1
Изобретение относится к области ньезотехники и полупроводникового производства, а именно к устройствам для размерной плоской притирки пьезоэлементов, пластин из германия, кремния и других деталей на вращающемся притире ДОВОДОЧНОГО станка и может быть использовано в радиопромыщленности, электронике и других отраслях.
Известны устройства для размерной обработки, в которых корпус доводочной ГОЛОВКИ с деталями базируется относительно торца правильного кольца п жестко фиксируется на нем при достижении заданного размера.
Недостатком таких устройств является отрицательное влияние износа правильного кольца на размер обрабатываемой детали.
Целью изобретения является повыщение точности обработки деталей путем автоматического прекращения процесса притирки при достижении заданного размера деталей.
Для ЭТОГО доводочная головка устройства выполнена в виде правильного кольца с коаксиальным нажимным цилиндром, переставной подложкой для деталей, причем нажимной цнлипдр снабжен на торце магнитными вставками и установлен относительно притира с зазором, равным припуску под обработку, а направляющая вилка выполнена с возможностью воздействия на выключатель привода
под действием зафиксированной на притире
ГОЛОВКИ.
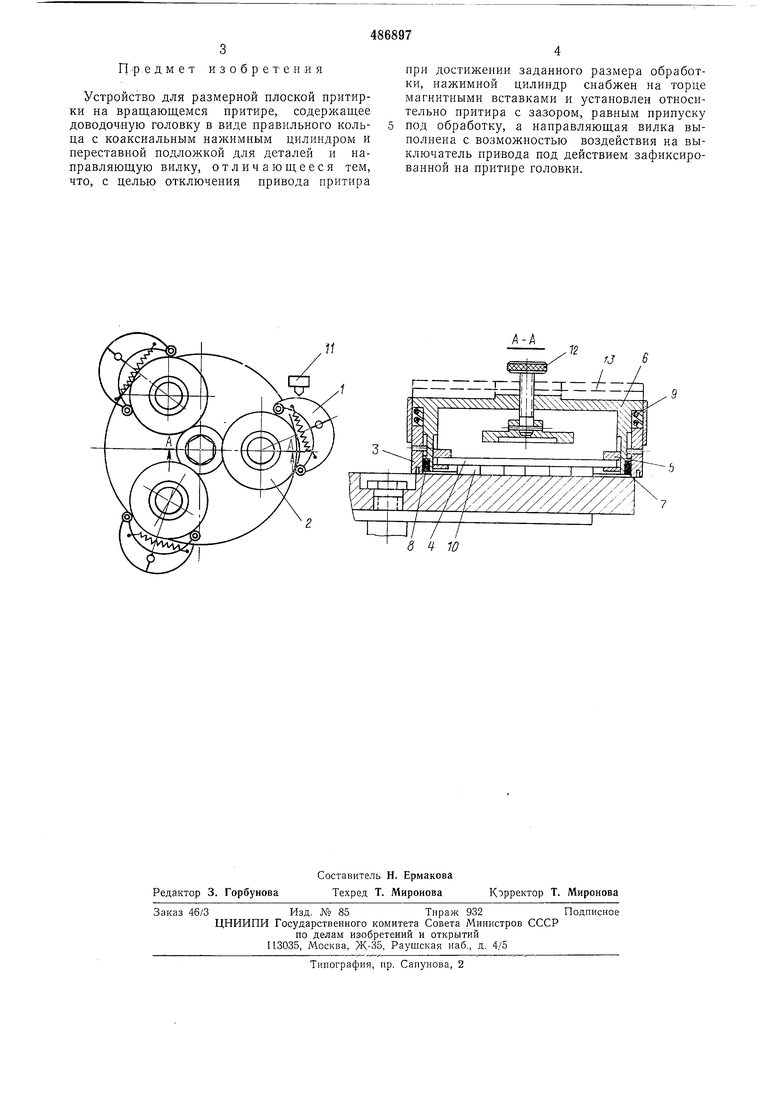
На чертеже схематически изображено предлагаемое устройство и разрез по А-А.
В направляющей вилке 1 установлена доводочная головка 2, включающая правильное кольцо 3, переставную подложку 4 и расположенный на ней с помощью регулируемых упоров 5 коаксиальный нажимной цилиндр 6
с магнитными вставками 7 на торце. Между магнитными вставками расположены вставки 8 из ИЗНОСОСТОЙКОГО материала. Амортизирующая пружина 9 одновременно нагружает правильное кольцо и разгружает давление на
детали 10. Нажпмной цилиндр устанавливают относительно притира с зазором, равным припуску под обработку. После достижения заданного размера деталей нажимной цилиндр с магнитными вставками прижимается
к вращающемуся притиру из ферромагнитного материала и фиксирует на нем доводочную головку, которая начинает вращаться вместе с притиром, воздействует па плечи вилкп и поворачивает их на некоторый угол, достаточный для воздействия на выключатель 11 привода вращения притира. Доводочную головку снимают после отвода от притира с помощью винта 12 нажимного цилиндра с магнитными вставками. При необходимости доводочную
головку нагружают съемными грузами 13.
Предмет изобретения
Устройетво для размерной плоской притирки на вращающемся притире, содержащее доводочную головку в виде правильного кольца с коаксиальным нажимным цилиндром и переставной подложкой для деталей и направляющую вилку, отличающееся тем, что, с целью отключения привода нритира
при достижении заданного размера обработки, нажимной цилиндр снабжен на торце магнитными вставками и установлен относительно притира с зазором, равным припуску под обработку, а направляющая вилка выполнена с возможиостью воздействия на выключатель привода под действием зафиксированной на притире головки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Калибр для измерения внутренних диаметров и способ изготовления цилиндрического стержня | 1989 |
|
SU1712767A1 |
| Способ притирки цилиндрических отверстий | 1989 |
|
SU1773700A1 |
| СПОСОБ И СТАНОК ДЛЯ ОБРАБОТКИ КОЛЬЦЕВЫХ ПОВЕРХНОСТЕЙ | 2000 |
|
RU2215634C2 |
| СТАНОК ДЛЯ ФИНИШНОЙ ОБРАБОТКИ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 1989 |
|
RU2035286C1 |
| Способ абразивной обработки | 1988 |
|
SU1548021A1 |
| Станок для притирки плоских поверхностей деталей | 1987 |
|
SU1530420A1 |
| Устройство для односторонней доводки пластин | 1972 |
|
SU481410A1 |
| Полуавтомат для доводки глухих отверстий | 1983 |
|
SU1151433A1 |
| ДОВОДОЧНО-ПРИТИРОЧНЫЙ КОНЦЕНТРАТ С МОДИФИЦИРУЮЩИМИ МИНЕРАЛЬНЫМИ НАПОЛНИТЕЛЯМИ | 2006 |
|
RU2309968C1 |
| Станок для доводки поверхностей вращения | 1982 |
|
SU1039700A1 |
