Изобретение относится к производству и строительству трубопроводов в химической, газовой и нефтяной отраслях промышленности для использования в условиях агрессивных сред и высоких давлений.
Известны трубопроводы с соединительными элементами в виде неразъемных соединений труб из армированного термопласта, содержащие втулку с законцовками, размещенную между торцевыми поверхностями труб и охватывающую законцовками их цилиндрические поверхности, а также металлическую гильзу, охватывающую цилиндрические поверхности втулки, при этом втулка выполнена из двух частей, сваренных между собой по торцевым поверхностям, на законцовках втулки выполнены упорные поверхности, сопрягаемые с фиксирующими элементами в виде металлических клиньев, приваренных к гильзе (см. патент РФ 2087785. Неразъемное соединение труб из армированного термопласта и способ его осуществления. Заявл. 12.05.1993 г., опубл. 20.08.1997 г., БИ 23).
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного неразъемного устройства в трубопроводе, относится то, что в неразъемном соединении труб цельная металлическая гильза устанавливается на уже сваренные части втулки, причем со сварного шва предварительно удаляется грат с приложением осевого усилия для осуществления натяга. При этом нагретая до температуры плавления термопласта наружная поверхность втулки, входящей в гильзу, деформируется, обдирается. После температурной усадки полимера между втулкой и гильзой могут образовываться неплотности. Для исключения относительного смещения гильзы и втулки устанавливаются дополнительные фиксирующие элементы в виде металлических клиньев, привариваемые к гильзе. Приварка клиньев к гильзе производится на трубопроводе и может привести к прогарам термопласта и разгерметизации трубопровода. Сборка всех элементов неразъемного узла трубопровода выполняется только в полевых условиях. Кроме того, выполнение гильзы цельной не предполагает использование соединения труб на изгибах трубопровода.
Известен трубопровод, в котором для соединения концов труб друг с другом используется соединительный элемент, выполненный в виде муфты и представляющий собой корпус с цилиндрическими полостями для концов соединяемых труб. Корпус выполнен из термопластичного материала, внутри которого размещен армирующий слой, содержащий сплошную арматуру трубчатой формы, и нагревательный элемент, выполненный в виде спирали (см. патент DE 3932807, МКИ F 16 L 47/02, 1991 г.).
Недостатком известной конструкции трубопровода с использованием соединительного элемента, содержащего жесткую сплошную арматуру трубчатой формы, является то, что арматура в виде трубы расположена внутри монолита полимера муфты. Цилиндрическая форма полостей муфты обеспечивает возможность соединения концов труб только в том случае, если последние в процессе сварочного прогрева могут раздаваться, т.е. увеличиваться по наружному диаметру на величину технологических зазоров между посадочной цилиндрической полостью муфты и наружной поверхностью соединяемого конца трубы. Наличие жесткой сплошной арматуры в корпусе соединительного элемента делает невозможным применение известной муфты для соединения труб высокой жесткости, т.е. при сооружении тяжело нагруженных трубопроводов из армированных полимерных труб. Это связано с тем, что ни муфта, ни соединяемые трубы не могут менять диаметр посадочных поверхностей в процессе сварки, чтобы обеспечить плотное надежное соединение, которое, как и прочность труб, определяет нагрузочную способность трубопровода.
Известен также полимерный трубопровод, состоящий из жестко соединенных друг с другом посредством соединительных элементов полимерных армированных труб заданной длины, запорной аппаратуры, насосов, при этом полимерные трубы содержат усилитель прочности, выполненный в виде объемного армирующего каркаса, размещенного в монолите полимера, а соединительный элемент выполнен в виде фитинга и представляет собой корпус, выполненный из монолитного блока полимера с цилиндрическими полостями для концов соединяемых труб, в блоке полимера размещен армирующий каркас, со стороны внутренних поверхностей полостей установлены нагревательные элементы в виде токопроводящих спиралей, делящие внутреннюю поверхность полости на зоны нагрева и холодную зону, при этом армирующий каркас соединительного элемента выполнен перфорированным в виде кольца и взаимодействующих с ним продольных элементов, размещенных на кольце с возможностью их радиального перемещения, а ширина кольца соразмерна с шириной холодной зоны (см. патент РФ 2135875. Полимерный трубопровод. МПК F 16 L 9/12, 47/00, заявл. 11.11.1998, опубл. 27.08.1999, БИ 24).
