Изобретение относится к области машино-, приборостроения и может быть использовано при производстве различного рода приводных механизмов передачи вращательных движений между валами с параллельными осями, в состав которых входят прямозубые изделия (ЗИ), полученные электроэрозионным вырезанием (ЭЭВ).
Наиболее близким способом того же назначения к заявленному изобретению по совокупности признаков является способ сопряжения прямозубых ЗИ в передачах между валами с параллельными осями, когда, независимо от метода получения и точности изготовления ЗИ, для передачи вращательного движения от ведущего вала к ведомому в конструкции механизма необходимо (фиг.1):
- обеспечить совпадение осей симметрии 1 и 2 соответственно ведущего 3 и ведомого 4 ЗИ, проходящих перпендикулярно оси вращения ведущего 5 и ведомого 6 валов;
- регламентировать величину межосевого расстояния W;
- исключить проворот ведущего 3 и ведомого 4 ЗИ относительно оси вращения соответственно ведущего 5 и ведомого 6 валов посредством, например, шпоночного соединения 7 (см. Зубчатые и червячные передачи. Некоторые вопросы кинематики, динамики, расчета и производства / Под ред. д-ра техн. наук Н. И. Колчина. Л. : Машиностроение, 1974. 352 с.; Зубчатые передачи: Справочник / Е.Г. Гинзбург, Н.Ф. Голованов, Н.Б. Фирун, Н.Т. Халебский. Под общ. ред. Е. Г. Гинзбурга. - 2-е изд., перераб. и доп. Л.: Машиностроение, 1980. 416 с.; Производство зубчатых колес: Справочник / С.Н. Колашников, А.С. Колашникова, Г.И. Коган и др. Под общ. ред. Б.А. Тайца. - 3-е изд., перераб. и доп. М.: Машиностроение, 1990. 464 с.).
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа, принятого за прототип, относится то, что в известном способе не оговариваются условия взаимного расположения друг относительно друга торцовых поверхностей 8, 9 ведущего ЗИ 3 (см. фиг. 1) (при вертикальном исполнении ведомого 6 и ведущего 5 валов в конструкции приводного механизма - это, например, соответственно верхняя и нижняя торцовые поверхности, а при горизонтальном - например, левая и правая) относительно торцовых поверхностей 10, 11 ведомого ЗИ 4, что весьма важно для случая, когда в состав передачи входят ЗИ, полученные ЭЭВ. При изготовлении входящих в состав зубчатой передачи (ЗП) ЗИ, а точнее их зубчатых венцов (ЗВ), ЭЭВ образуется конусность боковых (исполнительных) поверхностей зубьев, величина которой обусловлена величиной износа проволочного электрода-инструмента (ЭИ), условиями прохождения рабочей жидкости через межэлектродное пространство и положением заготовки ЗИ относительно направляющих проволочного ЭИ. Если не регламентировать условия взаимного расположения торцовых поверхностей ведомого 4 и ведущего 3 ЗИ, полученных ЭЭВ, друг относительно друга, то после сборки контакт между боковыми поверхностями зубьев в передаче может быть реализован по одному из 4-х возможных вариантов: I, II, III, IV (фиг.2). Контакт между боковыми поверхностями зубьев ведомого 4 и ведущего 3 ЗИ по вариантам I и IV при наличии конусности приведет к нарушению кинематических функций ЗП (повлияет на величину бокового зазора в передаче, форму и расположение контактной линий и пятна контакта, вызовет колебание межосевого расстояния), что в последующем предопределит неравномерный износ боковых поверхностей зубьев и приведет к снижению работоспособности передачи. Контакт между боковыми поверхностями зубьев ведомого 4 и ведущего 3 ЗИ по вариантам II и III исключает недостатки, присущее вариантам I и IV, но при этом нет 100% гарантии в том, что при сборке один из этих вариантов (II или III) будет реализован.
Сущность изобретения заключается в решении задачи исключения вероятности реализации вариантов (I, IV) нежелательного контакта зубьев, приводящих к нарушению кинематических функций ЗП и снижению ее работоспособности.
Технический результат - повышение точности и работоспособности ЗП между валами с параллельными осями, в состав которых входят ЗИ, полученные ЭЭВ.
