Изобретение относится к упрочняющей обработке металлических деталей машин методами поверхностного пластического деформирования.
Известен способ контроля процесса обработки дробью (авторское свидетельство СССР 1159771, МПК В 24 С 1/00 1997 г.), заключающийся в том, что контроль процесса обработки дробью осуществляют двумя датчиками, расположенными близко один возле другого, и замеряют давление от удара одной дробинки и потока дроби.
Однако известный способ контроля имеет следующие недостатки: он не обеспечивает необходимую точность контроля процесса обработки дробью, что связано с конструктивной особенностью расположения датчиков, у которых оси их чувствительных элементов смещены на некоторое расстояние друг от друга. Причем межосевое расстояние увеличивается при контроле потока дроби большего диаметра. А так как плотность потока абразива распределена неравномерно, то на датчики, помещенные в зону обработки, воздействует поток абразива разной плотности, это приводит к несоответствию показаний импульсов единичных ударов и потока абразива.
Изобретение направлено на повышение точности контроля процесса обработки дробью путем раздельного определения скоростной и расходно-скоростной характеристик потока дроби.
Технический результат достигается тем, что двумя датчиками фиксируют параметр обработки и по нему судят об ее интенсивности, причем двумя датчиками замеряют давление от удара одной дробинки и потока дроби, в качестве контролируемого параметра выбирают удельный расход дроби, помещая оба датчика в зону действия потока дроби в одной плоскости максимально близко один от другого, а удельный расход определяют по формуле
где Fcp - среднее усилие потока дроби; средний импульс удара одной дробинки;
средний импульс удара одной дробинки;
Δt - средняя продолжительность удара одной дробинки;
Sn - площадь контактной поверхности датчика потока,
датчик контроля единичных ударов помещают внутрь датчика потока дроби и соосно с ним с минимальным зазором, обеспечивающим их осевые перемещения друг относительно друга, а площадь контактной поверхности датчика потока определяется по формуле
где Sn - площадь контактирования чувствительной втулки датчика потока;
Dв - наружный диаметр чувствительной втулки датчика потока;
dв - внутренний диаметр чувствительной втулки датчика потока;
D0 - диаметр чувствительного стержня датчика единичных ударов.
Отличие от прототипа состоит в том, что датчик контроля единичных ударов помещают внутрь датчика потока дроби и соосно с ним, а площадь контактной поверхности датчика потока определяют по формуле
где Sn - площадь контактирования чувствительной втулки датчика потока;
Dв - наружный диаметр чувствительной втулки датчика потока;
dв - внутренний диаметр чувствительной втулки датчика потока;
D0 - диаметр чувствительного стержня датчика единичных ударов.
Сущность предлагаемого способа контроля заключается в конструктивной особенности расположения датчика единичных ударов внутри датчика потока дроби и соосно с ним.
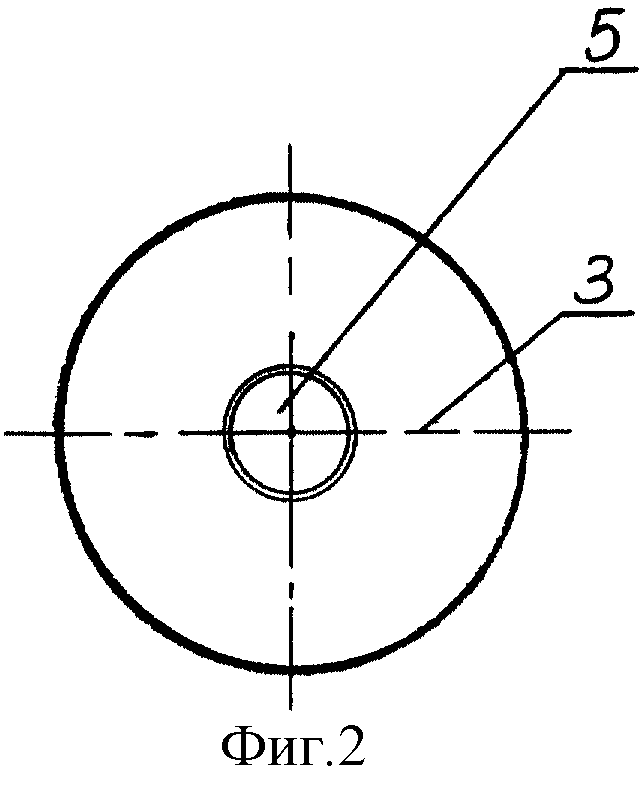
Способ осуществляется следующим образом. На фиг.1 изображено устройство для осуществления способа, состоящее из корпуса 1, в котором расположена чувствительная втулка 2 датчика потока с площадью контактирования 3 (фиг.2). Внутри чувствительной втулки 2 датчика потока и соосно с ней помещен чувствительный стержень 4 датчика единичных ударов с площадью контактирования 5 (фиг.2), который связан с разветвителем сигнала 6. С разветвителя 6 сигнал поступает на усилитель 7 датчика единичных ударов, а затем на осциллограф 8. Сигнал с чувствительной втулки 2 датчика потока и разветвителя 6 подается на сумматор 9, с которого поступает на усилитель 10 датчика потока и на осциллограф 8.
