Изобретение относится к станкостроению и может быть использовано для полировки плоских поверхностей, в частности дисков магнитной памяти запоминающих устройств ЭВМ.
Известно устройство для полировки листового стекла, содержащее корпус, в котором установлен промежуточный элемент и несущий полировальник 1.
Данное устройство не обеспечивает высокого качества полировки изделий из-за жесткой кинематической связи полировальника с приводом.
Целью изобретения является повыщение качества полировки.
Указанная ЦельДостигается тем, что устройство для полирования плоских поверхностей, содержащее корпус с расположенным в нем промежуточным элементом, предназначенным для размещения полировальника, снабжено закрепленными на корпусе соосно с ним крышкой и втулкой с тангенциально расположенными к ее оси соплами, внутри которой свободно установлен .с возможностью обкатки по ее внутренней поверхности промежуточный элемент, выполненный в виде кольца с эксцентричным отверстием под полировальник, при этом корпус, крыщка и втулка образуют полость, соединенную с источником сжатого воздуха.
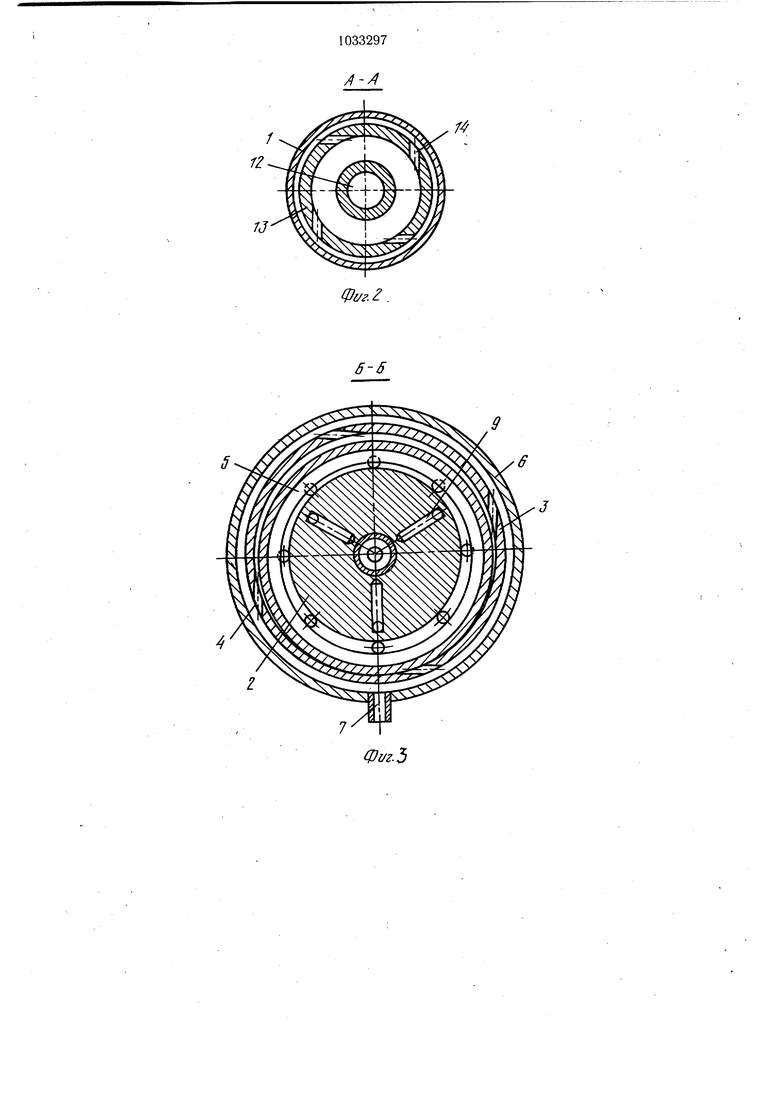
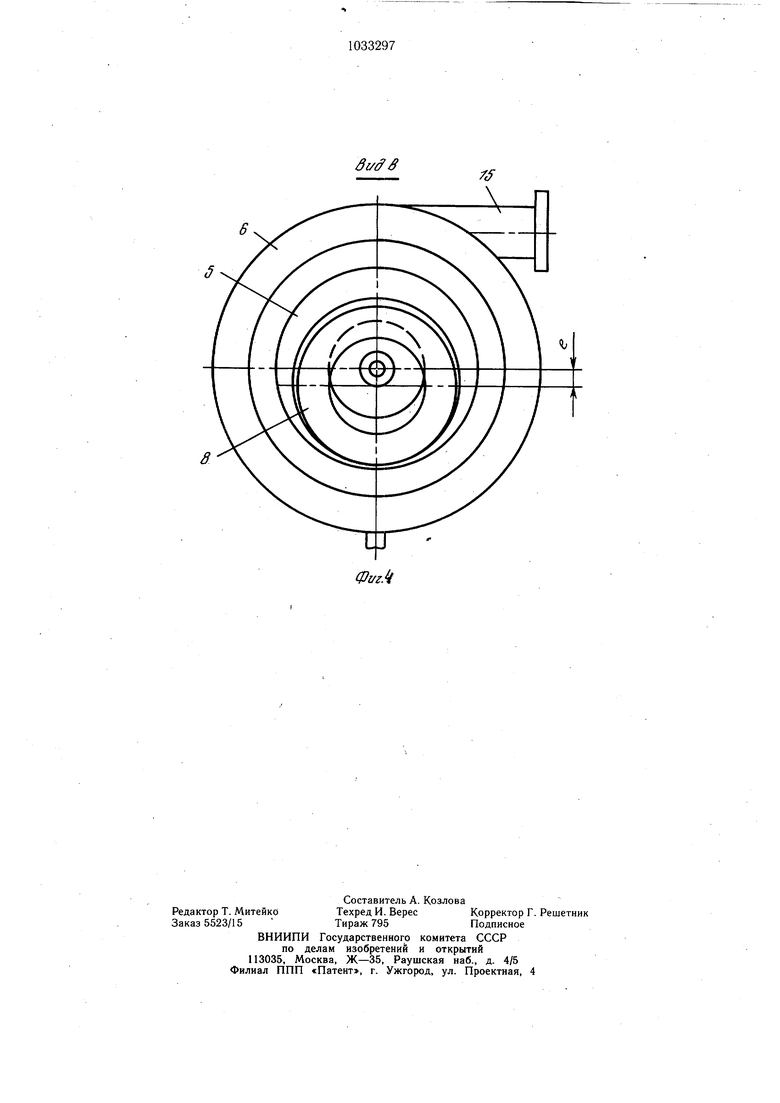
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - разрез А-А фиг. 1; .на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - вид В на фиг. 1.
Устройство состоит из корпуса 1 с фланцем 2, на котором закреплена пневмовихревая втулка 3 с каналами-соплами 4. Промежуточный элемент 5, выполненный в виде кольца, свободно расположен внутри втулки 3 и фиксирующей крыщки б, которая с фланцем 2 и втулкой 3 образует полость, соединенную с источником сжатого воздуха через щтуцер 7. Полирующая жидкость подается в зону контакта полировальника 8 с обрабатываемой поверхностью через отверстия 9, 10 и щтуцер 11 (фиг. 3), а удаляется из рабочей зоны по каналу 12 с помощью пневмовихревого эжектора 13, имеющего тангенциально расположенные сопла 14. Смесь полирующей жидкости и воздуха из устройства удаляется через щтуцер 15 крыщки 16 (фиг. 4).
Устройство работает следующим образом.
