Изобретение может быть использовано при изготовлении полупроводниковых приборов, а также в машиностроении.
Наиболее близким является станок СДШ-100 для двусторонней шлифовки полупроводниковых пластин. Главной конструктивной особенностью этого станка является планетарный механизм, расположенный в корпусе и обеспечивающий планетарное движение пластин между двумя шлифовальниками, что и обеспечивает заданные значения плоскостности и плоскопараллельности обрабатываемых пластин. Обрабатываемые пластины закладываются в отверстия зубчатых сепараторов, которые находятся в зацеплении с центральной шестерней и периферийным зубчатым колесом с внутренними зубьями. Центральная шестерня и зубчатое колесо вращаются от одного привода в одну и ту же сторону, но с разными угловыми скоростями. За счет этого сепараторы движутся по шлифовальнику и одновременно вращаются вокруг собственной оси. Абразивная суспензия подается в зону шлифования через сквозные отверстия в верхнем шлифовальнике. Для охлаждения шлифовальников в них предусмотрены специальные полости, по которым циркулирует вода. Усилие прижатия шлифовальников к пластинам создается гидроцилиндрами (Пичугин И.Г., Таиров Ю.М. Технология полупроводниковых приборов: Учеб. Пособие для вузов по специальности "Полупроводники и диэлектрики", "Полупроводниковые и микроэлектронные приборы" - М.: Высшая школа, - 1984, стр. - 34).
Недостатками данного устройства являются сложность регулирования усилия прижатия пластин к шлифовальникам, наличие двух приводов вращения сепараторов с пластинами и шлифовальников, наличие системы жидкостного охлаждения шлифовальников, что уменьшает надежность устройства; невозможность обработки пластин из полупроводниковых материалов с низкими физико-механическими свойствами.
Техническая задача изобретения - повышение надежности устройства, возможность плавного регулирования усилия прижатия пластины к шлифовальнику во время работы устройства, возможность механической обработки пластин из полупроводниковых материалов с низкими физико-механическими свойствами и резистивных пленок на полупроводниковых пластинах, сокращение времени вспомогательных операций, уменьшение выхода бракованных пластин после механической обработки.
Техническая задача достигается тем, что в устройстве для шлифования полупроводниковых пластин, содержащем корпус, привод вращения пластины, шлифовальник, новым является то, что корпус содержит центральную - цилиндрическую, среднюю и периферийную - кольцевые пневматические камеры, разделенные цилиндрическими перегородками и сообщающиеся с магистралями подачи сжатого воздуха, привод вращения пластины выполнен в виде неподвижного усеченного конуса, а в его меньшем основании - дне конического гнезда - выполнены центральное отверстие, наклонные тангенциальные сопла, расположенные под углом к поверхности нижнего основания усеченного конуса по касательной к окружности их расположения, концентричной конической поверхности, и наклонные радиальные сопла, направленные под углом к поверхности нижнего основания усеченного конуса вдоль радиуса окружности их расположения, большей окружности расположения наклонных тангенциальных сопел концентричной конической поверхности, и соединенные соответственно с центральной, средней и периферийной пневматическими камерами, расположенными под дном конического гнезда, шлифовальник выполнен с диаметром, меньшим диаметра верхнего основания усеченного конуса, и соединен с корпусом посредством рычага и шарнира, с возможностью установки его в горизонтальное положение - в усеченном конусе и вертикальное положение - над корпусом, при этом в нижнем основании усеченного конуса установлен один или несколько датчиков определения скорости движения полупроводниковой пластины.