Недостатком известной конструкции трубопровода, принятого за прототип, является использование в нем соединительного элемента - фитинга в виде муфты, или в виде крестовины, или тройника, или отвода, выполненного из монолитного блока полимера с цилиндрическими полостями для концов соединяемых труб, с размещенным в нем перфорированным армирующим каркасом, нагревательными элементами в виде токопроводящих спиралей, установленных со стороны внутренних поверхностей полостей. С помощью нагревательных элементов осуществляют сварку труб с соединительным элементом, при этом в соединительном элементе остается холодная зона, не приваренная к трубам, и сами трубы остаются не сваренными между собой. В зазор между трубами, установленными встык, и в так называемую холодную зону может попадать агрессивная среда. При воздействии высоких давлений агрессивная среда может попадать и в бывшую зону нагрева, где находятся нагревательные спирали из металла, т.к. в полевых условиях качество сварки полимеров нагревательными спиральными элементами не контролируется. Адгезии металла и полимера не бывает, между ними всегда остается микрозазор, в который может проникнуть агрессивная среда. Любой металл, соприкасающийся с агрессивной средой, может быть подвержен коррозии и разрушению, что снижает надежность соединения труб и надежность работы трубопровода.
Задача, на решение которой направлено заявляемое изобретение, заключается в создании трубопроводов с высокой нагрузочной способностью в целом и с прочными, не подверженными коррозии неразъемными соединениями металлопластовых труб как на прямолинейных участках трассы трубопроводов, так и на любых поворотах трассы, предназначенных для работы в условиях высоких давлений и агрессивных сред.
Технический результат, достигаемый при использовании изобретения, заключается в расширении возможностей применения соединительных элементов трубопровода на любых участках трубопроводов, изменяющих направление трассы под любым углом, при упрощении сборки трубопровода за счет доставки готовых узлов неразъемных соединений в полевые условия, а также в повышении надежности работы трубопроводов любых диаметров в условиях высоких давлений и агрессивных сред.
Указанный технический результат достигается тем, что в полимерном трубопроводе, преимущественно металлопластовом, включающем жестко соединенные друг с другом посредством соединительных элементов полимерные армированные трубы заданной длины, запорную арматуру, насосы, при этом полимерные трубы содержат усилитель прочности в виде объемного армирующего каркаса, размещенного в монолите полимера, а неразъемный соединительный элемент выполнен в виде корпуса с выполненными в нем цилиндрическими полостями для концов соединяемых труб, согласно изобретению корпус неразъемного соединения выполнен в виде металлической гильзы, выполненной составной из отрезков металлических труб, сваренных между собой по торцевым поверхностям под углом 0≤α<90°, а в стенках гильзы выполнены полости в виде отверстий для выхода грата и кольцевых расточек, выполненных на внутренних поверхностях отрезков труб с образующими поверхностями под углом β≥0 к осям соединяемых труб, при этом металлическая гильза охватывает цилиндрические поверхности термопластовой втулки с законцовками для ввода труб, а сама втулка выполнена из двух частей, сваренных между собой по торцевым поверхностям, и охватывает законцовками цилиндрические поверхности труб, и, наконец, корпус содержит термопластовый замок, сформированный в процессе сварки торцов частей втулки путем заполнения полостей, выполненных в соединении, расплавленным термопластом, при этом части втулки вводятся в термостатированную гильзу и свариваются там под тем же углом 0≤α<90°, что и отрезки металлических труб.
Выполнение трубопровода с соединительным элементом, выполненным в виде корпуса с наружной металлической гильзой позволяет повысить нагрузочную способность и надежность трубопровода при работе в условиях высоких давлений и агрессивных сред.
Выполнение гильзы, составной из отрезков металлических труб, сваренных под углом 0≤α<90°, позволяет получить трубопровод заданного направления трассы без дополнительных вставок и элементов, изменяющих направление трассы трубопровода.
Выполнение втулки составной из двух частей позволяет свободно вводить их в металлическую гильзу с двух сторон и сваривать торцы частей втулки внутри гильзы, одновременно формируя термопластовый замок из расплавленного термопласта втулки.