Через щтуцер 7 подают сжатый воздух, поток которого, проходя через тангенциально расположенные сопла 4, начинает вращать промежуточный элемент 5, в эксцентричном отверстии которого размещен полировальник 8. Вращаясь, промежуточный элемент 5 обкатывается по внутренней поверхности втулки 3 и периодически перекрывает отверстия сопл 4. При перекрытии отверстия сопла увеличивается статическое давление в зоне перекрытия и возникает силовой импульс, оторый отталкивает промежуточный элемент, а при этом к полировальник в направлении оси сопла. Таким образом, полировальнику придается вибрация, частота которой регулируется
в пределах 40-20 кГц. Вектор составной скорости полировальника 8 складывается из вращения его вокруг собственной оси, радиального перемещения, величина которого равна амплитуде вибраций, и плоскопараллельного движения вокруг оси симметрии втулки 3, обусловленного смещением оси полировальника на величину е в эксцентричном отверстии промежуточного элемента 5.
Во время работы устройства во внутреннюю полость инструмента подается полирующая жидкость и приводится во вращение наведенным пневмовихревым потоком, который образуется при проходе сжатого воздуха через тангенциальные каналы-сопла 14. Под действие.м центробежных сил полирующая жидкость собирается на внутреннем диаметре отверстия полировальника 8, который и передает ей собственную вибрацию. Уровень высокочастотнЪй вибрации позволяет обеспечить возникновение
5 активной кавитации. Пневмовихревой поток также создает разряжение в канале 12, с помощью которого можно регулировать расход полирующей жидкости и удаление отходов процесса полировки.
Полирующая жидкость и отходы через
0 канал 12 попадают в крыщку 16 и через щтуцер 15 удаляются в очистительное сооружение. По окончании цикла полировки подача полирующей жидкости прекращается, а устройство дополнительно проводится по отполированной поверхности с целью окончательного удаления полирующей жид.кости и очистки поверхности от отходов процесса полировки.
Полировка поверхностей осуществляется в результате воздействия инструмента,
0 изготовленного из материала с абразивными свойствами и движущегося по сложной траектории и полирующей жидкости. Процесс полировки существенно интенсифицирован за счет вибраций рабочего диска и полирующей жидкости. Величина удаляемого слоя с полируемой поверхности зависит от материала полировальника и скорости его вращения, свойств полирующей жидкости и частоты вибрации.