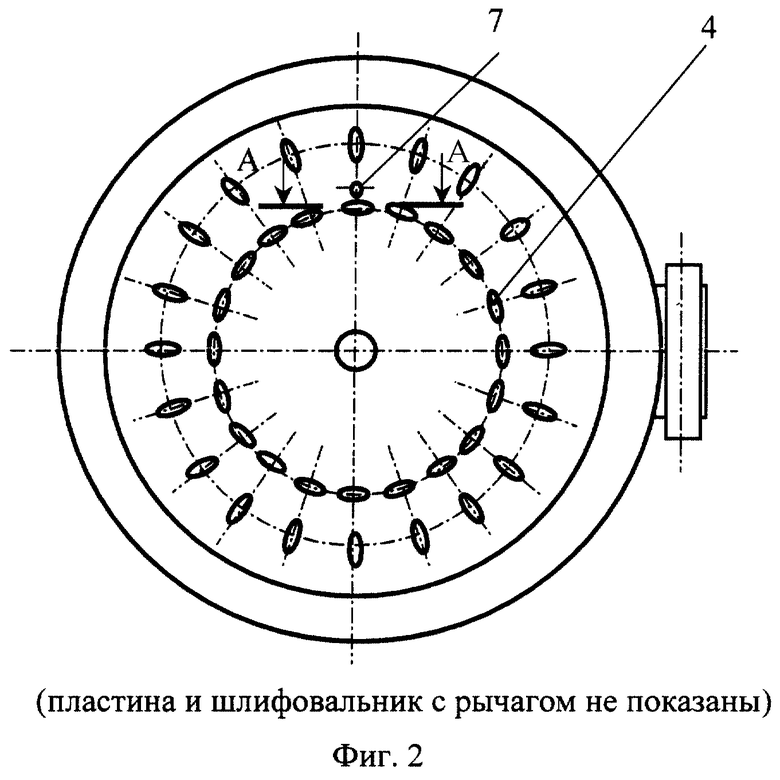
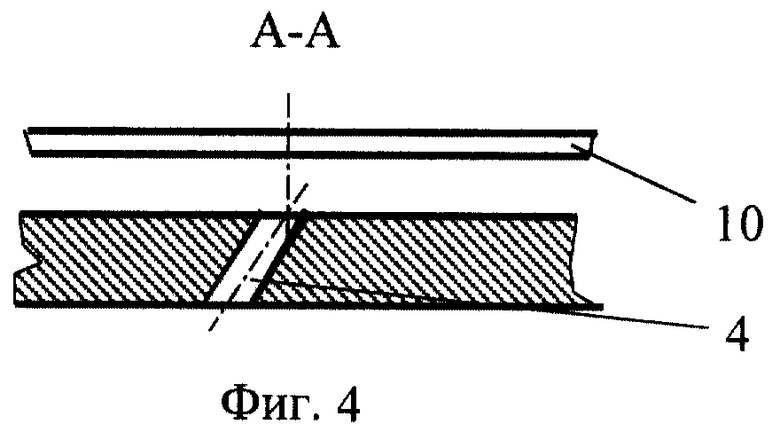
Сущность изобретения поясняется чертежами, где на фиг. 1 показан вертикальный разрез устройства для шлифования полупроводниковых пластин; на фиг. 2 показан вид сверху на устройство без шлифовальника, рычага и пластины; на фиг. 3 - вид сверху на устройство; на фиг.4 - сечение наклонного тангенциального сопла; на фиг. 5 показан график высоты пневмовихревой прослойки под пластиной в зависимости от расхода воздуха в пневмовихревую прослойку и диапазон расходов воздуха в пневмовихревую прослойку, при которых необходимо производить шлифование плоскости пластины.
Устройство содержит корпус 1 (фиг.1,2 и 3), шлифовальник 12 с рычагом 11, шарнир 8, датчик 7 определения скорости движения пластины и коническое гнездо 2. В дне 3 конического гнезда выполнены наклонные тангенциальные сопла 4 (фиг. 4) под углом α к горизонтальной поверхности дна конического гнезда, минимальным по возможностям современных технологий создания тонких наклонных отверстий. Наклонные тангенциальные сопла равномерно расположены по касательной к окружности, меньшей, чем диаметр дна 3 конического гнезда 2, и соединены со средней пневмокамерой 5, которая имеется в корпусе 1. Также в дне 3 конического гнезда выполнены наклонные радиальные сопла 15 под углом γ, минимальным по возможностям современных технологий создания тонких наклонных отверстий. Наклонные радиальные сопла равномерно расположены вдоль радиуса окружности, меньшей, чем диаметр дна 3 конического гнезда 2, но большей, чем окружность расположения сопел разгона 4, и соединены с периферийной пневмокамерой 14, которая имеется в корпусе 1. Для регулирования давления под пластиной в дне 3 конического гнезда выполнено центральное отверстие 9, которое соединено с центральной пневмокамерой 6, расположенной в корпусе 1. Привод вращения пластины выполнен в виде конического гнезда 2 с наклонными тангенциальными соплами 4 и с наклонными радиальными соплами в дне 3 конического гнезда 2. Помимо этого дно конического гнезда содержит датчик 7 определения скорости движения пластины 10, например фотодиод.
Диаметр шлифовальника должен быть на 3-10 мм меньше диаметра верхнего основания усеченного конуса, чтобы между шлифовальником и усеченным конусом имелся зазор для выхода воздуха из-под пластины и шлифовальника. Материалы шлифовальника и боковой поверхности усеченного конуса подбираются такими, чтобы в месте контакта пластины и шлифовальника механическая обработка осуществлялась как можно интенсивнее, а в месте контакта пластины и боковой поверхности усеченного конуса уменьшалось проскальзывание пластины.
Устройство работает следующим образом.
