Изобретение относится к упрочняющей обработке металлических деталей машин методами поверхностного пластического деформирования.
Цель изобретения повышение точности контроля процесса обработки дробью путем раздельного определения скоростной и расходно-скоростной характеристик потока дроби.
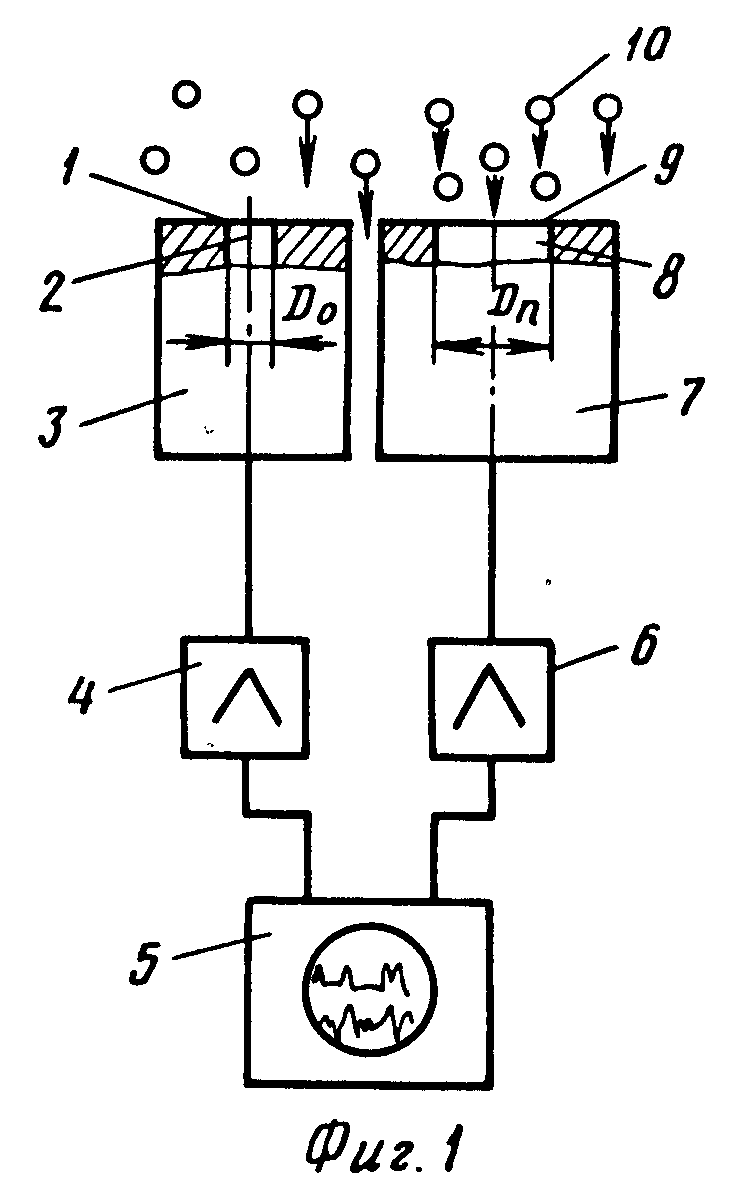
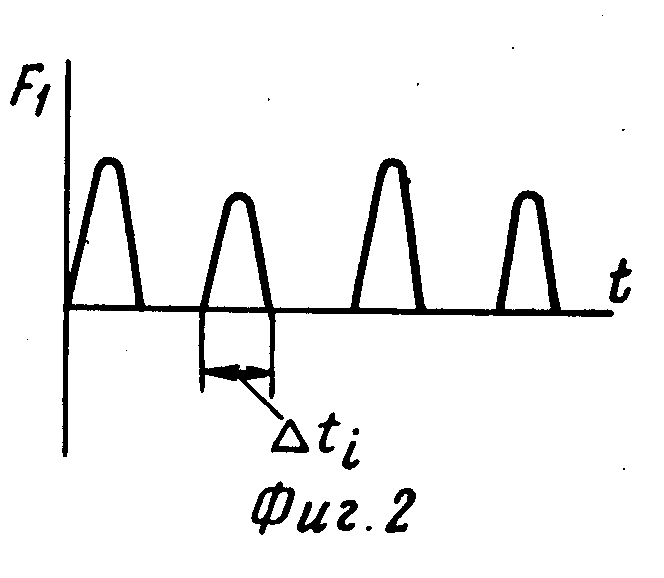
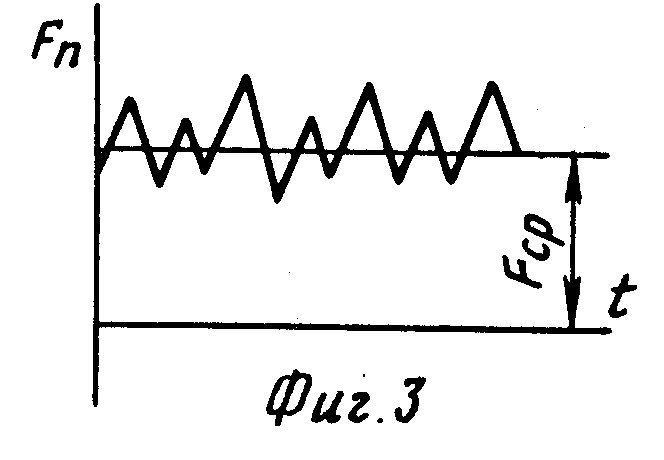
На фиг. 1 изображено устройство для осуществления способа; на фиг. 2 - осциллограмма единичных ударов; на фиг. 3 то же, давления потока дроби.
