Изобретение относится к области станкостроения и может быть использовано в зубодолбежных станках для обработки цилиндрических зубчатых колес.
Известен зубодолбежный станок, который с целью повышения размерной стойкости долбяка при одновременном повышении производительности посредством устранения явления интерференции снабжен дополнительной кинематической цепью (а.с. 778961, B 23 F 5/12, по заявке 2687184/25-08. Заявл. 23.11.78).
Недостатком такого станка является значительная протяженность кинематических цепей, состоящих из механических звеньев, сложность конструкции, значительная металлоемкость.
Известен также зубодолбежный станок, содержащий узел заготовки, звено настройки и гидравлические шаговые приводы, управляемые пневматическими струйными коммутаторами, содержащими пневматический генератор опорной частоты, струйные и делительные устройства и устройства распределения управляющих импульсов (а.с. 1757795, B 23 F 5/12. Заявл. 04.12.90. Опубл. 30.08.92. Бюл. 32).
Недостатком указанного станка является то, что он не может исключить явление интерференции.
Технической задачей является упрощение конструкции кинематических цепей обката и круговой подачи, снижение металлоемкости, повышение точности цепей, размерной стойкости долбяка и производительности за счет устранения явления интерференции.
Поставленная задача достигается тем, что зубодолбежный станок, содержащий узел заготовки, узел инструмента, звено настройки и гидравлические шаговые приводы в цепях обката, круговой подачи и генераторы гидравлических импульсов, размещенные в звеньях настройки упомянутых приводов и предназначенные для обеспечения передаточного отношения в упомянутых цепях, связанного с расчетным числом рабочих щелей на вращающихся золотниковых втулках упомянутых генераторов, снабжен дополнительной гидравлической цепью круговых подач с передачей движения обката и круговой подачи на штоссель долбяка посредством суммирующего механизма, выполненного в виде дифференциала с коническими колесами.
На чертеже приведена схема предлагаемого станка.
Электродвигатель Д посредством органа настройки iv, например гитары сменных зубчатых колес, связан с тяговым валом 1, несущим механизм, например кривошипно-шатунный, кулисный 2, преобразующий вращательное движение вала 1 в поступательно-возвратное гильзы 3, несущей с возможностью вращения штоссель 4 долбяка 5.
По гидравлической цепи обката штоссель 4 посредством червячной передачи 6, кинематически связанной с гидравлическим шаговым двигателем 7, управляемым генератором гидравлических импульсов 8, золотниковая втулка с расчетным числом рабочих щелей которого получает вращение от гидромотора 9, связан с делительным столом 10, посредством червячной передачи 11, который в свою очередь получает вращение от гидравлического шагового двигателя 12, управляемого генератором гидравлических импульсов 13, золотниковая втулка с рабочими щелями которого получает вращение через несиловую гитару сменных колес 14 от вала генератора гидравлических импульсов 8.
Тяговый вал 1 связан гидравлической цепью круговых подач, содержащей гидравлический шаговый двигатель 15, управляемый генератором гидравлических импульсов 16, золотниковая втулка которого получает вращение от приводного зубчатого колеса 17, жестко закрепленного на тяговом валу 1; со штосселем 4 посредством червячной передачи 18 спаренного дифференциала с коническими колесами 19. К гидравлической цепи круговых подач добавлена дополнительная цепь, содержащая гидравлический шаговый двигатель 20, управляемый генератором гидравлических импульсов 21, золотниковая втулка с рабочими щелями которого получает вращение через несиловую гитару сменных колес 22 от вала генератора гидравлических импульсов 16, механизм, например кулачковый 23, преобразующий вращательное движение шагового гидродвигателя 20 в переменное поступательное, реечный механизм 24, преобразующий переменное поступательное движение в переменное вращательное, червячную передачу 25, посредством которой данная цепь связана с суммирующим механизмом 26, в виде дифференциала с коническими колесами.
Кинематическая цепь врезания, содержащая орган настройки 27, например гитару сменных колес, кулачок 28, связывает тяговый вал 1 с суппротом 29 гильзы 3.
Делительный стол 10 посредством ненастраиваемой кинематической цепи, содержащей кулачок отскока 30, связан с тяговым валом 1.
Рабочая жидкость к генераторам гидравлических импульсов подводится от насосной установки 31 по трубопроводу 32.
Станок работает следующим образом.
