Изобретение относится к технологии получения полимерных пленочных материалов со специальными механическими свойствами, которые могут быть использованы в пищевой и перерабатывающей отраслях промышленности.
Большинство мелких штучных пищевых продуктов, например конфеты, карамели, леденцы, шоколад, мучные сладости, упаковывают с помощью известных скоростных (до 1200 операций в минуту) автоматов в пленочную обертку. Открытые концы кусочков обертки, в которую завернуто штучное изделие, отрезанные от рулона пленки, с той же цикличностью автоматы заправляют "в носок" (конфеты "Белочка", "Ананасные" и т.д.) или "в перекрутку" (большинство карамелей). Обязательными требованиями к материалу упаковки являются его способность длительное время сохранять деформацию изгиба - складку (заправка "в носок") или скручивание - твист-эффект (заправка "в перекрутку"), достаточную жесткость и прочность на разрыв, отсутствие деформации в местах скоростного разреза (на кромках), ограниченная газовая (прежде всего относительно кислорода и влаги) проницаемость, ограниченная диффузия элементов упаковочного материала в продукт, контактирующий с упаковкой (наличие разрешения компетентных государственных органов охраны здоровья на контакт упаковки с соответствующими пищевыми продуктами).
Обычные полимерные материалы на основе целлофана, эфиров целлюлозы, полиолефинов, полиамидов, полимеров амилового ряда и т.д., используемых для упаковки пищевых продуктов [патент США 4528234, кл. В 32 В 15/08, 1985; патент США 4579696, кл. В 29 С 35/10, 1986; патент США 4753700, кл. 264-514, 1988], вследствие недостаточных механических свойств не могут быть использованы для упаковки продуктов "в перекрутку" на указанных скоростных автоматах.
Ярко выраженный твист-эффект имеют композиционные слоистые пленки, содержащие кроме полимерных слоев металлическую фольгу либо вощеную или парафинированную бумагу [патент Великобритании 1535982, кл. В 5 В, 1978]. Технология изготовления таких материалов очень трудоемка, а изготовленные по указанной технологии материалы имеют высокую себестоимость.
Наиболее близким решением к заявляемому изобретению по совокупности признаков и техническому результату является способ производства пленки из модифицированного полиолефина для упаковки пищевых продуктов, которая продолжительное время сохраняет твист-эффект [патент США 5128183, кл. В 29 D 22/00]. Этот способ избран в качестве прототипа.
Известный материал получают экструзией расплава изотактического полипропилена, модифицированного сополимером этилена с пропиленом и прозрачной амфорной смолой, которая имеет низкую молекулярную массу, например сосновой, при соотношении компонентов полимерной смеси (в % от общей массы) соответственно: 40-90: 5-25:5-35; охлаждением, вытягиванием с биаксиальным ориентированием структуры пленки и ее термофиксацией.
Пленочные материалы на полиолефиновой основе по данным исследований наиболее полно отвечают требованиям, предъявляемым к материалам упаковки пищевых продуктов, но у известного материала, полученного способом, избранным в качестве прототипа, при скоростном разрезе на упаковочных автоматах свежеобразованные кромки материала не свободны от деформации. Кроме того, у известного материала затруднено получение стабильных физико-механических свойств на больших площадях. Эти недостатки значительно ограничивают надежность работы заверточных автоматов, в которых используется известный пленочный материал, особенно при максимальной производительности.
Задачей изобретения является разработка способа получения пленочного материала на полиолефиновой основе для упаковки пищевых продуктов, который бы при сохранении привлекательного внешнего вида, безвредности контакта с пищевыми продуктами и способности к необратимой деформируемости допускал скоростную разрезку в разных направлениях без образования трещин и деформирования кромок.
Решение поставленной задачи в заявленном способе основывается на том, что получение пленочного материала экструзией расплава модифицированных полиолефинов с охлаждением, ориентированием и термофиксацией пленки, осуществляют с использованием в качестве модификатора сополимера пропилена с диеном при соотношении масс компонентов сополимера соответственно - 75-85: 15-25, либо пропилена и диена с этиленом при соотношеннии масс компонентов сополимера соответственно - 20,0-80,0: 0,5-9,0:19,5-79,5, обеспечивая содержание модификатора в материале в пределах 20-65% от общей массы полимерной композиции.