Выполнение в гильзе технологических отверстий для выхода грата и кольцевых расточек с образующей под углом β≥0 к осям соединяемых труб позволяет создать полости для заполнения термопластом. При приложении усилия к частям втулки в процессе сварки расплавленный термопласт заполняет все полости, выполненные в соединении, формируя термопластовый замок заданной конфигурации, т.е. фактически изменяя диаметр посадочной поверхности втулки, обеспечивая тем самым плотное надежное соединение полимера с металлом гильзы, а в целом нагрузочную способность трубопровода.
Наличие в гильзе отверстий для выхода грата позволяет не только контролировать процесс сварки, но и обеспечивает надежное соединение труб между собой, а также с металлической гильзой.
Выполнение неразъемного соединения в виде наружной металлической гильзы, вставленных в нее частей втулки, образующих в процессе сварки между собой дополнительный термопластовый замок, позволяет получить готовый узел для последующей сборки трубопровода в полевых условиях.
Проведенный заявителем анализ уровня техники, включающий поиск по патентным и научно-техническим источникам информации и выявление источников, содержащих сведения об аналогах изобретения, позволил установить, что заявитель не обнаружил аналоги, характеризующиеся признаками, тождественными (идентичными) всем существенным признакам устройства. Выбор прототипа позволил выявить совокупность существенных отличительных признаков устройства, не известных из уровня техники и не вытекающих для специалиста явным образом из известного уровня техники. Заявитель считает, что заявляемое изобретение соответствует условиям "новизна" и "изобретательский уровень".
Полимерный трубопровод представлен на чертеже узлом трубопровода в виде неразъемного соединения труб из армированного термопласта, продольный разрез.
Устройство содержит соединяемые армированные трубы 1, термопластовую втулку 2, сваренную из двух частей, с законцовками 3, приформованными к трубам 1 известным способом [1] сварки встык нагретым инструментом либо сварки при помощи деталей с закладными нагревателями, и металлическую гильзу 4. Гильза 4 выполнена из двух отрезков металлических труб 4', в которых радиально выполнены отверстия для выхода грата 5 и на поверхностях которых по внутреннему диаметру выполнены кольцевые расточки 6, с образующими поверхностями под углом β≥0 к осям отрезков труб. Угол β и длина расточек выбираются в зависимости от диаметра термопластовых труб 1, давления в трубопроводе, толщины стенок гильзы 4, а также от величины осевых усилий, необходимых для сварки термопласта. Отрезки труб обрезаны и сварены между собой по торцевым поверхностям под углом 0≤α≤90°. Угол α определяется направлением трассы трубопровода. Кольцевые расточки 6 образуют с наружными поверхностями втулки 2 кольцевые полости 7. Полости 7 в сочетании с отверстиями для выхода грата 5 при заполнении их термопластом образуют единый кольцевой термопластовый замок 8.
Трубу для изготовления трубопровода получают известным способом, протягивая объемный армирующий каркас через формирующий экструдер и заливая каркас связующим полимером [2].
Сборку трубопровода осуществляют следующим образом.
Неразъемные соединения термопластовых труб 1 получают сборкой металлической гильзы 4 с втулкой 2 с законцовками 3. Для этого берут заготовки отрезков металлических труб 4', выполняют в них отверстия для выхода грата 5 и кольцевые расточки 6, образующие поверхности которых направлены под углом β≥0 к осям соединяемых отрезков труб. Угол β и длина расточек выбираются в зависимости от диаметра термопластовых труб 1, давления в трубопроводе, толщины стенок гильзы 4, а также от величины осевых усилий, необходимых для сварки термопласта. Обрезают и сваривают отрезки труб по торцам под заданным углом 0≤α<90° друг к другу, получая, таким образом, гильзу 4. Термостатируют (нагревают объект до определенной температуры и поддерживают эту температуру в течение определенного времени) гильзу 4 при температуре плавления термопласта. Нагревают торцы частей втулки 2 до температуры плавления термопласта (200-250oС) известным способом [1] , прижимая их к нагретому инструменту. Затем вставляют части втулки с двух сторон в термостатированную гильзу 4, соединяют их между собой, прикладывая к ним осевое усилие для осуществления сварки. Сварку продолжают до тех пор, пока расплавленный термопласт не образует термопластовый замок 8, т.е. пока термопласт не заполнит все полости 7, образованные в соединении, и не выйдет в наиболее удаленные от места сварки отверстия для выхода грата 5, что является показателем окончания сварки. Величина осевого усилия выбирается в зависимости от марки полимера, диаметра втулок, времени формирования термопластового замка. Прекращают действие осевого усилия. Соединение охлаждают естественным образом.
