Изобретение относится к обработке металлов резанием, предназначено для использования в сверлильных и других обрабатывающих станках с вертикальным расположением оси вращаемого обрабатывающего инструмента и с применением в процессе обработки СОЖ, направлено на обеспечение защиты зоны резания, улучшение условий труда, уменьшение затрат времени и упрощение обслуживания рабочей зоны и повышение за счет этого производительности труда.
В настоящее время при различных видах обработки металлов резанием используют разнообразные по составу СОЖ, которые подают в зону резания для охлаждения и смазки инструмента, повышения его стойкости, увеличения производительности труда и снижения затрат на производство. Однако при этом происходит повышенный нагрев и частичное испарение СОЖ с выделением в зону обслуживания станка паров воды, масла и других составляющих СОЖ, особенно при работе инструмента с внутренним подводом СОЖ под давлением, например, сверл T-MAX, Delta (Швеция) и др., которые далеко не всегда безвредны для обслуживающего персонала. Конденсируясь на холодных металлических конструкциях и частях оборудования цеха, эти пары оставляют подтеки воды и масла, на которых быстрее осаждается пыль и ускоряет загрязнение оборудования, что требует дополнительных затрат сил и средств на его очистку, т.е. на дополнительное обслуживание, уменьшает полезное время использования оборудования и снижает производительность работ.
Работы по улучшению качеств СОЖ с точки зрения уменьшения их вредного влияния на обслуживающий персонал производятся постоянно, но это не устраняет в зоне обслуживания "тумана" из паров воды масел и присадок, входящих в состав СОЖ, а значит, условия работы обслуживающего персонала улучшаются незначительно, только с точки зрения их безопасности. Кроме того, замена в составе СОЖ некоторых относительно вредных для здоровья присадок хоть и повышает безопасность работ, но очень часто ведет к неадекватному снижению технологических свойств СОЖ. Наконец, интенсивное испарение СОЖ ведет к определенным ее потерям снижает качество СОЖ, собираемой для изменения концентрации и соотношения содержания некоторых компонентов СОЖ из-за их испарения.
К еще большим потерям СОЖ и загрязнению окружающего пространства ведет интенсивное разбрызгивание СОЖ вращающимся инструментом, некоторому снижению потерь СОЖ от ее разбрызгивания могла бы способствовать установка в рабочей зоне различных защитных щитков, в том числе и из прозрачных материалов. Однако это малоэффективные средства, поскольку они затрудняют переустановку инструмента, удаление стружки из зоны обработки без удаления (или отвода) щитков, наблюдение за процессом обработки.
Изобретение направлено на решение ряда задач:
- купирование испарении СОЖ в рабочей зоне и предотвращение их распространения в зону обслуживания оборудования и за ее пределы:
- ограничение вплоть до полного исключения разбрызгивания СОЖ вращающимся инструментом;
- улучшение условий труда;
- уменьшение затрат времени и упрощение обслуживания оборудования.
Все это в конечном счете обеспечивает повышение производительности труда.
Решение этих задач в соответствии с данным изобретением обеспечивается предлагаемым новым способом защиты зоны резания от распространения за ее пределы паров и брызг СОЖ, осуществление которого возможно с применением предлагаемого нового устройства.
Сущность предлагаемого нового способа защиты зоны резания, при котором в зону резания подают СОЖ требуемых параметров, заключается в том, что одновременно вокруг инструмента создают сплошную завесу из СОЖ с образованием замкнутой зоны, для чего дополнительную подачу необходимого количества СОЖ осуществляют в виде охватывающей инструмент кольцевой струи. При этом эффективность способа может быть повышена за счет дополнительного отсоса паров СОЖ из упомянутой замкнутой зоны в процессе обработки металла.