Устройство для полировки плоских поверхностей повыщает качество полировки за счет вибрации инструмента и возникновения ультразвуковых колебаний в полирующей жидкости. При этом само устройство остается простым по-конструкции и надежным в работе. Регулировка скорости
5 вращения инструмента и полирующей жидкости может быть осуществлена в щироком диапазоне, путем изменения давления на входе в устройство сжатого воздуха.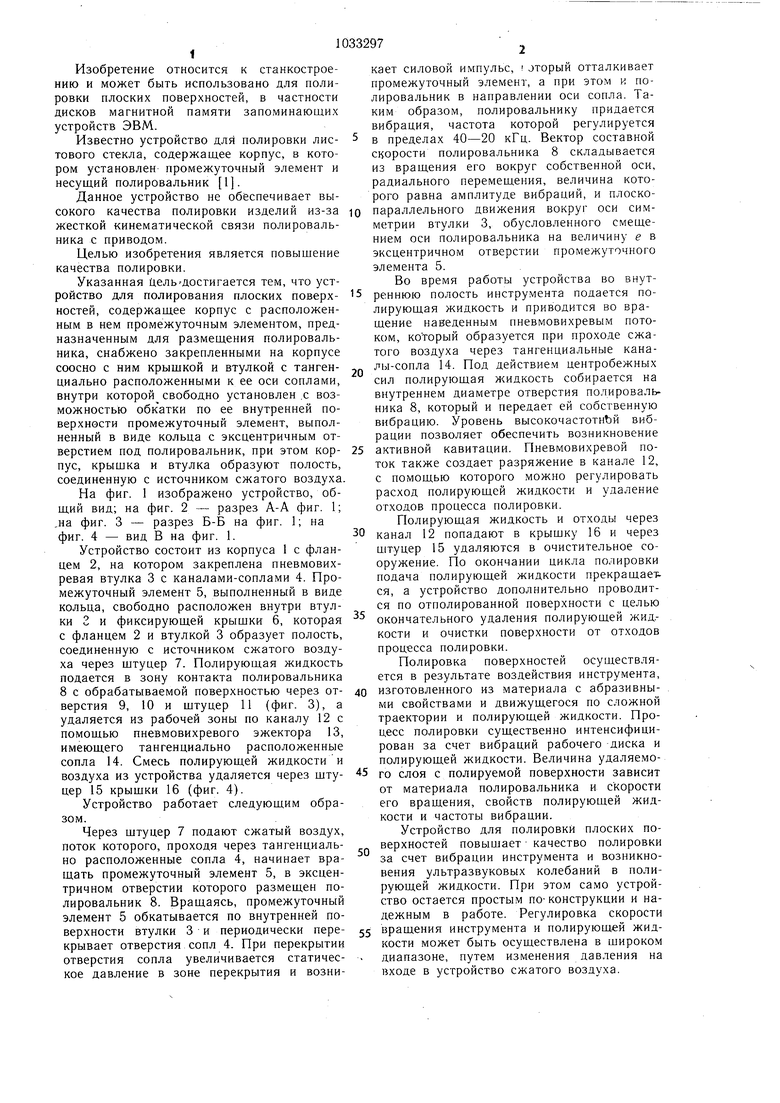
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ОБРАБОТКИ ПОЛУПРОВОДНИКОВЫХ ПЛАСТИН | 2001 |
|
RU2260872C2 |
| Устройство для полирования плоских поверхностей | 1986 |
|
SU1364448A2 |
| Устройство для полирования | 1989 |
|
SU1742046A1 |
| ПОЛИРОВАЛЬНИК И СИСТЕМА ПОЛИРОВАНИЯ | 2002 |
|
RU2253560C1 |
| УСТРОЙСТВО ДЛЯ РАЗГРУЗКИ И СПОСОБ РАЗГРУЗКИ КРУПНОГАБАРИТНЫХ ЗЕРКАЛ ТЕЛЕСКОПОВ | 2014 |
|
RU2562548C1 |
| Инструмент для чистовой и упрочняющей обработки тел вращения методом пластической деформации | 1981 |
|
SU959992A2 |
| Станки для доводки наружных поверхностей вращения | 1988 |
|
SU1511089A1 |
| СПОСОБ ПОЛИРОВАНИЯ ПОЛУПРОВОДНИКОВЫХ МАТЕРИАЛОВ | 2004 |
|
RU2295798C2 |
| Способ абразивной обработки металлооптических зеркал | 2002 |
|
RU2223850C1 |
| Устройство для разгрузки вибробункера | 1982 |
|
SU1041471A1 |
УСТРОЙСТВО ДЛЯ ПОЛИРОВАНИЯ ПЛОСКИХ ПОВЕРХНОСТЕЙ, содержащее корпус с расположенным в нем промежуточным элементом, предназначенным для размещения полировальника, отличающееся тем, что, с целью повышения качества полировки, устройство снабжено закрепленными на корпусе соосно с ним крышкой и втулкой с тангенциально расположенными к ее оси соплами, внутри которой свободно установлен с возможностью обкатки по ее внутренней поверхности промежуточный элемент, выполненный в виде кольца с эксцентричным отверстием под полировальник, при этом корпус, крышка и втулка образуют полость, соединенную с источником сжатого воздуха. (Л о 00 со ю (X) фуг.
Si/
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ИНСТРУМЕНТ К СТАНКУ ДЛЯ ПОЛИРОВКИ листовогоСТЕКЛА | 0 |
|
SU299338A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
