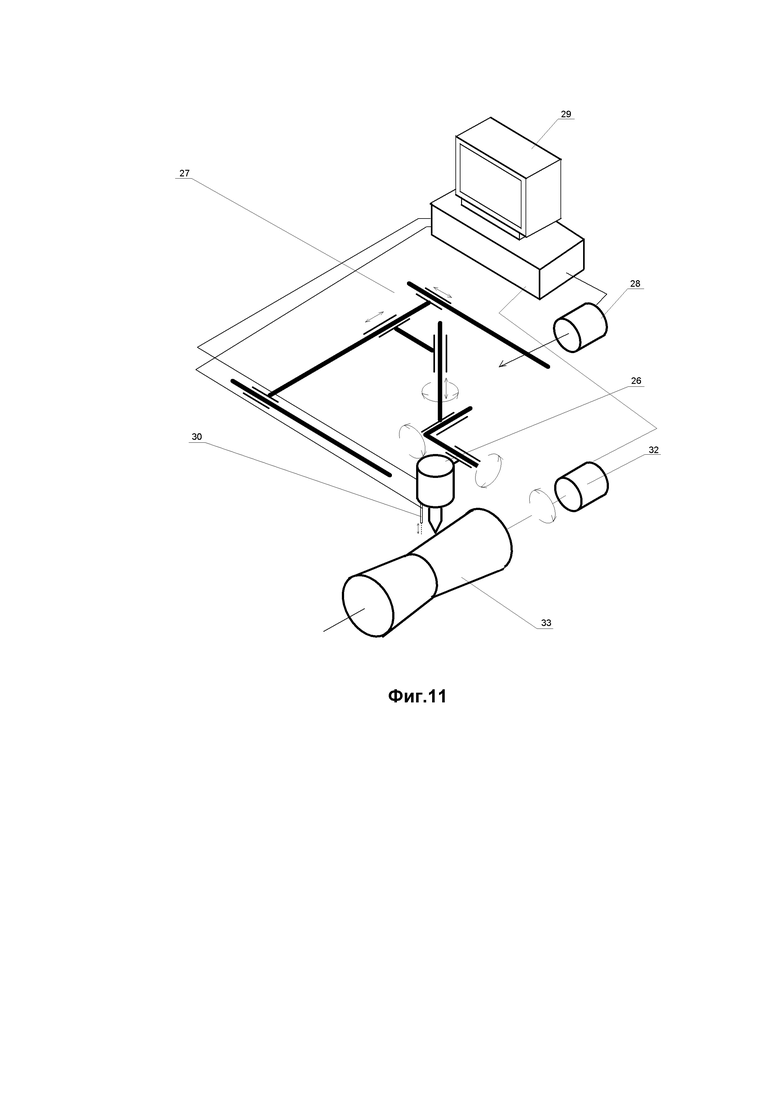
Фиг. 10 – схема устройства для бесконтактного нанесения покрытий на плоскую и криволинейную поверхности.
Фиг. 11 – схема устройства для бесконтактного нанесения покрытий на фасонную поверхность и поверхности тел вращения.
Обозначение позиций на чертежах.
1 - начальная и конечная точки линии разреза нагревательного элемента;
2 - традиционный листовой нагревательный элемент;
3 - основа традиционного листового нагревательного элемента;
4 - первый гребенчатый электрод;
5 - второй гребенчатый электрод;
6 - полимерный резистор;
7 - защитное покрытие листового нагревательного элемента;
8 - клеящая смола;
9 - клей;
10 - обогреваемое изделие;
11 - пленочный нагревательный элемент первого варианта реализации;
12 – изолирующий слой пленочного нагревательного элемента первого варианта реализации;
13 – резистивный слой пленочного нагревательного элемента первого варианта реализации;
14 – первый гребенчатый электрод пленочного нагревательного элемента первого варианта реализации;
15 – второй гребенчатый электрод пленочного нагревательного элемента первого варианта реализации;
16 – защитный слой пленочного нагревательного элемента первого варианта реализации;
17 - начальная и конечная точки линии разреза пленочного нагревательного элемента первого варианта реализации;
18 – защитный слой пленочного нагревательного элемента второго варианта реализации;
19 – изолирующий слой пленочного нагревательного элемента второго варианта реализации;
20 - начальная и конечная точки линии разреза изолирующего слоя пленочного нагревательного элемента первого варианта реализации;
21 – окно в изолирующем слое пленочного нагревательного элемента второго варианта реализации;
22 - резистивный слой пленочного нагревательного элемента второго варианта реализации;
23 - второй гребенчатый электрод пленочного нагревательного элемента второго варианта реализации;
24 - защитный слой пленочного нагревательного элемента второго варианта реализации;
25 - начальная и конечная точки линии разреза пленочного нагревательного элемента второго варианта реализации;
26 - дозирующая головка;
27 - система перемещения дозирующей головки;
28 – привод системы перемещения;
29 – компьютер;
30 – датчик зазора;
31 – покрываемая поверхность;
32 – привод вращения;
33 – покрываемое изделие.
