Изобретение относится к станкостроению и может быть использовано для нарезания червячных колес методом тангенциальной подачи.
Известен зубофрезерный станок для нарезания червячных колес методом тангенциальной подачи, содержащий узел заготовки, узел инструмента, звено настройки и цепи деления, тангенциальной подачи инструмента и дифференциала (Федотенок А.А. Кинематическая структура металлорежущих станков.- М.: Машиностроение, 1970, с. 298-301, рис. 135).
Станок включает в себя основные узлы: фрезерный суппорт с инструментом, стол с заготовкой, привод вращения фрезы, звенья настройки кинематических цепей, выполненные в виде гитар сменных зубчатых колес.
Недостатком является значительная протяженность кинематических цепей, состоящих из механических звеньев, значительная металлоемкость, сложность конструкции.
Близким техническим решением является цепь деления зубодолбежного станка (Гидравлические системы металлорежущих станков/ Под ред. Трифонова О.Н. Вып. 2., М., 1977, с. 98-104).
Цепь состоит из узла инструмента, узла заготовки, исполнительных шаговых гидродвигателей, звена настройки, выполненного в виде генератора гидравлических импульсов.
Недостатком этой гидравлической связи является то, что она не обеспечивает нарезания червячных колес методом тангенциальной подачи.
Технической задачей является обеспечение обработки червячных колес методом тангенциальной подачи с применением во внутренней цепи гидравлических связей, повышение точности за счет сокращения, протяженности кинематической цепи, составленной из механических звеньев, путем исключения из нее ряда механических звеньев, снижение металлоемкости.
Указанная техническая задача достигается тем, что в каждой из цепей станка: деления (обката), дифференциальной, тангенциальной подачи - используется гидравлическая связь, включающая гидравлические шаговые двигатели, кинематически связанные посредством ходового винта тангенциальной подачи, червячных передач соответственно с фрезерным суппортом, заготовкой и суммирующим механизмом в виде дифференциала с коническими колесами и связанные посредством трубопроводов с генераторами гидравлических импульсов, содержащих золотниковые втулки с расчетным числом рабочих щелей, при этом указанные золотниковые втулки генератора гидравлических импульсов привода вращения заготовки выполнены с возможностью вращения от шпинделя инструмента, золотниковая втулка привода тангенциальной подачи получает вращение от зубчатого колеса, закрепленного на шпинделе заготовки, золотниковая втулка привода суммирующего механизма получает вращение от зубчатого колеса, закрепленного на ходовом винте тангенциальной подачи инструмента.
На чертеже представлена схема зубофрезерного станка для нарезания червячных колес методом тангенциальной подачи.
Станок включает в себя инструмент 1, совершающий вращательное движение от электродвигателя D через звено настройки iv, заготовку 2, взаимодействующую с инструментом по цепи обката (деления) и осуществляющую вращение от гидравлического шагового двигателя 3, кинематически связанного со столом станка через дифференциал 4 и управляемого от генератора гидравлических импульсов 5, золотниковая втулка с расчетным числом рабочих щелей которого получает вращение от зубчатого колеса 6, закрепленного на шпинделе инструмента 1, тангенциальная подача инструмента, связывающая вращение заготовки и перемещение инструмента в осевом направлении осуществляется от шагового гидродвигателя 7, кинематически связанного с инструментом посредством ходового винта 8 и управляемого генератором гидравлических импульсов 9, золотниковая втулка с рабочими щелями которого получает вращение от зубчатого колеса 10, закрепленного на шпинделе стола с заготовкой, дополнительное вращение заготовки, вызванное осевым перемещением инструмента осуществляется по дифференциальной цепи от шагового гидродвигателя 11, кинематически связанного через червячную передачу 12 с суммирующим механизмом в виде дифференциала с коническими колесами и управляемого от генератора гидравлических импульсов 13, золотниковая втулка с рабочими щелями которого получает вращение от зубчатого колеса 14, закрепленного на ходовом винте 8 тангенциальной подачи инструмента, передаточное отношение между величинами подач будет определяться расчетным числом рабочих щелей на золотниковых втулках генераторов гидравлических импульсов соответствующих приводов, рабочая жидкость при этом к генераторам гидравлических импульсов подводится по трубопроводам 15 от насосной установки 16.
Работа станка осуществляется следующим образом.
Вращение инструмента 1 производится от электродвигателя D через звено настройки iv и связано с вращением заготовки цепью деления (обката) и осуществляется шаговым гидродвигателем 3, кинематически связанным через суммирующий механизм 4 в виде дифференциала с коническими колесами со шпинделем заготовки 2 и управляемым генератором гидравлических импульсов 5, золотниковая втулка с рабочими щелями которого получает вращение от зубчатого колеса 6, закрепленного на шпинделе инструмента.