Чувствительная втулка 2 и чувствительный стержень 4 во время обработки подвержены воздействию дроби 11 через площади контактирования 3 и 5 соответственно.
Контроль удельного расхода дроби по предлагаемому способу осуществляют следующим образом.
При контроле процесса обработки дробью чувствительные элементы обоих датчиков вводят в контролируемый поток дроби 11. Чувствительный стержень 4 датчика единичных ударов имеет площадь 5, которая контактирует с обрабатывающей средой и определяется по формуле
где D0 - диаметр стержня, передающего импульс единичного удара.
Величина D0=(l,2...1,4)D, где D - диаметр дроби.
Данное соотношение выбрано с учетом того, чтобы исключить одновременный удар двумя дробинками по площади контактирования чувствительного стержня датчика единичных ударов. При этом подбор внутреннего диаметра втулки датчика потока и диаметр стержня датчика единичных ударов необходимо осуществлять таким образом, чтобы соблюдался минимальный зазор, обеспечивающий осевое перемещение чувствительных элементов друг относительно друга.
Чувствительная втулка 2 датчика потока имеет площадь контактирования 3 с потоком
где Sв - площадь контактирования чувствительной втулки;
Dn - наружный диаметр втулки;
dn - внутренний диаметр чувствительной втулки датчика потока.
Величина Dn=(5...10)D и зависит от расхода дроби и заданного размера зоны, для которого определяют удельный расход дроби, причем с уменьшением расхода дроби величина Dn изменяется в большую сторону, а с уменьшением размера исследуемой зоны изменяется в меньшую сторону. Площадь контактной поверхности датчика потока вычисляется по формуле
где Sn - площадь контактирования чувствительной втулки датчика потока;
Dв - наружный диаметр чувствительной втулки датчика потока;
dв - внутренний диаметр чувствительной втулки датчика потока;
D0 - диаметр чувствительного стержня датчика единичных ударов.
