Посредством предлагаемой оправки для установки листов имеется в виду достигнуть ускорения и удешевления процесса изготовления . полых изделий путем сварки.
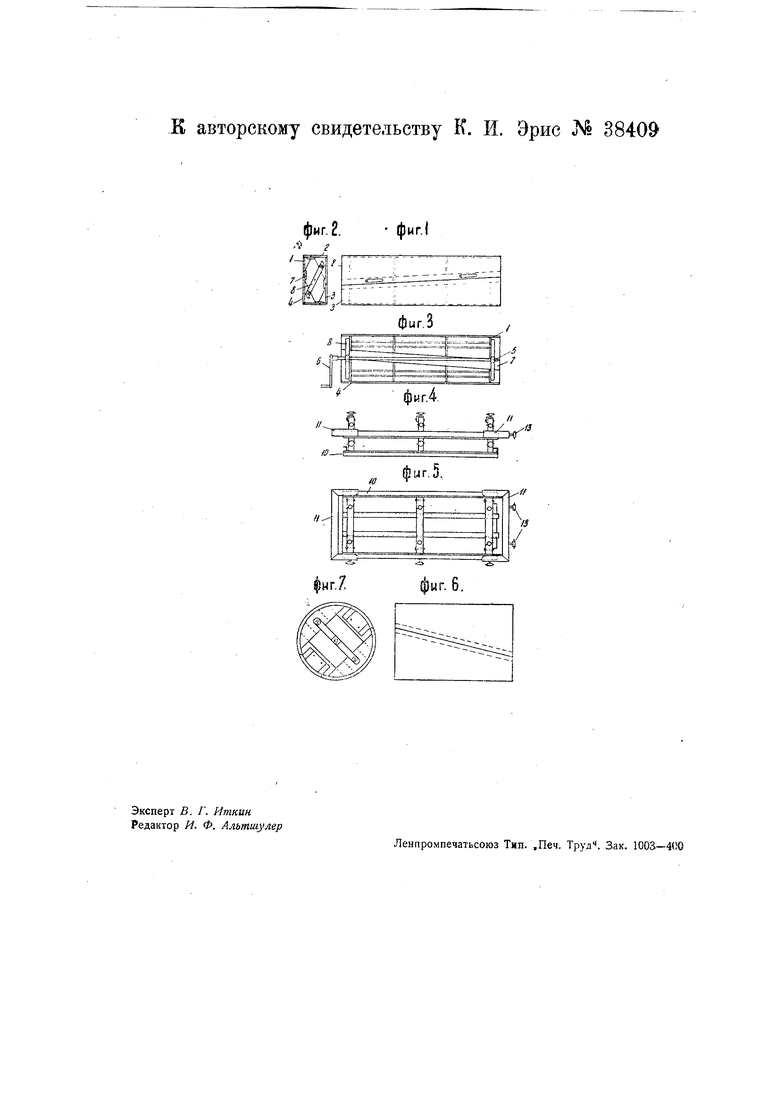
На чертеже фиг. 1 изображает вид оправки сбоку; фиг. 2-вид ее с торца; фиг. 3 - продольный разрез оправки; фиг. 4 - вид зажимной рамы сбоку; фиг. 5 - вид ее сверху; фиг. б - вид сбоку оправки для установки листов при сварки круглых труб; фиг. 7-вид ее с торца.
Предлагаемая оправка для установки листов при изготовлении полых изделий путем сварки состоит из системы попарно связанных клинообразных частей 1, 3 VI 2, 4, расположенных с возможностью скольжения одной пары по другой и раздвигаемых и стягиваемых при помощи связывающих их планок 8, через которые пропущен натяжной болт 5, приводимый во вращение рукояткой 6.
При вращении рукояткой 6 болта 5 части 7 и 5 перемещаются в одну сторону, получая правильное движение от направляющих планок 7, а части 2 vi4 перемещаются в противоположную сторону.
Раздвижение частей приводит к тому, что размеры оправки по щирине и высоте уменьшаются (при увеличении длины), что позволяет вынуть всю оправку из сваренного изделия.
Обжимная наружная рама 10 для удержания на оправке свариваемых листов состоит из рещетчатой коробки. которая после заложения в нее оправки и свариваемых листов затягивается натяжками 7/ при помощи упорных затягивающих винтов 13.
Круглая раздвижная оправка, основанная на том же принципе для сварки точных круглых полых труб, изображена на фиг. б-8.
Предмет изобретения.
1.Оправка для установки листов при изготовлении полых изделий путем свар ки, отличающаяся тем, что она состоит из системы попарно связанных клинообразных частей /, 5 и 2, 4, расположенных с возможностью скольжения одной пары по другой с целью изменения размеров оправки по щирине и высоте для вынимания ее из сваренного изделия, причем для удержания листов на оправке применена рама 10 с натяжками 77.
2.Форма выполнения оправки по пЛ, отличающаяся тем, что, с целью раздвигания и стягивания парных клинообразных частей 7, 5 и 2, 4, через связывающие их планки 8 пропущен натяжной болт 5.
фмг. 2. фиг.1
/; I
/фиг.З
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СБОРКИ И СВАРКИ ПОЛЫХ ИЗДЕЛИЙ | 2000 |
|
RU2189893C2 |
| Устройство для изготовления замкнутых коробчатых изделий | 1986 |
|
SU1342560A1 |
| Машина для очистки улиц | 1924 |
|
SU1467A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОГО ТОНКОСТЕННОГО СВАРНОГО ИЗДЕЛИЯ С ТОЛСТОСТЕННЫМИ НАВЕСНЫМИ ЭЛЕМЕНТАМИ | 2019 |
|
RU2718507C1 |
| Установка для сборки и сварки кольцевых стыков базовой детали и детали насыщения | 1991 |
|
SU1782200A3 |
| УСТРОЙСТВО ДЛЯ СБОРКИ И СВАРКИ ИЗДЕЛИЙ ТИПА СИЛЬФОНОВ | 1991 |
|
RU2014188C1 |
| Линия для изготовления цилиндрических емкостей | 1985 |
|
SU1355422A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНИЧЕСКИХ ТРУБ | 1992 |
|
RU2110346C1 |
| Внутренняя оправка трубосварочного стана | 1981 |
|
SU1044376A1 |
| Передвижная распределительная электрическая установка, служащая для подачи тока к передвижным приемникам | 1931 |
|
SU29521A1 |
фмг. 5.