Указанный технический результат достигается тем, что в известном способе сопряжения прямозубых ЗИ в передаче между валами с параллельными осями для передачи вращательного движения от ведущего вала 5 к ведомому валу 6 (фиг.1) обеспечивается совпадение осей симметрии 1 и 2 соответственно ведущего 3 и ведомого 4 ЗИ, проходящих перпендикулярно осям вращения ведущего 5 и ведомого 6 валов, регламентируется величина межосевого расстояния W, исключается проворот ведущего 3 и ведомого 4 ЗИ относительно оси вращения соответственно ведущего 5 и ведомого 6 валов по средствам шпоночного соединения 7.
Особенность заявляемого способа заключается в том, что с целью повышения точности и работоспособности ЗП между валами с параллельными осями, в состав которых входят ЗИ, полученные ЭЭВ, ЗИ ориентируются дополнительно таким образом, чтобы при сборке для компенсации конусности верхняя (левая) торцовая поверхность 8III ведущего ЗИ 3 (см. фиг.2) находилась в одной плоскости "П-П" с нижней (правой) торцовой поверхностью 10III ведомого ЗИ 4 или нижняя (правая) торцовая поверхность 9II ведущего ЗИ 3 находилась в одной плоскости "П-П" с верхней (левой) торцовой поверхностью 11II ведомого ЗИ 4, что достигается нанесением надписей на торцовые поверхности заготовок ЗИ в зоне, ограниченной окружностью посадочного отверстия диаметром dпо ЗИ и окружность впадин зубьев диаметром df (например, верхняя (левая) - "В.Л", нижняя (правая) - "Н. П") одним из электроконтактных способов (электроконтактным гравированием) до выполнения операции ЭЭВ зубьев 3В (фиг.3).
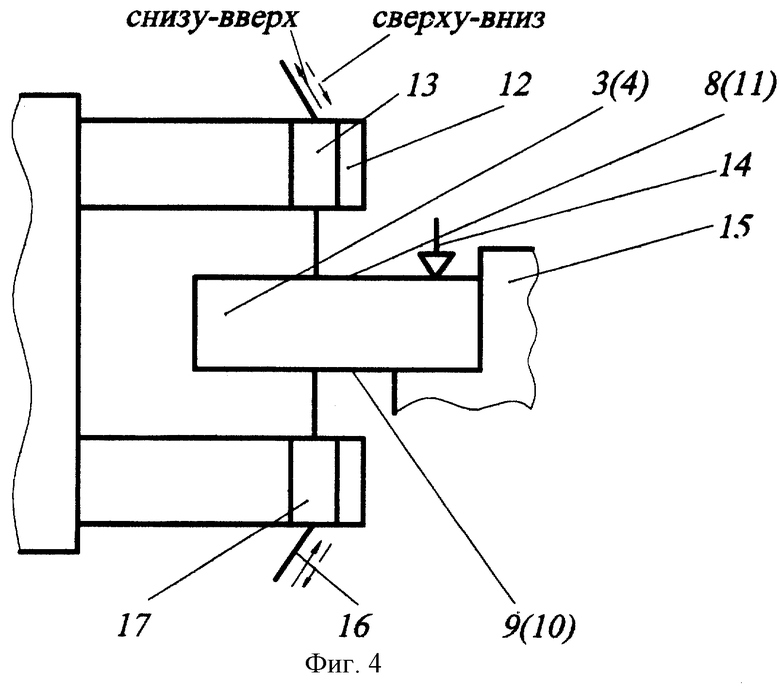
Кроме того, особенность способа заключается в том, что на операциях ЭЭВ зубьев 3В проволочным ЭИ 16 (фиг.4) заготовки 3 (4) соответственно ведущего и ведомого ЗИ, с нанесенными на их торцовые поверхности 8(11) и 9 (10) электроконтактным гравированием надписями соответственно "В.Л" и "Н.П", устанавливают на столе 15 электроэрозионного вырезного станка и закрепляют прихватом 14 таким образом, чтобы торцовые поверхности 8 (11) с надписью "В.Л" находились непосредственно под верхней направляющей 13 инструментальной скобы 12 станка или торцовые поверхности 9 (10) с надписью "Н.П" находились непосредственно над нижней направляющей 17.
Кроме этого, особенность способа заключается в том, что ЭЭВ зубьев 3В каждого из ЗИ 3 (4) соответственно ведущего и ведомого, входящих в состав ЗП между валами с параллельными осями механизма привода должно осуществляться при прочих равных условиях (режимах обработки).