Сущность нового устройства для осуществления заявляемого способа обработки металлов резанием заключается в том, что оно содержит съемный кольцевой коллектор, концентрично закрепляемый на корпусе сверлильной бабки станка, в котором на обращенной в обрабатываемому изделию стороне выполнена кольцевая щель и предусмотрен подвод СОЖ в полость коллектора. Целесообразно, чтобы упомянутый коллектор имел прямоугольную форму канала в нормальном сечении и был выполнен составным, при этом нижняя плоская часть (стенка) коллектора может быть выполнена в виде отдельного кольца, установленного в полости коллектора с возможностью изменения его положения по высоте полости. Одна из боковых поверхностей кольца и сопряженная с ней поверхность боковой стенки коллектора в нижней ее части выполнены с одинаковой конусностью и образуют между собой кольцевую щель, ширина которой изменяется при изменении положения кольца по высоте полости коллектора и в крайнем верхнем положении кольца приближается к нулю, а подвод СОЖ в полость коллектора выполнен через несколько равномерно расположенных по его периметру отверстий. Для повышения эксплуатационных качеств устройства упомянутое подвижное кольцо в полости коллектора может быть установлено по резьбе, выполненной на внутренней стороне внешней боковой стенки коллектора и сопряженной с этой стенкой боковой поверхности кольца, соединенного с маховиком управления положением кольца по высоте полости коллектора. Устройство может быть снабжено упором для фиксации кольца в требуемом положении по высоте камеры коллектора, наружный диаметр которого равен диаметру наружной боковой поверхности кольца.
Для дополнительного отсоса паров СОЖ из замкнутой зоны, образуемой при обработке изделий кольцевой завесой из СОЖ, диаметр внутренней боковой стенки коллектора должен быть выполнен больше диаметра осевого отверстия с верхнем кольце коллектора, у кромки которого закреплен взаимодействующий с корпусом сверлильной бабки станка кольцевой уплотнительный элемент и через указанное верхнее кольцо коллектора введен патрубок для отсоса паров СОЖ, а при необходимости и патрубок подачи СОЖ в зону обработки.
Действительно, дополнительное создание сплошной кольцевой завесы в виде схватывающей инструмент кольцевой струи из СОЖ образует замкнутое пространство в зоне обработки металла и не только препятствует выходу за его пределы паров СОЖ, но и гасит брызги СОЖ, образуемые при вращении обрабатывающего инструмента. При этом часть паров СОЖ конденсируется от контакта с кольцевой завесой из охлажденной СОЖ. Организация отсоса из замкнутой полости остальной части паров СОЖ с последующей их конденсацией и возвратом для повторного использования не только исключает выход паров СОЖ за пределы замкнутой зоны и уменьшает потери СОЖ, но и улучшает наблюдение за зоной обработки через прозрачную пленку охватывающей инструмент кольцевой струи из СОЖ. Осуществление такого способа защиты зоны резания обеспечивается устройством предлагаемой конструкции, которая не только позволяет создать сплошную кольцевую завесу из СОЖ в виде охватывающей инструмент кольцевой струи, но и регулировать толщину образующей завесу пленки из СОЖ в зависимости от интенсивности разбрызгивания СОЖ вращающимся инструментом. При этом предлагаемая конструкция перемещаемого по высоте камеры коллектора подвижного кольца, снабженного маховиком управления положением кольца, вынесенным за пределы коллектора, позволяет осуществлять регулировку толщины, образующей завесу из СОЖ пленки непосредственно в процессе обработки без остановки станка, что упрощает его эксплуатацию. Предлагаемая конструкция самого коллектора не только исключает неплотности по сопрягаемыми поверхностям коллектора и корпуса сверлильный бабки станка и возможность выхода паров СОЖ из зоны обработки, но упрощает выполнение отсоса паров из этой зоны, а при необходимости и подвод СОЖ в зону обработки подачей ее непосредственно за инструмент, если в инструменте не предусмотрены каналы для автономной подачи СОЖ непосредственно в зону обработки. При этом весьма существенным является и то обстоятельство, что устройство не препятствует свободному выходу стружки металла из основы обработки или ее удалению из этой зоны обычными средствами, свободно приходящими через сплошную завесу в виде пленки из охватывающей инструмент кольцевой струи СОЖ.
Заявляемая группа изобретений не нарушает единства изобретения, поскольку образует единый изобретательский замысел, причем один из заявляемых объектов группы - устройство для обработки металлов резанием - предназначен для осуществления другого заявляемого объекта группы - способа защиты зоны резания от распространения за ее пределы паров и брызг СОЖ.
Поскольку проведенный заявителем анализ уровня техники по имеющимся источникам не позволил выявить наиболее близкие аналоги как для способа, так и для устройства заявляемой группы изобретений, характеризующихся признаками, тождественными существенным признакам обоих объектов заявляемой группы, - все изложенные в формуле изобретения существенные признаки обоих объектов являются отличительными. Следовательно, каждый из заявляемых объектов группы изобретений соответствует условию "новизна".