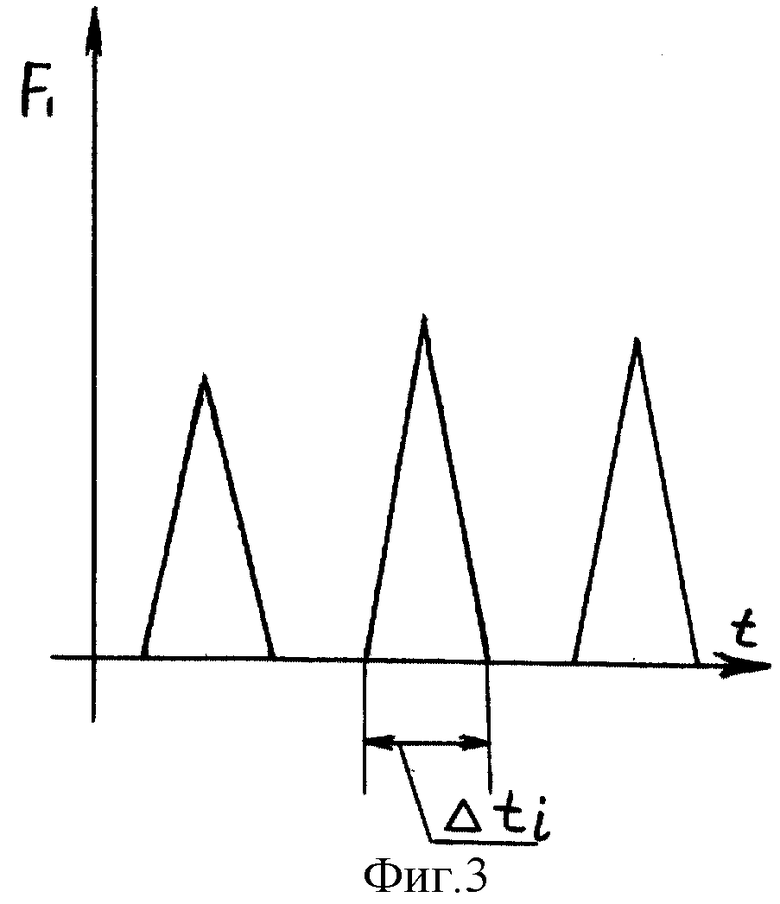
По предварительно оттарированной осциллограмме датчика единичных ударов (фиг.3) рассчитывают средний импульс единичного удара
где n - количество i-x импульсов на осциллограмме;
Fi=f(ti) - единичных ударов;
Δti - длительность i-го удара; средняя продолжительность единичного удара.
средняя продолжительность единичного удара.
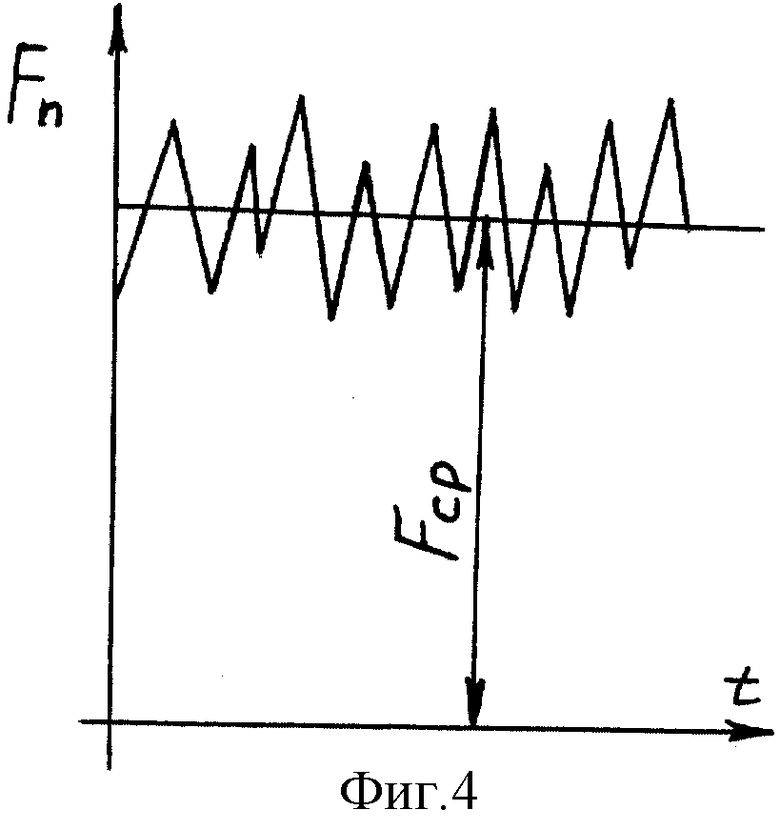
По предварительно оттарированной осциллограмме датчика потока дроби (фиг. 4) определяют среднее усилие Fcp, создаваемое суммарным давлением потока дроби и единичных ударов, на площади Sn. Величину Fcp определяют средней линией Fn=f(t). Произведение FcpΔt характеризует средний импульс потока дроби за время Δt единичного контактирования. Тогда количество дробинок N, одновременно ударяющих за время Δt на площади зоны обработки Sn, определяется отношением
Удельный расход дроби q вычисляют по формуле
или, подставляя (2) и (3), получают
Скорость потока дроби V определяют по осциллограмме единичного удара соотношением
где m - масса одной дробинки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТРОЛЯ ПРОЦЕССА ОБРАБОТКИ ДРОБЬЮ | 1983 |
|
SU1159771A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПЛОЩАДИ СЛЕДА СТРУИ АБРАЗИВА | 1999 |
|
RU2171173C2 |
| Способ измерения интенсивности обработки дробью | 1983 |
|
SU1151439A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ АДГЕЗИИ ГАЗОТЕРМИЧЕСКОГО ПОКРЫТИЯ | 1995 |
|
RU2084868C1 |