По имеющимся у авторов сведениям совокупность существенных признаков, характеризующих сущность заявляемого изобретения не известна из уровня техники, что позволяет сделать вывод о соответствии изобретения критерию "новизна".
По мнению авторов, сущность заявляемого изобретения не следует для специалиста явным образом из известного уровня техники, так как из него не выявляется вышеуказанное влияние на получаемый технический результат - новое свойство объекта - совокупность признаков, которые отличают от прототипа заявляемое изобретение, что позволяет сделать вывод о его соответствии критерию "изобретательский уровень".
На чертежах представлено:
- на фиг. 1 показана схема сопряжения двух прямозубых ЗИ (ведущего 3 и ведомого 4), входящих в состав ЗП между валами с параллельными осями (ведущим 5 и ведомым 6);
- на фиг. 2 изображены варианты (I-IV) контакта между боковыми поверхностями зубьев ЗИ (ведущего 3 и ведомого 4), полученных ЭЭВ и входящих в состав ЗП между валами с параллельными осями (ведущим 5 и ведомым 6), в зависимости от условий взаимного расположения торцовых поверхностей ведущего и ведомого ЗИ и способа перемотки проволочного ЭИ при ЭЭВ (снизу-вверх или сверху-вниз);
- на фиг. 3 изображен эскиз заготовки 3 (4) соответственно ведущего и ведомого ЗИ, входящих в состав ЗП приводного механизма, обработанных на операциях, предшествующих операции ЭЭВ зубьев. Указаны места нанесения (зона, ограниченная окружностями диаметров dпо и df соответственно посадочного отверстия и впадин зубьев ЗИ) и сами надписи (В.Л и Н.П), обозначающее соответственно верхнюю (левую) и нижнюю (правую) торцовые поверхности заготовки;
- на фиг.4 изображена принципиальная схема расположения заготовок 3 (4) ЗИ на операции ЭЭВ проволочным ЭИ 16 относительно верхней 13 и нижней 17 направляющих инструментальной скобы 12 электроэрозионного вырезного станка.
Предлагаемый способ сопряжения прямозубых ЗИ в передачах между валами с параллельными осями реализуется следующим образом:
- в соответствии с типовой технологией осуществляют обработку прямозубых ЗИ, входящих в состав ЗП между валами с параллельными осями приводного механизма. Венец каждого из ЗИ формируется ЭЭВ при прочих равных режимах обработки ЭИ на электроэрозионном вырезном станке с ЧПУ от управляющей программы, обеспечивающей необходимую траекторию перемещения ЭИ на формообразование ЗВ заданной геометрии. Перед выполнением операции ЭЭВ зубьев ЗВ, заготовку ЗИ 3 или 4 (фиг. 4) с нанесенными на их торцовые поверхности электроконтактным гравированием надписями ("В.Л" и "Н.П") устанавливают на столе 15 электроэрозионного вырезного станка таким образом, чтобы верхняя (левая) - "В.Л" торцовая поверхность заготовки 3 или 4 находилась непосредственно под верхней направляющей 13 инструментальной скобы 12 станка или наоборот нижняя (правая) - "Н.П" непосредственно над нижней направляющей 17;
- полученные ЭЭВ ЗИ (ведущее 3 и ведомое 4) (фиг.2), входящие в состав ЗП между валами с параллельными осями приводного механизма, перед установкой их на соответствующие валы (ведущий 5 и ведомый 6) ориентируют так, чтобы после установки (сборки) торцовая поверхность 8III ведущего ЗИ 3 с надписью на ней "В. Л" находилась в одной плоскости "П-П" с торцовой поверхностью 10III ведомого ЗИ 4 с надписью на ней "Н.П" или торцовая поверхность 9II ведущего ЗИ 3 с надписью на ней "Н.П" находилась в одной плоскости "П-П" с торцовой поверхностью 11II ведомого ЗИ 4 с надписей на ней "В.Л". Дальнейшими действиями при сборке обеспечивают совпадение осей симметрии 1 и 2 соответственно ведущего 3 и ведомого 4 ЗИ, как показано на фиг.1. Величина межосевого расстояния W регламентируется точностью межосевых расстояний между посадочными отверстиями под шейки валов в корпусе приводного механизма. Исключение проворота ведущего 3 и ведомого 4 ЗИ относительно оси вращения соответственно ведущего 5 и ведомого 6 валов, обеспечивается конструктивной проработкой шпоночного соединения 7 (фиг.1). В результате будет обеспечена передача крутящего момента с ведущего вала 5 на ведомый 6 (фиг.2), контакт между боковыми поверхностями зубьев ведущего 3 и ведомого 4 ЗИ в передаче будет гарантированно реализован по II или III вариантам, исключая I и IV.