Указанный анализ уровня техники не выявил известные решения аналогичного назначения, характеризующиеся отдельными или всей совокупностью существенных признаков заявляемых объектов, а каждый из заявляемых объектов не вытекает для специалиста явным образом из известного уровня техники. Следовательно, каждый из объектов заявляемой группы изобретений соответствует условию "изобретательский уровень".
Поскольку для промышленной реализации обоих объектов заявляемой группы изобретений отсутствуют препятствия технического, технологического или иного порядка, каждый из объектов заявляемой группы изобретений соответствует условию "промышленная применимость".
Сущность изобретения поясняют приводимые ниже конкретный пример его осуществления, который не исключает другие варианты осуществления изобретения в пределах заявляемой формулы, а также чертежи, на которых представлены:
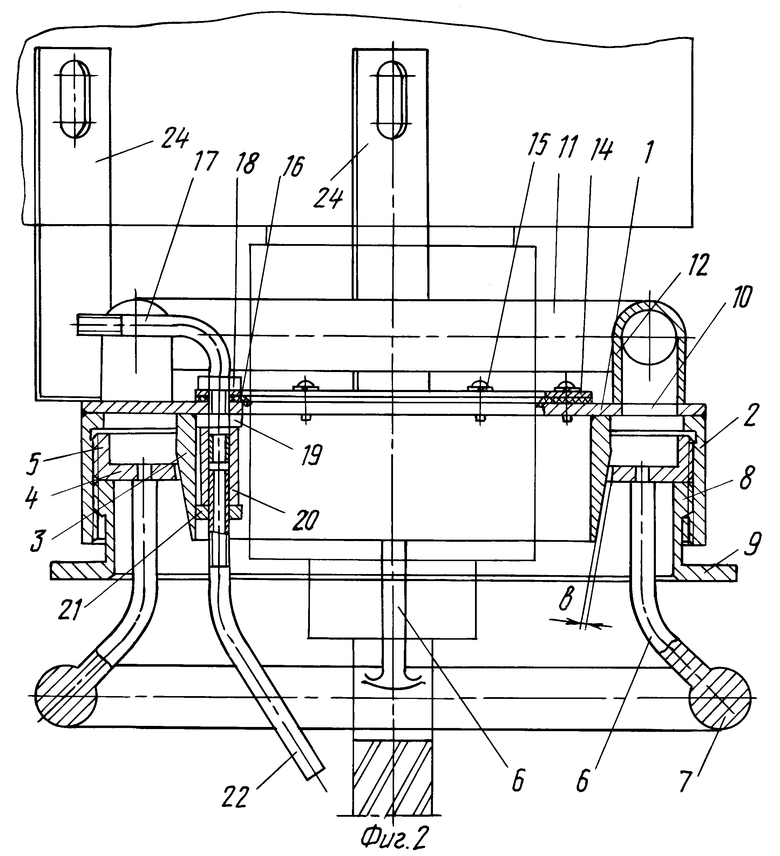
- на фиг. 1 - общий вид заявляемого устройства сверху, поясняющий вариант расположения отдельных элементов его конструкции;
- на фиг. 2 - разрез А-А по фиг. 1, поясняющий вариант конструктивного заполнения основного узла устройства - коллектора, а также конструкцию его других элементов.