Каждый слой пленочного нагревательного элемента состоит из слившихся на покрываемой поверхности в необходимый рисунок нанесенных в определенном порядке дозированных точек наносимого материала.
Нанесение каждой точки текущего слоя состоит из нескольких шагов, включающих в себя выход подвижной дозирующей головки в заданную точку покрываемой поверхности, фиксацию положения, выброс через форсунку дозированной капли наносимого материала и растекание капли. Размер пятна от растекшейся капли определяется вязкостью материала, а также величиной и длительностью давления на материал в форсунке. Совокупность растекшихся капель сшивается при отверждении в сплошной слой. Управление приводом дозирующей головки и дозатором производится компьютером.
Ниже описаны примерные варианты реализации настоящего изобретения со ссылкой на чертежи. Настоящее изобретение не ограничивается этими примерными вариантами реализации. Кроме того, возможно надлежащим образом сочетать конфигурации, характерные для каждого примерного варианта реализации.
Первый примерный вариант реализации
Нагревательный пленочный элемент первого варианта реализации 11 в виде эскизов приведены на фиг. 4 и 5.
Для получения защитного слоя на поверхность обогреваемого изделия 10 с помощью устройства для бесконтактного нанесения покрытий на поверхность наносят слой из диэлектрической полимерной пасты. После отверждения пасты путем нагрева или иным способом нанесенный слой превращается в диэлектрическую полимерную пленку с удельным поверхностным сопротивлением не менее 200 Мом на квадрат и является изолирующим слоем 12 нагревательного пленочного элемента.
Затем на изолирующий слой наносят слой из углеродной резистивной полимерной пасты, которая после отверждения превращается в резистивную пленку с удельным поверхностным сопротивлением в пределах от 0,05 до 100 кОм на квадрат и является резистивным слоем 13 нагревательного пленочного элемента.
Далее на резистивный слой наносят два пленочных рисунка из токопроводящей полимерной пасты, которые после отверждения пасты превращаются в гребенчатые электроды 14 и 15 с удельным поверхностным сопротивлением 0,005 Ом на квадрат.
Для защиты резистивного слоя и электродов поверх них наносят слой из диэлектрической полимерной пасты.
После отверждения пасты нанесенный слой превращается в диэлектрическую полимерную пленку с удельным поверхностным сопротивлением не менее 200 Мом на квадрат и является изолирующим защитным слоем 16 нагревательного пленочного элемента.
Совокупность нанесенных слоев образует пленочный резистор, который при пропускании электрического тока через электроды нагревается и является нагревательным элементом.
Вид сбоку в перспективе на фрагмент обогреваемого изделия с пленочным нагревательным элементом первого варианта реализации в разрезе по линии 17 – 17 изображен на фиг. 5.
Второй примерный вариант реализации
Второй вариант реализации предлагаемого способа предпочтителен тогда, когда поверхность изделия, на которой будет устанавливаться пленочный нагревательный элемент 18, является токопроводной. В этом случае один из гребенчатых электродов формируется непосредственно на ней с помощью слоя, селективно изолирующего нанесенный сверху резистивный слой от токопроводящей поверхности.
Способ нанесения слоев и применяемые материалы аналогичны первому варианту реализации предлагаемого изобретения и отличаются лишь порядком их нанесения.
Первым наносят изолирующий слой 19 фиг. 6, вид сбоку на который в разрезе по линии 20 – 20, приведен на фиг.7. Изолирующий слой содержит окно 21 для контактирования с проводящей поверхностью изделия 10 и имеющее форму первого гребенчатого электрода.
Затем наносят резистивный слой 22 фиг.8, который через окно в изолирующем слое соединяется с поверхностью изделия.
Далее на резистивный слой помещают проводящий слой с рисунком второго гребенчатого электрода 23.
Последним наносят защитный слой 24 поверх всех предыдущих.
Нагревательный пленочный элемент второго варианта реализации в виде эскизов приведен на фиг. 8 и 9.