| СПОСОБ ФРИКЦИОННО-МЕХАНИЧЕСКОГО НАНЕСЕНИЯ АНТИФРИКЦИОННОГО ПОКРЫТИЯ | 1998 |
|
RU2157860C2 |
| СПОСОБ АБРАЗИВОСТРУЙНОЙ ОБРАБОТКИ | 1997 |
|
RU2140843C1 |
| УСТРОЙСТВО ДЛЯ РЕЦИРКУЛЯЦИИ ОТРАБОТАВШИХ ГАЗОВ | 2000 |
|
RU2190774C2 |
| УСТРОЙСТВО ДЛЯ ФРИКЦИОННО-МЕХАНИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЙ | 1999 |
|
RU2160325C2 |
| ЕМКОСТНЫЙ КОМПЕНСАЦИОННЫЙ УРОВНЕМЕР | 1999 |
|
RU2166736C2 |
| УСТРОЙСТВО ДЛЯ ПРИВИТИЯ ПРАКТИЧЕСКИХ НАВЫКОВ | 2000 |
|
RU2196360C2 |
Изобретение относится к упрочняющей обработке металлических деталей машин методами поверхностного пластического деформирования. Технический результат - повышение точности контроля процесса обработки дробью путем раздельного определения скоростной и расходно-скоростной характеристик потока дроби. Технический результат достигается тем, что двумя датчиками фиксируют параметр обработки и по нему судят об ее интенсивности, причем двумя датчиками замеряют давление от удара одной дробинки и потока дроби, в качестве контролируемого параметра выбирают удельный расход дроби, помещая оба датчика в зону действия потока дроби в одной плоскости максимально близко один от другого, а удельный расход определяют по заданному математическому выражению, датчик контроля единичных ударов помещают внутрь датчика потока дроби и соосно с ним с минимальным зазором, обеспечивающим их осевые перемещения относительно друг друга, а площадь контактной поверхности датчика потока определяется по заданному выражению. 4 ил.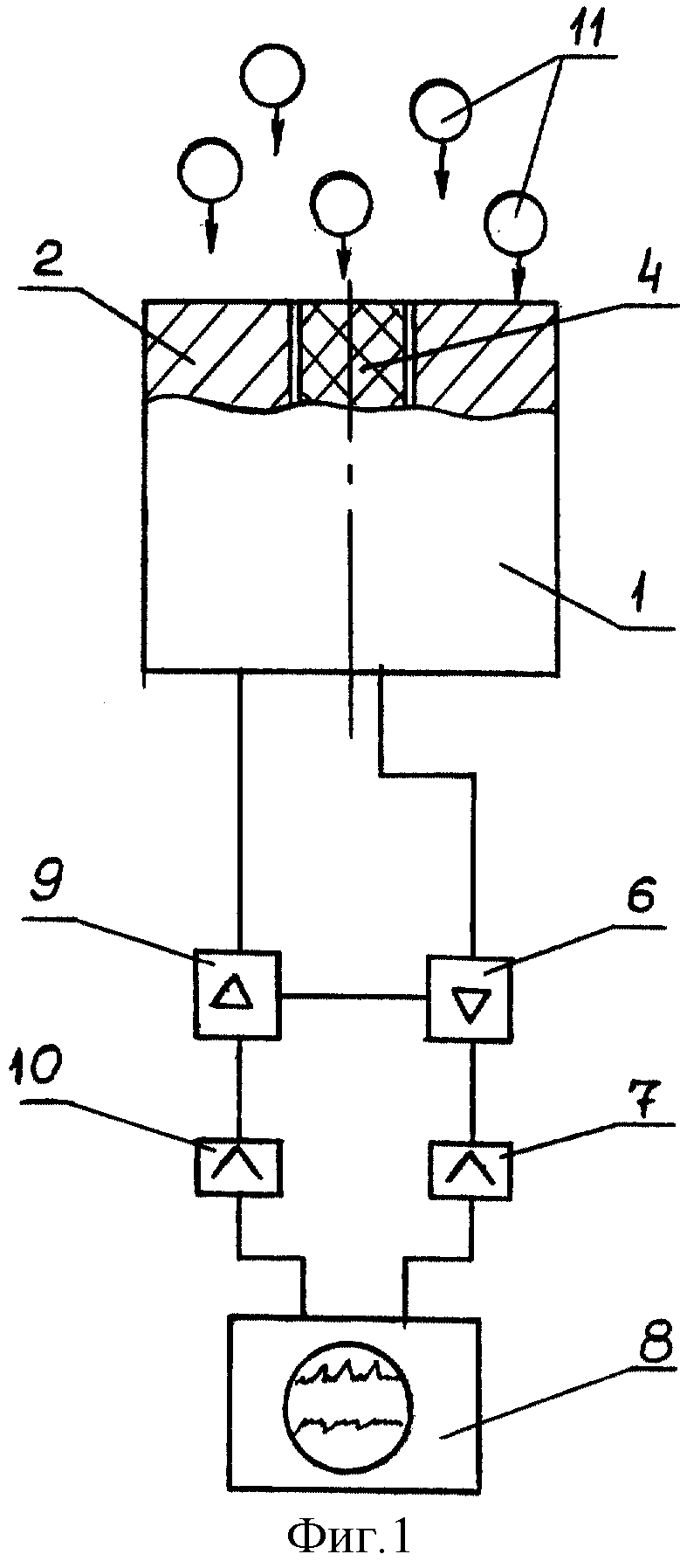