Пластина 10 при поднятом шлифовальнике 12, который соединен с корпусом 1 посредством шарнира 8 и рычага 11 помещается в коническое гнездо 3. Затем шлифовальник опускается до занятия им горизонтального положения на расстоянии Hш от дна конического гнезда, так чтобы его нижнее основание находилось ниже верхнего основания конического гнезда, а пластина, толщиной δп при таком положении шлифовальника могла бы иметь запас вертикального хода 1-3 мм (расстояние Hш-δп-Hн - высота пневмовихревой прослойки под пластиной, фиг.5) от шлифовальника до такого ее положения, когда она свободно лежит в коническом гнезде, касаясь боковой поверхности усеченного конуса всей своей периферией, при этом расстояние от дна конического гнезда до пластины будет Нн. При опущенном шлифовальнике внутренняя, средняя и периферийная пневмокамеры 5, 6 и 14 соединяются с воздушными магистралями 13. Сжатый воздух поступает в наклонные тангенциальные сопла 4, из которых наклонные струи воздуха выходят по касательной к окружности, на которой расположены сопла разгона под углом α, и создают между пластиной и коническим гнездом пневмовихревую прослойку, увлекая ее во вращение. Одновременно сжатый воздух, выходя под углом γ из пневмокамеры 14 через наклонные радиальные сопла 15, отталкивает пластину до касания ее боковой поверхности усеченного конуса. Это становится возможным по двум причинам: в начальный момент движения пластина вращается неустойчиво (центр масс пластины не совпадает с осью усеченного конуса), при этом не все струи воздуха, выходящие из наклонных радиальных сопел 15, воздействуют на пластину 10 (попавшие в сечение фиг.1 - слева).
Струи воздуха, выходящие из наклонных радиальных сопел и воздействующие на пластину (попавшие в сечение фиг.1 - справа), создают динамическое усилие, прижимающее пластину к боковой поверхности усеченного конуса. При этом пластина перестает вращаться и начинает катиться по боковой поверхности усеченного конуса по окружности (показана жирной штрихпунктирной линией фиг.3), так что все точки верхней поверхности пластины движутся относительно шлифовальника, включая и геометрический центр пластины (нет на пластине необрабатываемых зон).
Варьируя расход воздуха из наклонных тангенциальных сопел, наклонных радиальных сопел и из центрального отверстия, можно регулировать давление в пневмовихревой прослойке и высоту пневмовихревой прослойки. Изменяя расход воздуха из наклонных тангенциальных сопел, также можно регулировать скорость движения пластины. Изменяя расход воздуха из наклонных радиальных сопел, можно регулировать усилие прижатия пластины к боковой поверхности усеченного конуса. Изменяя расход воздуха из центрального отверстия, можно дополнительно регулировать давление в пневмовихревой прослойке. Для механической обработки плоскости пластины необходимо добиться того, чтобы пластина обкатывалась по боковой поверхности усеченного конуса и одновременно касалась бы своей верхней поверхностью шлифовальника. Для этого расход воздуха регулируют в пределах от Qн до Qк (фиг.5).
При подаче воздуха расходом от Qн до Qк в пневмовихревую прослойку ее высота будет равняться Hш-δп и с верхней поверхности пластины, прижимающейся при движении к шлифовальнику, будет стачиваться слой материала. При расходе воздуха в пневмовихревую прослойку от Qн до Q* (фиг.5) высота пневмовихревой прослойки и усилие прижатия пластины к шлифовальнику будут увеличиваться. При расходе воздуха в пневмовихревую прослойку от Q* до Qк высота пневмовихревой прослойки и усилие прижатия пластины к шлифовальнику будут уменьшаться. При обработке пластины воздух из-под нее будет выдуваться через зазор между пластиной, шлифовальником и боковой поверхностью усеченного конуса.
После того, как с верхней поверхности пластины сточится слой материала определенной толщины, подачу сжатого воздуха из центрального отверстия, наклонных тангенциальных сопел и наклонных радиальных сопел прекращают. При этом пластина останавливается, ложась всей своей периферией на боковую поверхность усеченного конуса. Шлифовальник поднимается и пластина вынимается из усеченного конуса. Далее все операции повторяются.