Вид сбоку в перспективе на фрагмент обогреваемого изделия с пленочным нагревательным элементом второго варианта реализации в разрезе по линии 25 – 25 изображен на фиг. 9.
Устройство для нанесения пленочных слоев
На фиг.10 приведена схема устройства для бесконтактного нанесения покрытий на поверхность. Дозирующая головка 26 перемещается системой перемещения 27 с помощью привода 28. Управление дозирующей головкой и приводом осуществляется с помощью компьютера 29. Датчик зазора 30 отслеживает расстояние между соплом форсунки дозирующей головки и покрываемой поверхностью 31. Устройство позволяет наносить покрытие в том числе и на криволинейные поверхности, так как система перемещения имеет 6 степеней свободы и в каждой точке поверхности устанавливает сопло форсунки по нормали (перпендикулярно) к покрываемой поверхности.
Для нанесения покрытия на фасонные поверхности и тела вращения дополнительно вводится управляемый компьютером привод вращения 32 изделия 33 фиг.11.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИСТОВОЙ НАГРЕВАТЕЛЬНЫЙ ЭЛЕМЕНТ | 2008 |
|
RU2403686C1 |
| Способ изготовления электронагревательной панели | 2016 |
|
RU2641640C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКИХ НАГРЕВОСТОЙКИХ ЭЛЕКТРОНАГРЕВАТЕЛЕЙ | 2019 |
|
RU2726182C1 |
| ЛИСТОВОЙ НАГРЕВАТЕЛЬНЫЙ ЭЛЕМЕНТ И СИДЕНЬЕ, В КОТОРОМ ОН ИСПОЛЬЗУЕТСЯ | 2006 |
|
RU2378804C1 |
| Устройство для изготовления листовых изделий из полимерно-композитных материалов методом непрерывного формирования | 2017 |
|
RU2681908C1 |
| НАГРЕВАТЕЛЬНЫЙ МОДУЛЬ ДЛЯ НАГРЕВАТЕЛЯ В УСТРОЙСТВЕ ДЛЯ ИНФУЗИИ ТЕКУЧЕЙ СРЕДЫ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2586970C1 |
| МИКРОНАГРЕВАТЕЛЬ ДЛЯ ПОЛУПРОВОДНИКОВОГО ХИМИЧЕСКОГО ГАЗОВОГО СЕНСОРА | 2022 |
|
RU2797145C1 |
| Устройство для подогрева топлива в распылителе гидромеханической форсунки дизельного двигателя | 2023 |
|
RU2819005C1 |
| ЭЛЕКТРОЛЮМИНЕСЦЕНТНЫЕ УСТРОЙСТВА И ИХ ИЗГОТОВЛЕНИЕ | 2013 |
|
RU2639294C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОЛСТОПЛЕНОЧНОГО РЕЗИСТИВНОГО НАГРЕВАТЕЛЯ | 2011 |
|
RU2463748C1 |
Изобретение относится к области резистивного нагрева и может быть использовано при создании теплоизлучающего покрытия непосредственно на поверхности технических устройств со сложной формой поверхности. Технический результат - улучшение равномерности передачи тепла от нагревательного элемента на нагреваемую поверхность за счет получения равномерных толщин резистивного и изолирующего слоев между нагревающим резистором и нагреваемой поверхностью. Достигается тем, что нагревательный элемент в виде по меньшей мере одного гребенчатого электрода устанавливают непосредственно на нагреваемой поверхности обогреваемого изделия последовательным образованием на ней диэлектрической, резистивной, проводящей и защитной полимерных пленок с заданными толщинами и