Способ контроля процесса обработки дробью, включающий измерение двумя датчиками давления от удара одной дробинки и потока дроби, причем оба датчика помещают в зону действия потока дроби в одной плоскости максимально близко один от другого, вычисляют удельный расход дроби по математическому выражению
где Fср - среднее усилие потока дроби; средний импульс удара одной дробинки;
средний импульс удара одной дробинки;
Δt - средняя продолжительность удара одной дробинки;
Sп - площадь контактной поверхности датчика контроля давления потока,
отличающийся тем, что датчик контроля давления от удара одной дробинки помещают внутрь датчика контроля давления потока дроби и соосно с ним с минимальным зазором, обеспечивающим их осевые перемещения относительно друг друга, а площадь контактной поверхности датчика контроля давления потока дроби вычисляют по математическому выражению
где Sп - площадь контактирования чувствительной втулки датчика контроля давления потока;
Dв - наружный диаметр чувствительной втулки датчика контроля давления потока;
dв - внутренний диаметр чувствительной втулки датчика контроля давления потока;
D0 - диаметр чувствительного стержня датчика контроля давления от удара одной дробинки.
| СПОСОБ КОНТРОЛЯ ПРОЦЕССА ОБРАБОТКИ ДРОБЬЮ | 1983 |
|
SU1159771A1 |
| СПОСОБ ПОЛУЧЕНИЯ МЕЛКОКРИСТАЛЛИЧЕСКОГО КОРУНДА | 1994 |
|
RU2077157C1 |
| СПОСОБ ЛЕЧЕНИЯ ПАТОЛОГИЧЕСКОГО СОСТОЯНИЯ | 1996 |
|
RU2098103C1 |
| US 3832809, 03.09.1974. | |||
