Изобретение относится к станкостроению и может быть использовано в зубофрезерных станках для обработки червячной фрезой конических колес с криволинейным зубом.
Известен станок для обработки конической червячной фрезой конических колес с криволинейным зубом, кинематическая внутренняя цепь которого составлена из механических звеньев и настраивается гитарами сменных зубчатых колес.
Недостатком такой цепи является значительная ее протяженность, сложность конструкции и наладки, значительная металлоемкость.
Технической задачей является упрощение конструкции цепи, снижение металлоемкости, повышение точности цепи станка.
Указанная техническая задача достигается тем, что зубофрезерный станок снабжен размещенными в цепях обката и дифференциала шаговыми гидравлическими двигателями, предназначенными для приведения во вращение заготовки и люльки с размещенным на ней режущим инструментом, и генераторами гидравлических импульсов, размещенными в звеньях настройки упомянутых шаговых гидравлических двигателей и предназначенными для обеспечения передаточного отношения в делительной и дифференциальной цепях, соответствующего отношению частот гидравлических импульсов, связанному с расчетным числом рабочих щелей на вращающихся золотниковых втулках упомянутых генераторов гидравлических импульсов.
На чертеже представлена схема зубофрезерного станка с гидравлическими цепями деления и дифференциала для обработки червячной фрезой конических колес с криволинейным зубом.
Станок включает в себя узел инструмента 1, последний совершает вращательное движение от электродвигателя Д через звено настройки iv, узел заготовки 2, взаимодействующей с инструментом по делительной цепи и получающей вращательное движение от шагового гидродвигателя 3, кинематически связанного посредством червячной передачи 4 с заготовкой и управляемого генератором гидравлических импульсов 5, золотниковая втулка с расчетным числом рабочих щелей которого получает вращение от приводного зубчатого колеса 6, кинематически связанного с инструментом; вращение люльки 7 с размещенным на ней инструментом осуществляется шаговым гидродвигателем 8, кинематически связанным с люлькой посредством червячной передачи 9 и управляемым генератором гидравлических импульсов 10, золотниковая втулка с расчетным числом рабочих щелей которого получает вращение от приводного зубчатого колеса 11, кинематически связанного с приводным двигателем Д, дифференциальное движение, необходимое для образования профиля зуба, осуществляется шаговым гидродвигателем 12, кинематически связанным через суммирующий механизм 13 в виде дифференциала с коническими колесами посредством червячной передачи 14 и управляемым генератором гидравлических импульсов 15, золотниковая втулка с рабочими щелями которого получает вращательное движение от приводного зубчатого колеса 16, кинематически связанного посредством червячной передачи 9 с люлькой 7 и размещенным на ней инструментом 1.
Рабочая жидкость к генераторам гидравлических импульсов подводится от насосной установки 17 по трубопроводу 18.
Работа станка осуществляется следующим образом.
Вращение инструмента 1, размещенного на люльке 7, осуществляется от электродвигателя Д через звено настройки iv и связано с вращением заготовки 2 гидравлической делительной цепью, включающей в себя гидравлический шаговый двигатель 3, кинематически связанный посредством червячной передачи 4 с заготовкой и управляемый генератором гидравлических импульсов 5, золотниковая втулка с расчетным числом рабочих щелей которого получает вращение от приводного зубчатого колеса 6, кинематически связанного с инструментом 1, вращение люльки 7 с размещенным на ней инструментом осуществляется шаговым гидродвигателем 8, кинематически связанным с люлькой посредством червячной передачи 9 и управляемым генератором гидравлических импульсов 10, золотниковая втулка с расчетным числом рабочих щелей которого получает вращение от приводного зубчатого колеса 11, кинематически связанного с приводным двигателем Д, дифференциальное движение, необходимое для образования профиля зуба, осуществляется шаговым гидродвигателем 12, кинематически связанным через суммирующий механизм 13 в виде дифференциала с коническими колесами посредством червячной передачи 14 и управляемым генератором гидравлических импульсов 15, золотниковая втулка с рабочими щелями которого получает вращательное движение от приводного зубчатого колеса 16, кинематически связанного посредством червячной передачи 9 с люлькой 13 и размещенным на ней инструментом 1.