Заявляемый способ защиты зоны резания от распространения за ее пределы паров и брызг СОЖ может быть осуществлен с помощью устройства, показанного на фиг. 1 и фиг. 2 прилагаемых чертежей (или близкого к нему в конструктивном отношении). Заявляемое устройство содержит кольцевой коллектор преимущественно с камерой прямоугольной формы в нормальном сечении, образованной верхним плоским кольцом 1, жестко соединенным с ним и расположенными концентрично внешний и внутренней боковыми цилиндрическими стенками 2 и 3 соответственно и плоской нижней стенкой 4 в виде кольца,установленного в полости камеры коллектора, с возможностью изменения его положения по высоте камеры. В показанном на прилагаемых чертежах варианте конструкции устройства изменение положения кольца 4 по высоте камеры коллектора предусмотрено с помощью резьбы, выполненной на внутренней поверхности внешней боковой стенки 2 и сопряженной с ней наружной боковой поверхности кольца 4, выполненного с торцевым выступом 5 по наружному периметру и кронштейнами 6 соединенного с маховиком 7 управления положением кольца, выведенным за габариты коллектора. При этом вторая боковая поверхность кольца 4 и сопряженная с ней поверхность внутренней боковой стенки 3 коллектора в нижней ее части выполнены с одинаковой конусностью и образуют между собой кольцевую щель, ширина "B" которой изменяется при изменении положения кольца 4 по высоте полости коллектора и в крайней верхнем положении кольца 4 приближается к нулю. Для фиксации положения кольца 4 в выбранном положении по высоте камеры коллектора устройство снабжено подвижным упором в виде цилиндрической втулки 8 с резьбой на одном конце и фланцем 9 на другом, при этом для удобства управления упором фланец 9 выполнен большего диаметра, чем коллектор, и выступает за его пределы. Подвод СОЖ в камеру коллектора выполнен через несколько равномерно расположенных по его диаметру отверстий 10. В представленном на чертежах варианте конструкции устройства таких отверстий два и расположены они диаметрально противоположно. Отверстия 10 соединены между собой трубкой 11 в виде полутора через патрубки 12 на концах трубки 11, в средней части которой предусмотрен патрубок 13 для подключения к системе подачи СОЖ в коллектор. По периметру осевого отверстия верхнего плоского кольца 1 прижимным кольцом 14 с помощью винтов 15 к кольцу 1 крепится кольцевой уплотнительный элемент 16, внутренний диаметр которого меньше диаметра корпуса сверлильной бабки станка, чем обеспечивается уплотнение сопрягаемых поверхностей (на фиг. 2 фрагмент подвижной части станка с корпусом сверлильной бабки и закрепленным в шпинделе сверлом показаны тонкой линией ).
Устройство снабжено патрубком 17, установленным с внешней стороны верхнего плоского кольца 1 коллектора и проходящим через предназначенные для него отверстия в прижимном кольце 14, уплотнительном элементе 16 и в кольце 1. Крепление патрубка 17 на кольце 1 коллектора выполнено с помощью гаек 18 и 19. К концу патрубка 17 с внутренней стороны коллектора муфтой 20 с контргайкой 21 присоединена трубка 22 подачи СОЖ на инструмент в зону резания. Для этого патрубок 17 с внешней стороны коллектора подключают к трубопроводу от системы подачи СОЖ (не показан). Для отсоса паров СОЖ из зоны обработки, ограничиваемой сплошной завесой из СОЖ в виде охватывающей инструмент кольцевой струи, устройство снабжено патрубком 23, конструкция и закрепление которого в кольце коллектора аналогичны патрубку 17, а к концу патрубка 23 с внешней стороны коллектора предусмотрено подключение трубопровода отсоса и отвода паров СОЖ из зоны обработки (не показан). Для закрепления устройства на подвижной части станка концентрично с корпусом сверлильной бабки коллектор снабжен кронштейнами 24, закрепленными на кольце 1 коллектор с его внешней стороны, например, сваркой.
Конструкция устройства для осуществления заявляемого способа может иметь некоторые отличия от описанной выше. В частности, иначе может быть выполнен в конструктивном отношении механизм изменения положения подвижного кольца 4 по высоте камеры коллектора и его фиксации в требуемом положении. При отсутствии необходимости в регулировке ширины щели (толщины пленки из кольцевой струи СОЖ) кольцо 4 может быть жестко соединено с одной из боковых стенок коллектора или коллектор может быть выполнен в форме тора с кольцевой щелью на обращенной к обрабатываемому изделию стороне. Могут быть и некоторые другие конструктивные изменения, не препятствующие осуществлению заявляемого способа в пределах заявляемой формулы изобретения.