Таким образом, изложенные сведения свидетельствуют о выполнении при использовании заявленного способа следующей совокупности условий:
- средство, воплощающее заявленный способ при его осуществлении, предназначено для использования в промышленности, а именно в машино-, приборостроении при производстве различного рода приводных механизмов передачи вращательных движений между валами с параллельными осями, в состав которых входят прямозубые ЗИ, полученные ЭЭВ;
- для заявленного способа в том виде, как он охарактеризован в независимом пункте изложенной формулы изобретения, подтверждена возможность его осуществления с помощью описанных в заявке или известных до даты приоритета средств и методов. Следовательно, заявленное изобретение соответствует условию "промышленная применимость".
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ ЗУБЧАТЫХ ИЗДЕЛИЙ | 2002 |
|
RU2212316C1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ ЗУБЧАТЫХ КОЛЕС | 2002 |
|
RU2212317C1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ ЗУБЧАТЫХ ИЗДЕЛИЙ | 2001 |
|
RU2188101C1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ МАТРИЦ ДЛЯ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 1998 |
|
RU2147497C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕСС-ФОРМ ДЛЯ ПОЛУЧЕНИЯ ВЫПЛАВЛЯЕМЫХ МОДЕЛЕЙ НЕКРУГЛЫХ ЗУБЧАТЫХ КОЛЕС | 1995 |
|
RU2093298C1 |
| ЭВОЛЬВЕНТНОЕ ЗАЦЕПЛЕНИЕ | 1998 |
|
RU2151933C1 |
| ВИНТОВОЕ ЗАЦЕПЛЕНИЕ | 1998 |
|
RU2157931C2 |
| ЦИЛИНДРИЧЕСКАЯ ЗУБЧАТАЯ ПЕРЕДАЧА | 2001 |
|
RU2199046C2 |
| РЕДУКТОР | 2001 |
|
RU2222734C2 |
| УСТРОЙСТВО ДЛЯ ПРЕОБРАЗОВАНИЯ КОЛЕБАТЕЛЬНОГО ДВИЖЕНИЯ ВО ВРАЩАТЕЛЬНОЕ | 1999 |
|
RU2154208C1 |


Изобретение относится к области машино-, приборостроения и предназначено для использования при производстве различного рода приводных механизмов вращательных движений между валами с параллельными осями, в состав которых входят прямозубые зубчатые изделия (ЗИ), полученные электроэрозионным вырезанием (ЭЭВ). Технический результат - повышение точности и работоспособности зубчатых передач (ЗП). Предлагается при сборке приводного механизма ЗИ полученные ЭЭВ и входящие в состав ЗП этого приводного механизма ориентировать относительно торцовых поверхностей (верхней и нижней или левой и правой) таким образом, чтобы максимально скомпенсировать величину конусности, возникающей при ЭЭВ, на боковых поверхностях зубьев ЗИ. Для реализации способа определенным образом необходимо маркировать эти поверхности, чтобы при сборке было понятно, где какая из торцовых поверхностей (верхняя и нижняя или левая и правая). При ЭЭВ необходимо учесть характер расположения (верхней и нижней или левой и правой) торцовых поверхностей заготовок ЗИ относительно верхней и нижней направляющих инструментальной скобы электроэрозионного вырезного станка и обработку каждого из ЗП, входящих в состав ЗП, осуществлять при прочих одинаковых режимах. 