Тангенциальная подача инструмента осуществляется гидравлическим шаговым гидродвигателем 7, кинематически связанным с ходовым винтом 8 тангенциальной подачи и управляемым генератором гидравлических импульсов 9, золотниковая втулка которого получает вращение от шпинделя заготовки посредством зубчатого колеса 10, дополнительное вращение заготовки, обусловленное осевым перемещением инструмента, осуществляется дифференциальной цепью от шагового гидродвигателя 11, кинематически связанного посредством червячной передачи 12 с суммирующим механизмом 4 в виде дифференциала с коническими колесами и управляемого генератором гидравлических импульсов 13, золотниковая втулка с рабочими щелями которого получает вращение от зубчатого колеса 14, закрепленного на ходовом винте 8 тангенциальной подачи инструмента, при этом рабочая жидкость к генераторам гидравлических импульсов подводится по трубопроводу 15 от насосной установки 16.
Предлагаемое изобретение позволит упростить конструкцию станка, повысить точность цепей за счет сокращения ее протяженности путем исключения из нее ряда механических звеньев, снизить металлоемкость станка.
Изобретение относится к станкостроению, к зубофрезерным станкам для нарезания червячных колес методом тангенциальной пoдачи. Технический результат: упрощение конструкции станка, повышение точности за счет сокращения протяженности кинематических цепей путем исключения из них ряда механических звеньев, снижение металлоемкости. В цепях деления, дифференциала, тангенциальной подачи используются гидравлические шаговые двигатели, кинематически связанные с приводами заготовки и инструмента, при этом каждый из шаговых гидродвигателей управляется отдельным генератором гидравлических импульсов, обеспечивающим передаточное отношение гидравлических цепей. 1 ил.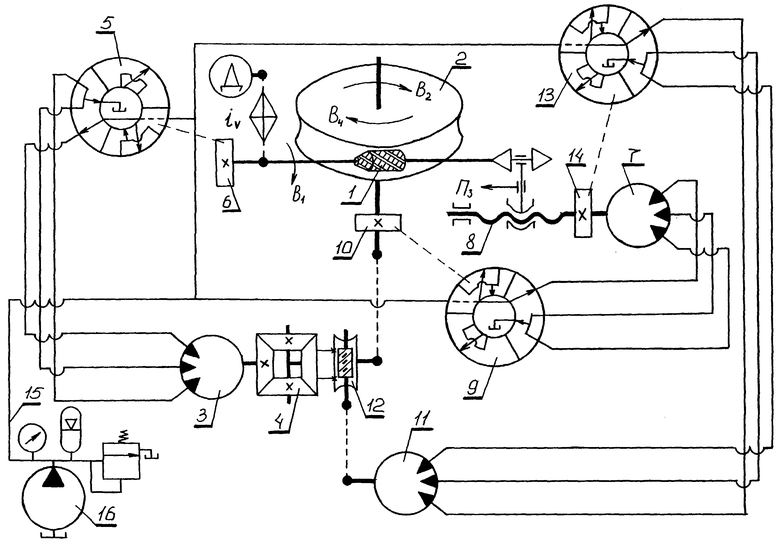
Зубофрезерный станок для нарезания червячных колес методом тангенциальной подачи, содержащий узел заготовки, узел инструмента, звено настройки и цепи деления, тангенциальной подачи инструмента и дифференциала, отличающийся тем, что он выполнен с гидравлическими связями и снабжен размещенными в упомянутых цепях деления, тангенциальной подачи инструмента и дифференциала приводами, каждый из которых включает гидравлический шаговый двигатель, кинематически связанный с заготовкой и инструментом, и звено настройки, выполненное в виде генератора гидравлических импульсов с вращающейся золотниковой втулкой, предназначенного для обеспечения передаточного отношения в соответствующей цепи через соотношение частот гидравлических импульсов, определяемое расчетным числом рабочих щелей на упомянутых вращающихся золотниковых втулках, и соединенного с гидравлическим шаговым двигателем системой трубопроводов.
| Федотенок А.А | |||
| Кинематическая структура металлургических станков | |||
| - М | |||
| Машиностроение, 1970, с | |||
| РАССЕИВАЮЩИЙ ТОПЛИВО МЕХАНИЗМ | 1920 |
|
SU298A1 |
| Разборный обод для испытания бескамерных пневматических шин | 1960 |
|
SU132492A1 |
| Способ окончательной обработки зубьев червячного колеса делительной пары зубофрезерного станка | 1980 |
|
SU942912A1 |
| Токарный автомат продольного точения с зубофрезерным приспособлением | 1979 |
|
SU1038075A1 |
| GB 1383568 A, 12.02.75 | |||
| СПОСОБ ПОЛУЧЕНИЯ 2,3-ДИАЛКИЛ-5-АЛКИЛИДЕНМАГНЕЗАЦИКЛОПЕНТ-2-ЕНОВ | 2006 |
|
RU2374255C2 |