Предлагаемое изобретение позволит упростить конструкцию станка, повысить точность кинематической цепи за счет сокращения ее протяженности путем исключения из нее ряда механических элементов, снизить металлоемкость станка.
Изобретение относится к станкостроению. Для повышения точности и снижения металлоемкости путем упрощения кинематической цепи станок содержит узел заготовки, узел инструмента, звено настройки, дифференциал, размещенные в делительной и дифференциальной цепях гидравлические шаговые двигатели, предназначенные для приведения во вращение заготовки и люльки с размещенным на ней режущим инструментом, и генераторы гидравлических импульсов, размещенные в звеньях настройки упомянутых шаговых гидравлических двигателей и предназначенные для обеспечения передаточного отношения в упомянутых цепях, соответствующего отношению частот гидравлических импульсов, связанному с расчетным числом рабочих щелей на вращающихся золотниковых втулках упомянутых генераторов гидравлических импульсов. 1 ил.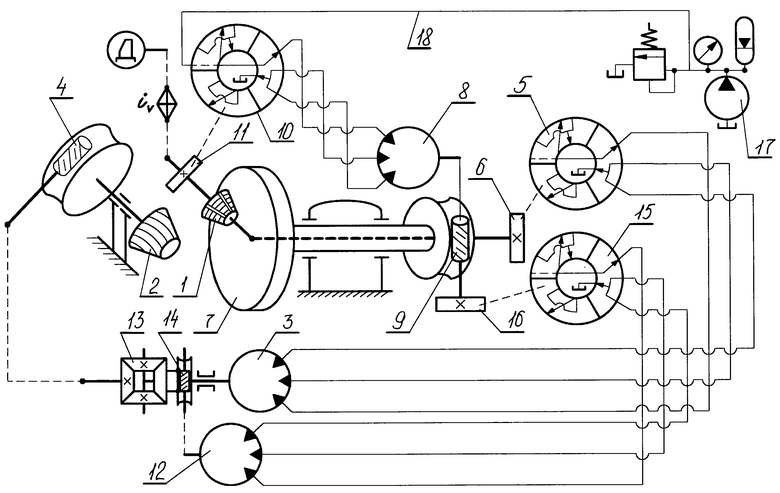
Зубофрезерный станок с гидравлическими связями для обработки червячной фрезой конических колес с криволинейным зубом, отличающийся тем, что он содержит узел заготовки, узел инструмента, звено настройки, дифференциал, размещенные в делительной и дифференциальной цепях гидравлические шаговые двигатели, предназначенные для приведения во вращение заготовки и люльки с размещенным на ней режущим инструментом, и генераторы гидравлических импульсов, размещенные в звеньях настройки упомянутых шаговых гидравлических двигателей и предназначенные для обеспечения передаточного отношения в упомянутых цепях, соответствующего отношению частот гидравлических импульсов, связанному с расчетным числом рабочих щелей на вращающихся золотниковых втулках упомянутых генераторов гидравлических импульсов.
| Наиболее близкий аналог не обнаружен | |||
| ФЕДОТЕНОК А.А | |||
| Кинематическая структура металлорежущих станков | |||
| - М.: Машиностроение, 1970, с.350-353, рис | |||
| Паровозный золотник (байпас) | 1921 |
|
SU153A1 |
| Станок для нарезания конических зубчатых колес с эвольвентными продольными очертаниями зубцов посредством шестернеподобного инструмента методом обкатки | 1948 |
|
SU82667A1 |
| Способ нарезания плоских зубчатых колес цилиндро-конических передач и червячная фреза для его осуществления | 1980 |
|
SU944825A1 |
| ЦЕПЬ ОБКАТА ЗУБОРЕЗНОГО СТАНКА ДЛЯ НАРЕЗАНИЯ КОНИЧЕСКИХ КОЛЕС СО СПИРАЛЬНЫМ ЗУБОМ | 1998 |
|
RU2146188C1 |