Наиболее стабильными свойствами обладает полимерный пленочный материал, у которого в качестве полиолефина использован изотактический полипропилен, и в котором диен в модификатор введен в виде дициклопентадиена.
По заявленному способу получен пленочный материал с высокой прозрачностью, привлекательной блестящей поверхностью, повышенной жесткостью, способностью сохранять до 75% деформации изгиба и скручивания, пригодный по результатам санитарно-гигиенических исследований для длительного непосредственного контакта с пищевыми продуктами. Особенно важным свойством полученного материала является практическое отсутствие деформации кромок пленки при скоростном разрезе (отсутствие остаточных напряжений на кромках пленки), что значительно уменьшает количество брака при скоростном (до 1200 операций в минуту) машинном упаковывании пищевых изделий, то есть повышает надежность работы упаковочных автоматов и технологичность процесса.
Способ получения пленочного материала осуществляется следующим образом.
Пример 1.
Гранулированный полиолефин, например изотактический полипропилен, в количестве 60% от общей массы полимерной композиции тщательно перемешивали с гранулированным сополимером пропилена (75%) и диена (25%) в течение 30 минут и смесь расплавляли (вариант 1а). Диен представлял собой дициклопентадиен, или бутадиен, или 1,4-гексадиен, или диеновьй мономер на основе этилидена норборнена.
В вариантах способа в качестве модификатора применяли также сополимер (вариант 1b) пропилена (50%), диена (2%) и этилена (48%). Количество модификатора в материале в разных экспериментах составляло 20, 30, 40, 50, 60, и 65% от массы полимерной композиции. Расплав на известной линии производства полимерных пленок с помощью шнекового экструдера с плоской щелью непрерывно выдавливали в виде пленки с дальнейшим охлаждением материала, ориентированием, например, независимым биаксиальным ориентированием при растяжении, с термофиксацией и обработкой поверхностного слоя коронным разрядом по известной технологии. При этом температурный режим выдерживали таким: температура экструдера: 242oС, фильтра: 245oС, фильеры: 242oС, холодильного агрегата (поливного барабана и водяной ванны): 25oС. Температуру валков при растягивании пленки вдоль направления ее движения выдерживали в пределах 113-111oС, поперек - 179-154oС. Степень растяжения вдоль - 500%, поперек - 920%, скорость линии - 120 м/мин, толщина пленки - 20±1,0 мкм.
Пример 2.
Учитывая то обстоятельство, что по результатам эксперимента с увеличением толщины пленочного материала эффективность расхода модификатора для обеспечения в материале заданного твист-эффекта снижается, для изыскания способов экономии модификатора получали многослойные материалы. Способом, изложенным в примере 1, одновременной экструзией из трех и пяти экструдеров (температура каскадных и сателлитных экструдеров: 242oС) получали трехслойную и пятислойную пленку общей толщиной 20±1,0; 23±1,0 и 28±l,5 мкм. При этом первый (внешний) слой (непосредственно контактирует с валками линии) имел толщину 8% от толщины готового материала, средний (внутренний) - 84% и внешний - 8%.
Содержание модификатора в каждом из слоев варьировали в пределах от 20 до 65%.
Для исследования условий устранения накопления статического электричества, блокирования (слипания) контактирующих поверхностей пленочного материала при его длительном хранении и определения оптимальных режимов окрашивания отдельных слоев без ухудшения санитарно-гигиенических свойств материала в состав его среднего и внешнего слоев добавляли известные антистатические и антиблокирующие наполнители, а также красители.
