Изобретение относится к области сварки, в частности к сборочно-сварочному оборудованию, и может быть использовано для сборки и сварки полых изделий коробчатого сечения из листов с малыми размерами поперечного сечения при большой длине изделия.
Известно устройство для формирования обратной стороны сварочного шва, подготовки кромок под сварку, вырезки технологических элементов, которое может быть использовано в установках для сварки продольных швов листов, цилиндров, обечаек и коробчатых конструкций.
Это устройство изменяет свои размеры перемещением подкладки одновременно вертикально и горизонтально за счет наличия наклонных пазов, но оно не формирует размеры внутреннего сечения изделия, а служит только для сварки ранее собранного изделия, так как размер свой изменяет только в одной плоскости (а.с. 959975 В 23 К 37/06).
Известна оправка для установки листов при изготовлении полых изделий путем сварки, состоящая из системы попарно связанных клинообразных частей, расположенных с возможностью скольжения одной пары по другой и раздвигаемых и стягиваемых при помощи связывающих их планок, через которые пропущен натяжной болт, приводимый во вращение рукояткой.
Раздвижение частей приводит к тому, что размеры оправки изменяются по ширине и высоте, что позволяет вынуть всю оправку из сваренного изделия.
Недостатком этой конструкции является то, что нужно изготовить и пригнать друг к другу две пары перемещающихся частей, а также то, что эти части имеют сплошной профиль наклонных поверхностей. Эта конструкция не позволяет собирать на ней изделия, имеющие небольшие размеры внутреннего сечения и большую длину, так как при увеличении длины уменьшается угол наклона клиновых поверхностей, что приводит к их самоторможению и необходимости приложения большого усилия при страгивании их в начале перемещения, так как на оправку действуют силы притяжения обжимной рамы и усадка сварных швов, которые прижимают листы собранного изделия к оправке (а.с. 38409, кл. 49 h3, 35).
Задачей изобретения является обеспечение качественной сборки и сварки полых изделий малого внутреннего сечения, имеющих большую длину, а также упрощение конструкции и расширение технологических возможностей путем установки на боковых поверхностях оправки дополнительных планок, компенсирующих разность размеров поперечного сечения различных изделий.
Поставленная задача достигается тем, что устройство содержит оправку, состоящую из двух частей, представляющих собой прямоугольные треугольники, являющиеся частями прямоугольника, разрезанного по диагонали, и имеющих на своих основаниях выступы с наклонными поверхностями, взаимодействующими друг с другом, что позволяет оправке при перемещении двух ее частей относительно друг друга изменять свои размеры в двух плоскостях, по ширине и высоте, что позволяет свободно вынимать оправку из сваренного изделия, кроме того, наличие всего двух частей упрощает конструкцию и удешевляет ее изготовление, а наличие наклонных поверхностей на выступах основания позволяет изготовить оправку большой длины при сохранении ею определенной жесткости и малых размеров поперечного сечения.
Листы изделия прижимаются к оправке прижимными планками устройства, что создает жесткую конструкцию, исключающую деформацию свариваемого изделия.
При необходимости перейти на сборку и сварку изделия с большими размерами внутреннего сечения на оправку можно прикрепить переходные планки, которые компенсируют разность размеров сечений двух изделий, сохранив при этом работоспособность устройства в целом, что позволяет расширить технологические возможности устройства.