Данное устройство обладает рядом преимуществ: отсутствие вспомогательных операций крепления пластины; возможность одновременного охлаждения пластины при шлифовании; возможность механической обработки пластин из полупроводниковых материалов с низкими физико-механическими свойствами и резистивных пленок на полупроводниковых пластинах; простота контроля и регулирования дозированного усилия прижатия пластины к шлифующей поверхности, что все вместе уменьшает выход бракованных пластин.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СНЯТИЯ ФАСКИ ПРИ ФИНИШНОЙ ОБРАБОТКЕ ПОЛУПРОВОДНИКОВЫХ ПЛАСТИН | 2000 |
|
RU2163408C1 |
| УСТРОЙСТВО ДЛЯ СНЯТИЯ ФАСКИ ПРИ ФИНИШНОЙ ОБРАБОТКЕ ПОЛУПРОВОДНИКОВЫХ ПЛАСТИН | 2000 |
|
RU2168796C1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВКИ ПОЛУПРОВОДНИКОВЫХ ПЛАСТИН | 2000 |
|
RU2175283C1 |
| СПОСОБ ОХЛАЖДЕНИЯ ПОЛУПРОВОДНИКОВЫХ ПЛАСТИН И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2153209C1 |
| УСТРОЙСТВО ОХЛАЖДЕНИЯ ПОЛУПРОВОДНИКОВЫХ ПЛАСТИН | 2001 |
|
RU2193258C2 |
| УСТРОЙСТВО ДЛЯ ОРИЕНТАЦИИ ПЛАСТИН | 1997 |
|
RU2131155C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЯ ИЗ ФОТОРЕЗИСТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2158987C1 |
| УСТРОЙСТВО ДЛЯ ОРИЕНТАЦИИ ПЛАСТИН | 1996 |
|
RU2098888C1 |
| УСТРОЙСТВО ДЛЯ ОРИЕНТАЦИИ ПЛАСТИН | 1996 |
|
RU2099816C1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ НА ПЛАСТИНЫ | 2002 |
|
RU2217841C1 |


Изобретение относится к машиностроению и может быть использовано при изготовлении полупроводниковых приборов. Устройство для шлифования состоит из корпуса, содержащего центральную - цилиндрическую, среднюю и периферийную - кольцевые пневматические камеры, разделенные цилиндрическими перегородками и сообщающиеся с магистралями подачи сжатого воздуха. Привод вращения пластины выполнен в виде неподвижного усеченного конуса. В его меньшем основании - дне конического гнезда - выполнены центральное отверстие, наклонные тангенциальные и радиальные сопла, соединенные с соответствующими пневмокамерами. Тангенциальные сопла расположены под углом к поверхности нижнего основания усеченного конуса по касательной к окружности их расположения, концентричной конической поверхности. Наклонные радиальные сопла направлены под углом к поверхности нижнего основания усеченного конуса вдоль радиуса окружности их расположения, большей окружности расположения наклонных тангенциальных сопел и концентричной конической поверхности. Шлифовальник выполнен диаметром, меньшим диаметра верхнего основания усеченного конуса, и соединен с корпусом посредством рычага и шарнира. Данное устройство исключает вспомогательные операции по креплению пластины, обеспечивает возможность одновременного охлаждения и шлифования пластины из полупроводниковых материалов с низкими физико-механическими свойствами, а также регулирование дозированного усилия прижатия пластины к шлифующей поверхности, что уменьшает выход бракованных пластин. 5 ил.
Устройство для шлифования полупроводниковых пластин, содержащее корпус, привод вращения пластины, шлифовальник, отличающееся тем, что корпус содержит центральную - цилиндрическую, среднюю и периферийную - кольцевые пневматические камеры, разделенные цилиндрическими перегородками и сообщающиеся с магистралями подачи сжатого воздуха, привод вращения пластины выполнен в виде неподвижного усеченного конуса, а в его меньшем основании - дне конического гнезда - выполнены центральное отверстие, наклонные тангенциальные и радиальные сопла, соединенные соответственно с центральной, средней и периферийной пневматическими камерами, расположенными под дном конического гнезда, при этом наклонные тангенциальные сопла расположены под углом к поверхности нижнего основания усеченного конуса по касательной к окружности их расположения, концентричной конической поверхности, наклонные радиальные сопла направлены под углом к поверхности нижнего основания усеченного конуса вдоль радиуса окружности их расположения, большей окружности расположения наклонных тангенциальных сопел и концентричной конической поверхности, а шлифовальник выполнен диаметром, меньшим диаметра верхнего основания усеченного конуса, и соединен с корпусом посредством рычага и шарнира с возможностью установки его в горизонтальное положение в усеченном конусе и в вертикальное положение - над корпусом, причем в нижнем основании усеченного конуса установлен один или несколько датчиков определения скорости движения полупроводниковой пластины.
| ПИЧУГИН И.Г | |||
| и др | |||
| Технология полупроводниковых приборов | |||
| - М.: Высшая школа, 1984, с | |||
| Нивелир для отсчетов без перемещения наблюдателя при нивелировании из средины | 1921 |
|
SU34A1 |
| Устройство для обработки плоских поверхностей | 1990 |
|
SU1775279A1 |
| Устройство для полирования плоских поверхностей | 1982 |
|
SU1033297A1 |
| Устройство для размерной плоской притирки | 1973 |
|
SU486897A1 |
| Аппарат для дыхания воздухом с повышенным содержанием углекислого газа | 1988 |
|
SU1600784A1 |