Устройство имеет площадь 1 контактирования на чувствительном стержне 2 датчика 3 единичного удара с усилителем 4, связанным с осциллографом 5, который в свою очередь связан с усилителем 6 датчика 7 потока. Датчик 7 потока имеет чувствительный стержень 8 с площадью 9 контактирования. Датчики 3 и 7 во время обработки подвергаются воздействию дроби 10.
Контроль удельного расхода дроби по предлагаемому способу осуществляют следующим образом.
Датчики 3 и 7 могут быть выполнены в одном корпусе или в раздельных корпусах. Оба датчика помещают в зону действия потока дроби. Чтобы скоростные характеристики потока были одинаковыми, оба датчика закрепляют в одной плоскости максимально близко один к другому. При контроле процесса обработки дробью оба датчика одновременно вводят в контролируемый поток дроби 10. Датчик 3 единичных ударов имеет чувствительный стержень 2, воспринимающий удары отдельных дробинок, площадь 1 контактирования которого с обрабатывающей средой составляет
где D0 диаметр стержня, передающего импульс удара на чувствительный элемент датчика 3. Величина D0 (0,8 1,2)D, где D - диаметр дроби. Данное соотношение выбирается для того, чтобы исключить одновременный удар по площади контактирования единичного датчика двух дробинок. Чувствительный стержень 8 датчика 7 потока имеет площадь контактирования 9 с потоком ,
,
где Dn диаметр стержня, передающего давление потока на чувствительный элемент датчика 7 потока. Величина Dn≥5D и зависит от расхода дроби и заданного размера зоны, для которого определяют удельный расход дроби. Датчик потока одновременно или с некоторым сдвигом во времени воспринимает удары нескольких дробинок. По предварительно оттарированной осциллограмме датчика 3 единичных ударов (фиг. 2) рассчитывают средний импульс единичного удара
где
n количество i-х импульсов на осциллограмме
Fi f(ti) единичных ударов;
Δti длительность i-го удара; средняя продолжительность единичного удара.
средняя продолжительность единичного удара.
По предварительно оттарированной осциллограмме датчика 7 потока дроби (фиг. 3) определяют среднее усилие Fср, создаваемое давлением потока дроби, на площади Sn. Величину Fср определяют средней линией на осциллограмме Fn f(t). Произведение FсрΔt характеризует средний импульс потока дроби за время Δt единичного контактирования. Тогда количество дробинок N, одновременно ударяющих за время Δt на площади зоны обработки Sn определяется отношением
Удельный расход дроби g вычисляют по формуле
или, подставляя (2) в (3), получают
Скорость потока дроби V определяют по осциллограмме единичного удара соотношением
где m масса одной дробинки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТРОЛЯ ПРОЦЕССА ОБРАБОТКИ ДРОБЬЮ | 2000 |
|
RU2189898C2 |
| Способ измерения интенсивности обработки дробью | 1983 |
|
SU1151439A1 |
| Способ дробеструйной обработки изделий | 1991 |
|
SU1779565A1 |
| Способ обработки зубьев пил | 1986 |
|
SU1389950A1 |
| Молоток | 1989 |
|
SU1620290A1 |
| Способ дробеметной очистки отливок | 1988 |
|
SU1712137A1 |
| Выпарной аппарат | 1981 |
|
SU1012932A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ТОЛЩИНЫ УПРОЧНЕННОГО НАКЛЕПОМ ПОВЕРХНОСТНОГО СЛОЯ | 1996 |
|
RU2121660C1 |
| Способ дробеструйной обработки металлических поверхностей | 1986 |
|
SU1395467A1 |
| Способ получения металлической дроби | 1977 |
|
SU622568A1 |
Способ контроля процесса обработки дробью, при котором датчиком фиксируют параметр обработки и по нему судят об ее интенсивности, отличающийся тем, что, с целью повышения точности контроля, берут дополнительный датчик и одновременно двумя датчиками замеряют давление от удара одной дробинки и потока дроби, причем в качестве контролируемого параметра выбирают удельный расход дроби, при этом оба датчика помещают в зону действия потока дроби в одной плоскости максимально близко один от другого, а удельный расход определяют по формуле
где Fс р - среднее усилие потока дроби; - средний импульс и средняя продолжительность удара одной дробинки;
- средний импульс и средняя продолжительность удара одной дробинки;
Sп - площадь контактной поверхности датчика потока.
Способ контроля процесса обработки дробью, при котором датчиком фиксируют параметр обработки и по нему судят об ее интенсивности, отличающийся тем, что, с целью повышения точности контроля, берут дополнительный датчик и одновременно двумя датчиками замеряют давление от удара одной дробинки и потока дроби, причем в качестве контролируемого параметра выбирают удельный расход дроби, при этом оба датчика помещают в зону действия потока дроби в одной плоскости максимально близко один от другого, а удельный расход определяют по формуле
где Fс р среднее усилие потока дроби; средний импульс и средняя продолжительность удара одной дробинки;
средний импульс и средняя продолжительность удара одной дробинки;
Sп площадь контактной поверхности датчика потока.
| УСТРОЙСТВО ДЛЯ ДРОБЕСТРУЙНЫХ УСТАНОВОК | 0 |
|
SU399558A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