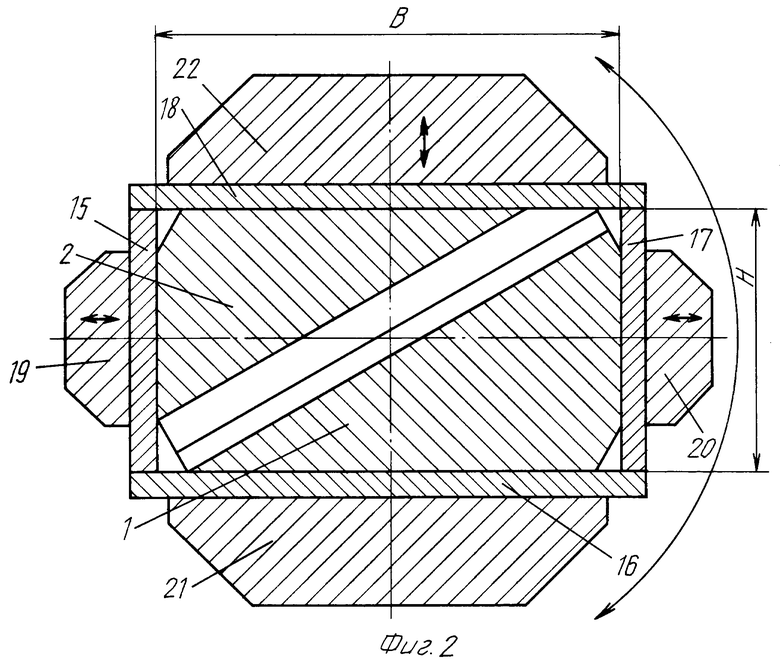
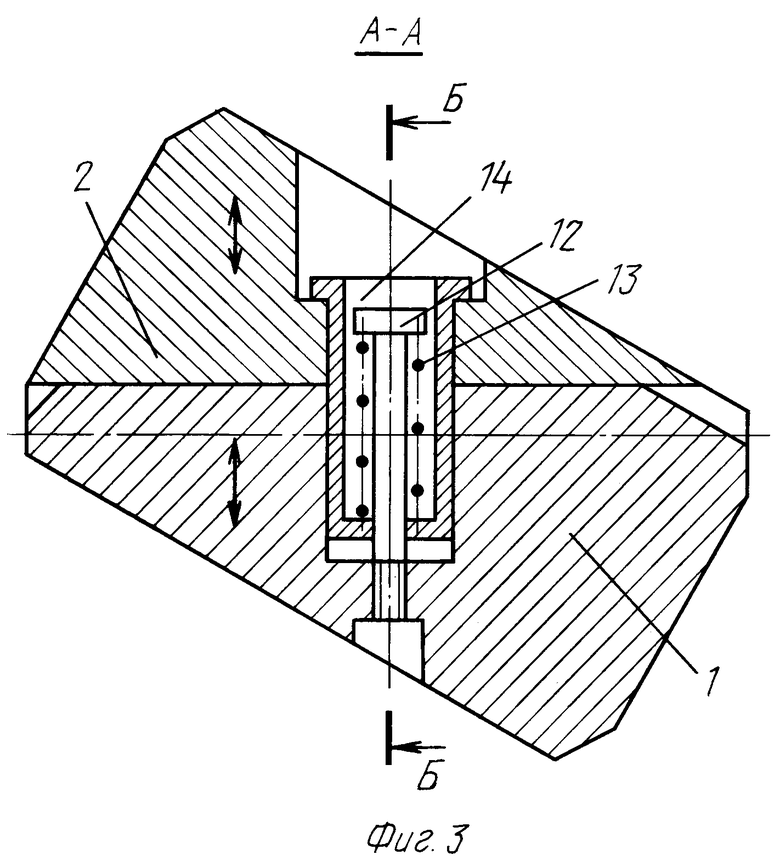
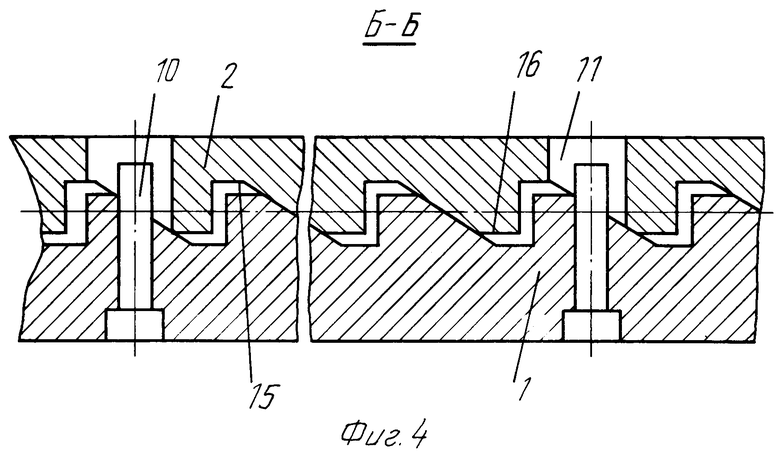
На фиг. 1 изображена оправка, общий вид; на фиг.2 - поперечное сечение устройства; на фиг.3 - сечение А-А фиг.1; на фиг.4 - сечение Б-Б фиг.3.
Устройство содержит оправку, состоящую из двух частей, представляющих собой в сечении прямоугольные треугольники 1 и 2, на основаниях которых имеются выступы с наклонными поверхностями 3 и 4, которыми треугольники взаимодействуют друг с другом. Винт 5, установленный в кронштейне 8 первой части оправки и взаимодействующийю с резьбовым отверстием другой части оправки, служит для перемещения двух частей оправки относительно друг друга, винт 6 с гайкой 7, установленные в резьбовом отверстии первой части оправки и взаимодействующие с кронштейном 9 другой части оправки, служат для настройки оправки на определенный размер свариваемого изделия. Для исключения смещения двух частей оправки относительно друг друга в поперечном направлении на концах одной из частей имеются штифты 10, взаимодействующие с пазами 11 другой части оправки. Для исключения возможности рассоединения частей оправки в свободном положении в одну из частей вкручены винты 12, взаимодействующие через пружины 13 и стаканы 14 с другой частью оправки. При работе оправки в устройстве листы изделия 15, 16, 17, 18 прижимаются к ней прижимными планками 19, 20, 21, 22.