Сущность заявляемого способа поясняет приводимое ниже описание работы устройства, которая заключается в следующем:
После закрепления устройства на станке патрубки 13 и 17 подключают к соответствующим трубопроводам подачи СОЖ, снабженным запорно-регулируемой арматурой, а патрубок 23 - к трубопроводу отсоса и отвода паров из зоны обработки (не показаны). Вначале проверяют режим подачи СОЖ в зону обработки по характеру ее истечения из трубки 22 на инструмент. Затем осуществляют предварительную проверку создания сплошной завесы из СОЖ в виде охватывающей инструмент кольцевой струи, вытекающей из кольцевой щели коллектора, для чего изменением положения кольца 4 по высоте камеры коллектора вращением маховика 7 устанавливают минимальную ширину "B" кольцевой щели, при которой обеспечивается создание сплошной кольцевой завесы. Затем включают привод вращения и рабочей подачи инструмента, предварительно проверив точность установки инструмента на обрабатываемом изделии, и одновременно включают подачу СОЖ для охлаждения и смазки рабочих поверхностей инструмента и для создания кольцевой завесы. Вытекаемая из трубки 22 струя СОЖ попадает на вращающийся инструмент, часть его стекает по инструменту и попадает в зону резания, а часть СОЖ отбрасывается вращаемым инструментом и под действием центробежных сил в радиальном или близком к нему направлении в виде брызг СОЖ разного размера. При встрече брызг СОЖ со сплошной кольцевой завесой из СОЖ происходит гашение скорости брызг СОЖ и их увеличение потоком СОЖ в виде кольцевой завесы. Если кольцевая завеса не задерживает всех отбрасываемых инструментом брызг и часть брызг проходит за пределы завесы - толщину пленки СОЖ, образующей кольцевую завесу, увеличивают путем увеличения ширины "B" кольцевой щели коллектора соответствующим изменением положения кольца 4 по высоте камеры коллектора вращением маховика 7. При этом расход подаваемого в коллектор потока СОЖ должен несколько превышать ее расход через кольцевую щель коллектора для предотвращения разрыва сплошности кольцевой завесы. После такой подрегулировки положение кольца 4 фиксируют упором-втулкой 8, прижимая ее торец к кольцу 4 соответствующим вращением фланца 9. После начала процесса обработки изделия температура режущих кромок инструмента и обрабатываемой поверхности возрастает, но ее резкому повышению препятствует подаваемый в зону резания поток СОЖ, которая при этом нагревается и частично испаряется, отнимая тепло у инструмента и обрабатываемого изделия в зоне резания. Выделяющиеся при этом пары СОЖ оказываются купированными в рабочей зоне - замкнутом кольцевой завесой СОЖ пространстве вокруг инструмента. При включении системы отсоса пары СОЖ через патрубок 23 выводятся из замкнутой зоны и направляются для конденсации и повторного использования. Образующаяся в процессе обработки изделия металлическая стружка свободно проходит через кольцевую завесу СОЖ, не нарушая ее плотности, или удаляется из зоны резания оператором обычными приспособлениями. При этом пленка, образующая кольцевую завесу из СОЖ, остается достаточно прозрачной и не препятствует наблюдению за зоной обработки и образующейся в ней стружкой. Если по завершении обработки изделия в одной позиции выведение инструмента из зоны обработки и установка его для обработки изделия в очередной позиции предусматривается вручную самим оператором, после выведения инструмента из зоны обработки отключают подачу СОЖ в зону обработки и в коллектор, а после установки инструмента для обработки очередной позиции при включении рабочей подачи инструмента включают и подачу СОЖ. Если обработка изделия осуществляется на станке с ЧПУ и такая его переустановка обеспечивается автоматически - отключение подачи СОЖ не требуется до завершения полной обработки изделия или установленной ее части.