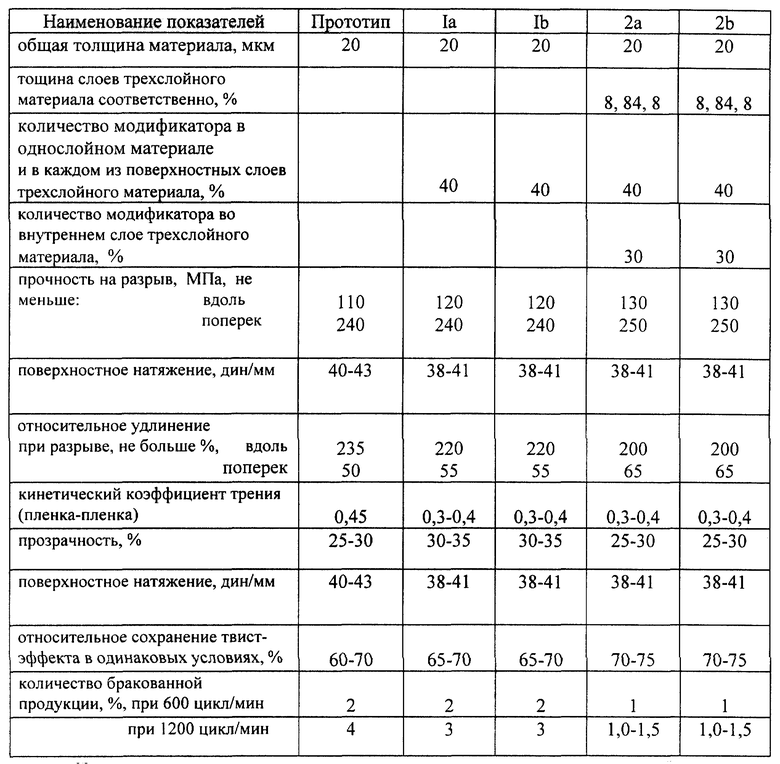
Сравнительные характеристики пленочных материалов приведены в таблице.
Материалы, полученные в примерах 1 (однослойный) и 2 (трехслойный) с использованием модификатора - двойного сополимера (пропилен и диен), указаны в таблице соответственно как 1a и 2a, а с использованием тройного сополимера (пропилен, диен и этилен) - 1b и 2b. Испытание физических свойств материалов осуществляли по стандартным методикам в идентичных условиях. Эксплуатационные свойства материалов определяли при упаковывании карамели типа "Театральная" - на упаковочной машине фирмы "Nagema" на скорости 1200 и 600 циклов в минуту.
При содержании диена, представленного дициклопентадиеном, или бутадиеном, или 1,4-гексадиеном, или диеновым мономером на основе этилидена норборнена, в двойном сополимере-модификаторе в количестве меньше 15% и в тройном сополимере-модификаторе менее 0,5% твист-эффект полимерной композиции существенно уменьшается, а при содержании его соответственно более 25% и 9% материал начинает растрескиваться при 20-40 циклах перегиба. В пределах отмеченных диапазонов количества диена резких изменений свойств упаковочного пленочного материала не отмечено. Наиболее стабильными свойствами в отмеченных диапазонах составов обладает пленочный материал, в котором в качестве диена использован дициклопентадиен.
Этилен в тройном сополимере в количестве менее 19,5% не способствует стабильности механических свойств материала на значительном удалении вдоль и поперек листа, при содержании его более 79,5% не обеспечивается в полимерном материале сохранения достаточного твист-эффекта. Внутри отмеченного диапазона изменение количества этилена не вызвает резкого изменения свойств материала в целом.
Введение модификатора в полимерный материал в количестве менее 20% от массы композиции не обеспечивает достаточного сохранения в пленочном материале твист-эффекта, при содержании его более 65% у материала значительно уменьшается усталостная прочность. Изменение количества модификатора в пределах 20-65% не вызывает резкого изменения свойств полимерной композиции в целом. Равное количество модификатора эффективнее проявляется в поверхностных слоях многослойного материала.
Использование известных красящих, антистатических и антиблокирующих добавок в количестве до 5% от массы однослойного материала или каждого из слоев полимерной композиции не препятствует получению упаковочного материала с требуемыми гигиеническими и физико-механическими свойствами.
Слоистый пленочный материал по заявленному изобретению, особенно с тремя и большим количеством слоев, при незначительном усложнении процесса изготовления материала обеспечивает его достаточные механические и физические свойства, а также значительное повышение технологичности процесса скоростного упаковывания мелких штучных товаров.