конфигурациями, создающих в совокупности пленочный нагревательный элемент. Селективное формирование каждого слоя на нагреваемой поверхности обогреваемого изделия производится нанесением через по меньшей мере одну струйную форсунку перемещаемой дозирующей головки устройства для бесконтактного нанесения дозированных точек полимерного материала наносимого слоя, которые сшиваются в сплошной слой при последующем отверждении нанесенного слоя, образуя полимерную пленку. Расстояние между соплом форсунки дозирующей головки и покрываемой поверхностью отслеживается датчиком зазора, а система перемещения дозирующей головки в каждой точке покрываемой поверхности устанавливает сопло форсунки по нормали к покрываемой поверхности. 1 з.п. ф-лы, 11 ил.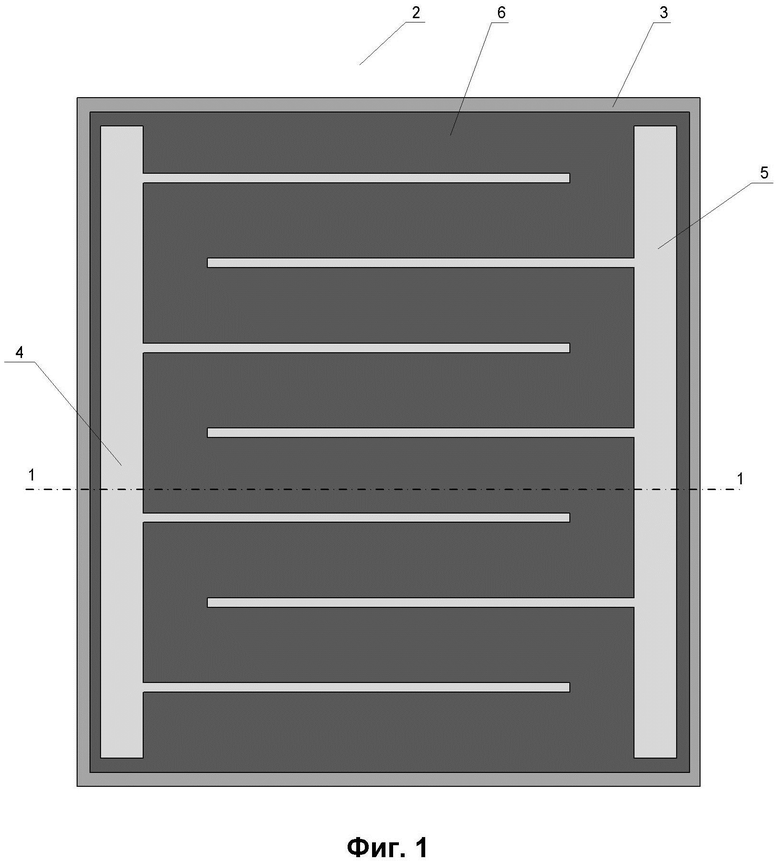
1. Способ установки на поверхность обогреваемого изделия пленочного нагревательного элемента, характеризующийся тем, что нагревательный элемент, содержащий диэлектрический полимерный слой, резистивный полимерный слой, проводящий полимерный слой в виде по меньшей мере одного гребенчатого электрода, покрытые защитным диэлектрическим полимерным слоем, устанавливают непосредственно на нагреваемой поверхности обогреваемого изделия последовательным образованием на нагреваемой поверхности обогреваемого изделия диэлектрической, резистивной, проводящей и защитной полимерных пленок с заданными толщинами и конфигурациями, создающих в совокупности пленочный нагревательный элемент, селективное формирование каждого слоя на нагреваемой поверхности обогреваемого изделия производится нанесением через по меньшей мере одну струйную форсунку перемещаемой дозирующей головки устройства для бесконтактного нанесения дозированных точек полимерного материала наносимого слоя, которые сшиваются в сплошной слой при последующем отверждении нанесенного слоя, образуя полимерную пленку, при этом расстояние между соплом форсунки дозирующей головки и покрываемой поверхностью отслеживается датчиком зазора, а система перемещения дозирующей головки в каждой точке покрываемой поверхности устанавливает сопло форсунки по нормали к покрываемой поверхности.
2. Способ по п. 1, отличающийся тем, что управление дозированием материала, перемещением дозирующей головки, осуществляемым системой перемещения с помощью привода, производят с помощью компьютера по заданной программе.
| Приспособление для суммирования отрезков прямых линий | 1923 |
|
SU2010A1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ НА ПОВЕРХНОСТИ | 2003 |
|
RU2325957C2 |
| СПЕЦИАЛЬНЫЙ РИСУНОК ДОРОЖЕК СХЕМЫ НАГРЕВАТЕЛЯ, ПОКРЫВАЮЩИЙ ТОНКУЮ НАГРЕВАТЕЛЬНУЮ ПЛАСТИНУ, ДЛЯ ВЫСОКОЙ ОДНОРОДНОСТИ ТЕМПЕРАТУРЫ | 2014 |
|
RU2658622C1 |
| ЛИСТОВОЙ НАГРЕВАТЕЛЬНЫЙ ЭЛЕМЕНТ | 2008 |
|
RU2403686C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОПЛЕНОЧНЫХ ЧИП-РЕЗИСТОРОВ | 2016 |
|
RU2628111C1 |