Таким образом, предлагаемые для его осуществления позволяют исключить разбрызгивание СОЖ и распространение мест и существенно улучшить условия работы обслуживающего персонала, упростить обслуживание рабочих мест, что в целом позволяет повысить производительность труда.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ГЛУБОКОГО СВЕРЛЕНИЯ | 1999 |
|
RU2169642C2 |
| УСТРОЙСТВО ДЛЯ ГЛУБОКОГО СВЕРЛЕНИЯ | 1999 |
|
RU2169059C2 |
| СПОСОБ ОХЛАЖДЕНИЯ РЕЖУЩЕЙ ЧАСТИ СВЕРЛА ДЛЯ ОБРАБОТКИ ГЛУБОКИХ ОТВЕРСТИЙ И СВЕРЛО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2156180C2 |
| СВЕРЛО ОДНОСТОРОННЕГО РЕЗАНИЯ И СПОСОБЫ ЕГО ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 1996 |
|
RU2101141C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАПРАВЛЯЮЩЕЙ ВТУЛКИ | 1995 |
|
RU2096138C1 |
| УСТРОЙСТВО ДЛЯ ГЛУБОКОГО СВЕРЛЕНИЯ | 1996 |
|
RU2105639C1 |
| НАПРАВЛЯЮЩАЯ ВТУЛКА | 1995 |
|
RU2098236C1 |
| ШПИНДЕЛЬНЫЙ УЗЕЛ МЕТАЛЛОРЕЖУЩЕГО СТАНКА | 1996 |
|
RU2107592C1 |
| НАПРАВЛЯЮЩАЯ ВТУЛКА | 1995 |
|
RU2104128C1 |
| СПОСОБ ИЗМЕРЕНИЯ ПАРАМЕТРОВ ОТВЕРСТИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2194244C2 |
Изобретение предназначено для защиты зоны резания и исключения разбрызгивания СОЖ и может быть использовано в сверлильных и других обрабатывающих станках с вертикальным расположением оси вращаемого обрабатывающего инструмента и с применением в процессе обработки СОЖ. Сущность способа заключается в том, что одновременно с подачей СОЖ в зону резания вокруг инструмента создают сплошную кольцевую завесу из СОЖ с образованием замкнутой зоны. Для этого осуществляют дополнительную подачу необходимого количества СОЖ в виде охватывающей инструмент кольцевой струи. Дополнительно может быть осуществлен отсос паров СОЖ из упомянутой замкнутой зоны. Устройство содержит съемный кольцевой коллектор, концентрично закрепленный на корпусе сверлильной бабки станка. В коллекторе на обращенной к обрабатываемому изделию стороне выполнена кольцевая щель и предусмотрен подвод СОЖ в полость коллектора. Коллектор выполнен составным с прямоугольной формой канала в радиальном сечении. Расход подаваемого потока СОЖ должен превышать ее расход через кольцевую щель коллектора для предотвращения разрыва сплошности кольцевой завесы. В процессе обработки замкнутая зона из СОЖ вокруг инструмента купирует испарения СОЖ в рабочей зоне, предотвращает их распространение в зону обслуживания оборудования и исключает разбрызгивание СОЖ, что обеспечивает повышение производительности труда. 2 с. и 5 з.п.ф-лы, 2 ил.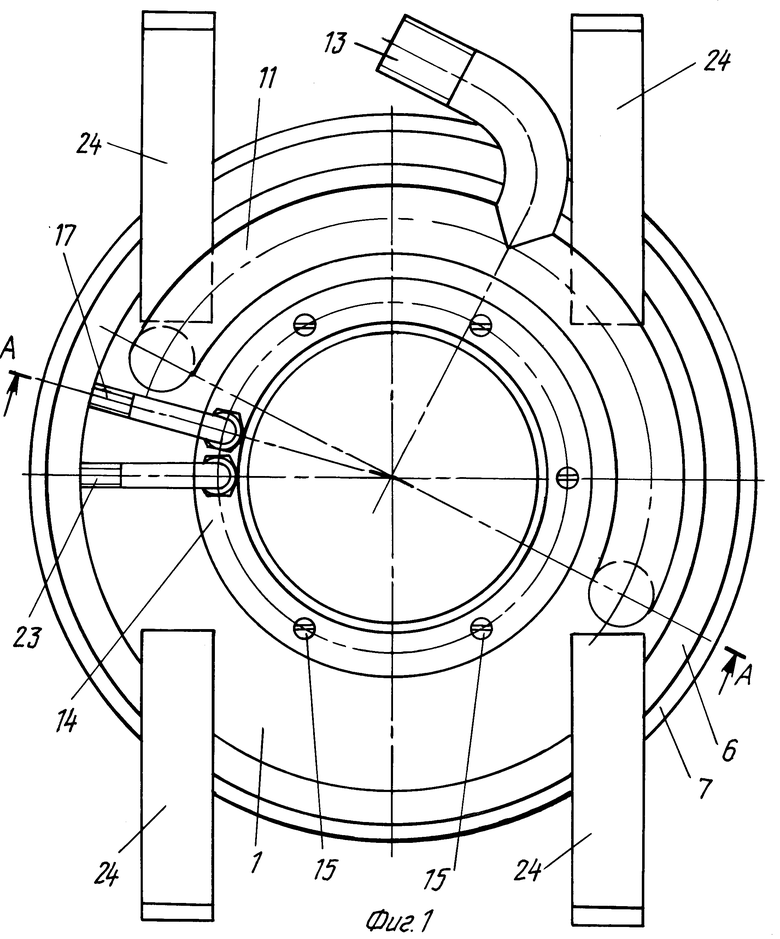
| Шпиндельный узел станка с устройством подачи смазочно-охлаждающей жидкости | 1987 |
|
SU1426749A1 |
| Устройство для ограждения зоны резания | 1983 |
|
SU1090534A1 |
| Металлообрабатывающий инструмент | 1979 |
|
SU776908A1 |
| Устройство для вытяжки масляного тумана | 1970 |
|
SU445190A1 |
| US 3609924 05.10.1971. | |||