При толщине внешних слоев менее чем 5% от общей толщины материала, полученного по заявленному способу, не обеспечивается стабильный технологический режим его изготовления и не устраняется деформация его кромок при скоростном разрезании, при толщине - более 10% заметно снижается эффективность использования модификатора для обеспечения заданного показателя твист-эффекта слоистого материала.
Заявленное изобретение может быть реализовано на известных линиях производства пленочных материалов после соответствующего их переоборудования.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ПОЛИМЕРНОГО ПЛЁНОЧНОГО МАТЕРИАЛА | 2013 |
|
RU2554133C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛИМЕРНОГО ПЛЕНОЧНОГО МАТЕРИАЛА | 2000 |
|
RU2188832C2 |
| Полимерный пленочный материал и способ его производства | 2020 |
|
RU2755180C1 |
| Многослойная пленка с моноаксиальным ориентированием для упаковки кондитерских изделий | 2024 |
|
RU2836247C1 |
| ГЕТЕРОФАЗНАЯ ПОЛИОЛЕФИНОВАЯ КОМПОЗИЦИЯ | 2006 |
|
RU2326139C1 |
| МНОГОСЛОЙНАЯ ОРИЕНТИРОВАННАЯ РУКАВНАЯ ПЛЕНКА ДЛЯ УПАКОВКИ ПИЩЕВЫХ ПРОДУКТОВ | 2002 |
|
RU2245058C2 |
| УПАКОВКА В ВИДЕ ПЛЕНОЧНОГО МАТЕРИАЛА ДЛЯ ПИЩЕВЫХ ПРОДУКТОВ | 1998 |
|
RU2136563C1 |
| БАРЬЕРНАЯ ПЛЕНКА С УЛУЧШЕННОЙ ФОРМУЕМОСТЬЮ И НИЗКОЙ ТЕРМИЧЕСКОЙ УСАДКОЙ ПРИ ТЕМПЕРАТУРЕ ФОРМОВАНИЯ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2017 |
|
RU2660836C1 |
| УПАКОВКА ИЗ МНОГОСЛОЙНОГО ПЛЕНОЧНОГО МАТЕРИАЛА ДЛЯ ПИЩЕВЫХ ПРОДУКТОВ | 2006 |
|
RU2342296C2 |
| ПОГЛОЩАЮЩИЕ КИСЛОРОД СМЕСИ | 2009 |
|
RU2492191C2 |
Изобретение относится к технологии получения полимерных пленочных материалов на полиолефиновой основе для упаковки пищевых продуктов. Однослойный или многослойный полимерный пленочный материал получают экструзией расплава полиолефинов, модифицированных сополимером пропилена с диеном при соотношении масс компонентов соответственно 75-85:15-25, или сополимером пропилена и диена с этиленом при соотношении масс компонентов сополимера соответственно 20,0-80,0:0,5-9,0:19,5-79,5, в присутствии 20 - 65 мас.% модификатора. Материал имеет достаточную жесткость, прозрачность, блестящую привлекательную поверхность, ярко выраженную остаточную деформацию изгиба и скручивания (твист-эффект), физиологическую безвредность при непосредственном контакте с пищевыми продуктами. При этом допускается скоростная разрезка материала в разных направлениях без образования трещин и деформирования кромок. 3 з.п. ф-лы, 1 табл.
| US 5128183 А, 07.07.1992 | |||
| US 4355076 А, 19.10.1982 | |||
| US 4753700 А, 28.06.1988 | |||
| ПЛЕНКИ, ПОЛУЧЕННЫЕ ИЗ СОПОЛИМЕРОВ ЭТИЛЕНА | 1994 |
|
RU2156779C2 |
| ПЛЕНОЧНЫЙ ИЛИ ЛИСТОВОЙ МАТЕРИАЛ И ПЛЕНОЧНОЕ ИЛИ ЛИСТОВОЕ ИЗДЕЛИЕ | 1991 |
|
RU2097391C1 |