Заготовку нарезаемого колеса закрепляют на делительном столе 10. При включении электродвигателя Д начинает вращаться с рабочей скоростью тяговый вал 1, каждый оборот которого преобразуется в один двойной ход гильзы 3 штосселя 4 долбяка 5. Одновременно с вала 1 посредством приводного колеса 17 передается вращение на золотниковую втулку с рабочими щелями генератора гидравлических импульсов 16, управляющего гидравлическим шаговым двигателем 15, кинематически связанным со штосселем долбяка, дифференциальное движение, необходимое для осуществления переменной подачи, создается гидравлическим шаговым двигателем 20, управляемым генератором гидравлических импульсов 21, золотниковая втулка с рабочими щелями которого получает вращение через несиловую гитару сменных колес 22 от вала генератора гидравлических импульсов 16, кинематически связанным со штосселем 4 долбяка 5 посредством механизмов 23 и 24 через суммирующий механизм 19 в виде спаренного дифференциала с коническими колесами посредством червячных передач 25 и 18. Обкат осуществляется по цепи, состоящей из гидравлического шагового двигателя 7, кинематически связанного со штосселем долбяка 4 и управляемого генератором гидравлических импульсов 8, золотниковая втулка которого получает вращение от гидромотора 9. Штоссель 4 посредством гидромеханической связи связан с делительным столом 10, получающим вращение от шагового гидродвигателя 12, управляемого генератором гидравлических импульсов 13, золотниковая втулка которого получает вращательное движение посредством несиловой гитары сменных колес 14 от генератора гидравлических импульсов 8.
По кинематической цепи врезания от тягового вала 1 кулачок 28 сообщает движение врезания суппорту 29 штосселя 4. Это движение выключается после врезания долбяка на требуемую величину.
Делительному столу 10 при обратном ходе долбяка 5 через ненастраиваемую кинематическую цепь, содержащую кулачок 30, сообщается движение отвода.
По окончании нарезания колеса суппорт штосселя отводится в исходное положение, и станок выключается.
В результате сообщения штосселю долбяка 5 и делительному столу 10 указанных движений процесс нарезания зубчатого колеса не сопровождается явлением интерференции, что позволяет повысить качество обработки заготовок.
Изобретение относится к области станкостроения, к станкам для обработки цилиндрических зубчатых колес. Станок содержит узел заготовки, узел инструмента, звено настройки и гидравлические шаговые приводы в цепях обката, круговой подачи и генераторы гидравлических импульсов, размещенные в звеньях настройки упомянутых приводов и предназначенные для обеспечения передаточного отношения в упомянутых цепях, связанного с расчетным числом рабочих щелей на вращающихся золотниковых втулках упомянутых генераторов. Для повышения размерной стойкости долбяка при одновременном повышении производительности посредством устранения явления интерференции при обратном ходе долбяка станок снабжен дополнительной гидравлической цепью круговых подач с передачей движения обката и круговой подачи на штоссель долбяка посредством суммирующего механизма, выполненного в виде дифференциала с коническими колесами. 1 ил.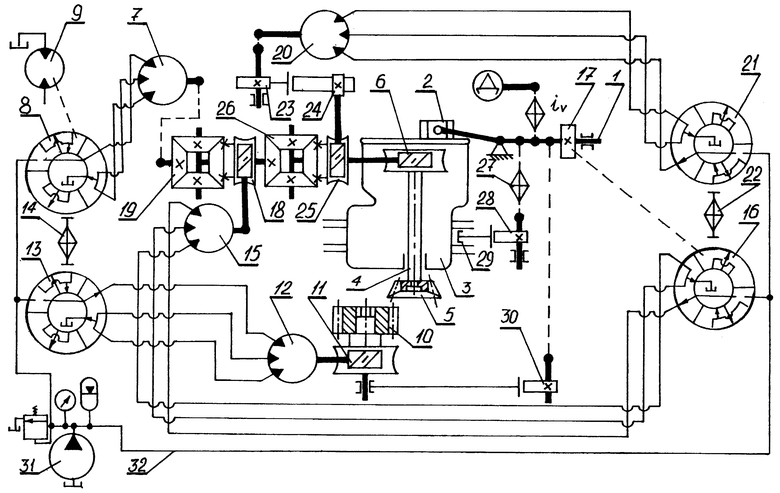
Зубодолбежный станок, содержащий узел заготовки, узел инструмента, звено настройки и гидравлические шаговые приводы в цепях обката, круговой подачи и генераторы гидравлических импульсов, размещенные в звеньях настройки упомянутых приводов и предназначенные для обеспечения передаточного отношения в упомянутых цепях, связанного с расчетным числом рабочих щелей на вращающихся золотниковых втулках упомянутых генераторов, отличающийся тем, что для повышения размерной стойкости долбяка при одновременном повышении производительности посредством устранения явления интерференции при обратном ходе долбяка он снабжен дополнительной гидравлической цепью круговых подач с передачей движения обката и круговой подачи на штоссель долбяка посредством суммирующего механизма, выполненного в виде дифференциала с коническими колесами.
| Гидравлическая цепь обката зубодолбежного станка | 1990 |
|
SU1757795A2 |
| Зубодолбежный станок | 1978 |
|
SU778961A1 |
| ГИДРАВЛИЧЕСКАЯ ЦЕПЬ ПОДАЧ ТОКАРНО-ЗАТЫЛОВОЧНОГО СТАНКА | 1994 |
|
RU2074806C1 |
| ТРИФОНОВ О.Н | |||
| и др | |||
| Применение гидравлических шаговых моторов в цепи обката зубодолбежного станка//Гидравлические системы металлорежущих станков | |||
| Межвузовский сборник научных трудов /Под ред | |||
| О.Н | |||
| Трифонова, - М.: МОССТАНКИН, 1977, вып.2, с.98-104. | |||