2 з.п. ф-лы, 4 ил.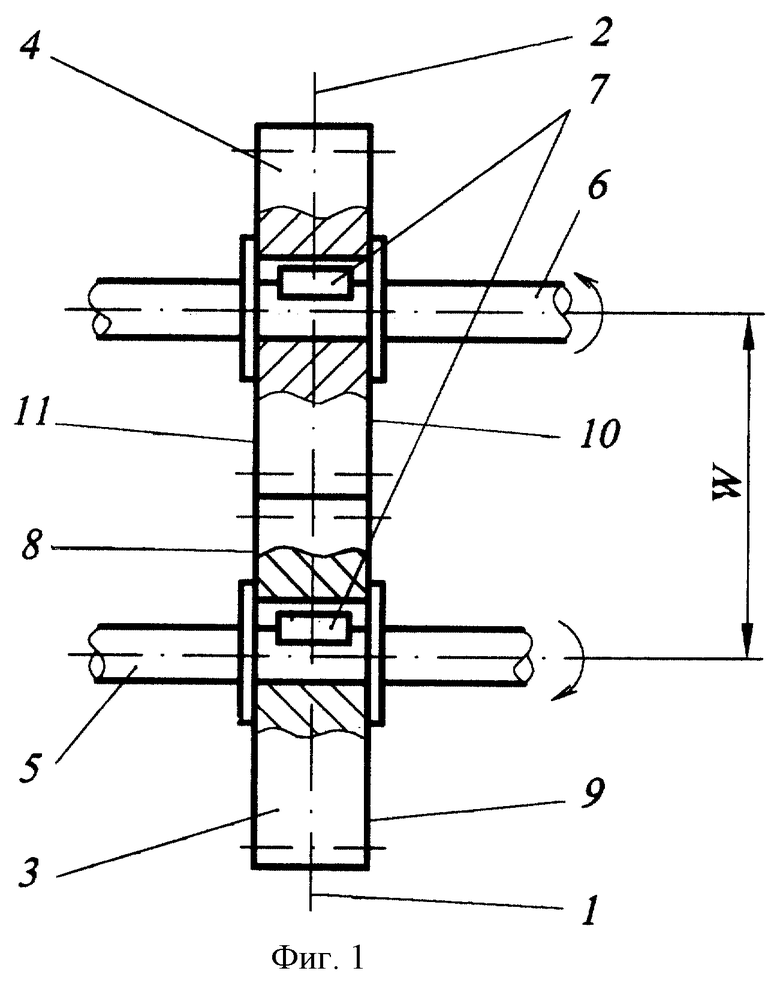
Способ сопряжения прямозубых зубчатых изделий в передачах между валами с параллельными осями, при котором для передачи вращательного движения от ведущего вала к ведомому валу обеспечивают совпадение осей симметрии ведущего и ведомого зубчатых изделий, проходящих перпендикулярно осям вращения ведущего и ведомого валов, регламентируют величину межосевого расстояния W и исключают проворот ведущего и ведомого зубчатых изделий относительно оси вращения соответственно ведущего и ведомого валов по средствам шпоночного соединения, отличающийся тем, что в зубчатых передачах между валами с параллельными осями, в состав которых входят зубчатые изделия, полученные электроэрозионным вырезанием, зубчатые изделия ориентируют дополнительно так, чтобы при сборке для компенсации конусности верхняя (левая) торцовая поверхность ведущего зубчатого изделия находилась в одной плоскости с нижней (правой) торцовой поверхностью ведомого зубчатого изделия или нижняя (правая) торцовая поверхность ведущего зубчатого изделия находилась в одной плоскости с верхней (левой) торцовой поверхностью ведомого зубчатого изделия, что достигается нанесением надписей на торцовые поверхности заготовок зубчатых изделий ("В.Л." - верхняя (левая), "Н.П." - нижняя (правая)) в зоне, ограниченной окружностью посадочного отверстия диаметром dпо и окружностью впадин зубьев диаметром df, одним из электроконтактных способов (электроконтактным гравированием) до выполнения операции электроэрозионного вырезания зубьев зубчатого венца.
| КОЗЛОВ М.П | |||
| Зубчатые передачи точного приборостроения | |||
| - М.: Машиностроение, 1969, с | |||
| Система механической тяги | 1919 |
|
SU158A1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ МАТРИЦ ДЛЯ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 1998 |
|
RU2147497C1 |
| СТАНОК ДЛЯ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ ПРОВОЛОЧНЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ С НЕПОДВИЖНОЙ ОБРАБАТЫВАЕМОЙ ДЕТАЛЬЮ | 1992 |
|
RU2071884C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕСС-ФОРМ ДЛЯ ПОЛУЧЕНИЯ ВЫПЛАВЛЯЕМЫХ МОДЕЛЕЙ НЕКРУГЛЫХ ЗУБЧАТЫХ КОЛЕС | 1995 |
|
RU2093298C1 |