Устройство работает следующим образом. Предварительно настраивают оправку на требуемые размеры В и Н перемещением относительно друг друга в продольном направлении двух частей оправки винтом 5 до упора кронштейна 9 в головку винта 6, зафиксированного предварительно в определенном положении, при этом будут выдержаны размеры В и Н, равные размерам внутреннего сечения изделия.
На планку 21 устанавливают лист 16 изделия, ставят на него оправку, устанавливают боковые листы 15 и 17 и верхний лист 18. Прижимными планками 19, 20, 22 прижимают листы к оправке, проваривают продольные швы, открепляют прижимные планки, вынимают изделие с оправкой на устройства, вращением винта 5 перемещают две части оправки относительно друг друга, в результате чего размеры В и Н оправки уменьшаются и оправка свободно извлекается из сваренного изделия. Затем цикл повторяется.
Наличие на основаниях треугольных профилей выступов с наклонными поверхностями, угол наклона которых не менее 30o, способствует тому, что при повороте винта 5 для уменьшения размеров В и Н оправки, силы прижатия планками и силы от усадки сварных швов способствуют перемещению треугольных профилей относительно друг друга, а не препятствуют этому.
Для расширения технологических возможностей устройства на оправку можно прикреплять дополнительно переходные планки.
Изобретение относится к области сварки, в частности к сборочно-сварочным приспособлениям, и может быть использовано для сборки и сварки полых изделий коробчатого сечения из листов с малыми размерами поперечного сечения при большой длине изделия. Оправка выполнена из двух частей треугольного сечения, представляющих собой в сборе прямоугольник, разрезанный по диагонали. Основания треугольных профилей имеют выступы с наклонными поверхностями, которыми взаимодействуют между собой и имеют возможность перемещения относительно друг друга посредством винта. Винт установлен в кронштейне одной из частей с возможностью взаимодействия с резьбовым отверстием другой части. Такое выполнение устройства позволяет расширить его технологические возможности за счет установки на боковых поверхностях оправки дополнительных планок, компенсирующих разность размеров поперечного сечения различных изделий. 4 ил.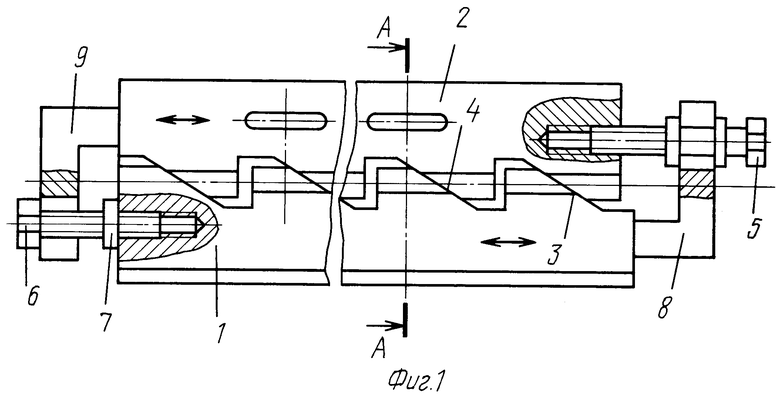
Устройство для сборки и сварки полых изделий прямоугольного профиля, содержащее оправку и прижимные планки, отличающееся тем, что оправка выполнена из двух частей треугольного сечения, представляющего собой в сборе прямоугольник, разрезанный по диагонали, при этом основания треугольных профилей имеют выступы с наклонными поверхностями, которыми взаимодействуют между собой и имеют возможность перемещения относительно друг друга посредством винта, установленного в кронштейне одной из частей и взаимодействующего с резьбовым отверстием другой части.
| Оправка для установки листов при изготовлении полых изделий путем сварки | 1932 |
|
SU38409A1 |
| Способ флотации угля | 1983 |
|
SU1140829A1 |
| КУРКИН С.А | |||
| И ДР | |||
| Технология, механизация и автоматизация производства сварных конструкций | |||
| Атлас | |||
| Машиностроение, 1989, с.89, 90. | |||