Торцы термопластовых армированных труб 1 приформовывают к термопластовой втулке 2 известным способом [1] сварки встык нагретым инструментом либо сварки при помощи деталей с закладными нагревателями.
Предлагаемые трубопроводы и соединительные элементы для их сборки могут быть изготовлены на известном в технике оборудовании с использованием известных приемов. Трубопроводы могут использоваться в закрытых траншеях с засыпкой грунтом, а также при прокладке по поверхности грунта, не требуют электрохимической защиты от коррозии, а также теплоизолирующего покрытия.
Таким образом, изложенные сведения показывают, что изобретение предназначено для производства трубопроводов в нефтяной, газовой и химической отраслях промышленности и для транспортирования агрессивных сред с возможностью использования его на любых поворотах трассы без применения дополнительных устройств и вставок в трубопровод, при упрощении сборки его в полевых условиях, при повышении надежности работы соединений в условиях агрессивных сред и высоких давлений за счет использования в корпусе неразъемного соединения труб из армированного термопласта металлической наружной составной гильзы, сварки частей втулки внутри этой гильзы и получения при этом термопластового замка.
Источники информации
1. Полимеры в газоснабжении. Справочник. М.: Машиностроение, 1998.
2. Патент РФ 1838943, заявл. 19.04.1991 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| НЕРАЗЪЕМНОЕ СОЕДИНЕНИЕ ТРУБ ИЗ АРМИРОВАННОГО ТЕРМОПЛАСТА И СПОСОБ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2206019C2 |
| ПОЛИМЕРНЫЙ ТРУБОПРОВОД | 2004 |
|
RU2271492C2 |
| НЕРАЗЪЕМНОЕ СОЕДИНЕНИЕ ТРУБ ИЗ АРМИРОВАННОГО ТЕРМОПЛАСТА И СПОСОБ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2300691C2 |
| НЕРАЗЪЕМНОЕ СОЕДИНЕНИЕ ТРУБ ИЗ АРМИРОВАННОГО ТЕРМОПЛАСТА И СПОСОБ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2087785C1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ МЕТАЛЛОПОЛИМЕРНОЙ ТРУБЫ | 2001 |
|
RU2206017C2 |
| НЕРАЗЪЕМНОЕ СОЕДИНЕНИЕ ТРУБ И СПОСОБ ЕГО ВЫПОЛНЕНИЯ | 2004 |
|
RU2263244C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЫ | 2001 |
|
RU2190531C1 |
| МЕТАЛЛОПОЛИМЕРНАЯ ТРУБА (ВАРИАНТЫ) | 2001 |
|
RU2206016C2 |
| СПОСОБ НЕРАЗЪЕМНОГО СОЕДИНЕНИЯ ПОЛИМЕРНЫХ АРМИРОВАННЫХ ТРУБ | 2003 |
|
RU2225791C1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОЙ АРМИРОВАННОЙ ТРУБЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2019 |
|
RU2709276C1 |
Изобретение относится к области производства трубопроводов в нефтяной, газовой и химической отраслях промышленности и для транспортирования агрессивных сред. Техническим результатом изобретения является возможность использования его на любых поворотах трассы без применения дополнительных устройств и вставок в трубопровод, при упрощении сборки его в полевых условиях, при повышении надежности работы соединений в условиях агрессивных сред и высоких давлений за счет использования в корпусе неразъемного соединения труб из армированного термопласта металлической наружной составной гильзы, сварки частей втулки внутри этой гильзы и получения при этом термопластового замка. Это достигается тем, что корпус неразъемного соединения выполнен в виде металлической гильзы, выполненной составной из отрезков металлических труб, сваренных между собой по торцевым поверхностям под углом 0≤α<90°, а в стенках гильзы выполнены полости в виде отверстий для выхода грата и кольцевых расточек, выполненных на внутренних поверхностях отрезков труб с образующими поверхностями под углом β≥0 к осям соединяемых труб, при этом металлическая гильза охватывает цилиндрические поверхности термопластовой втулки с законцовками для ввода труб, а сама втулка выполнена из двух частей, сваренных между собой по торцевым поверхностям, и охватывает законцовками цилиндрические поверхности труб, и, наконец, корпус содержит термопластовый замок, сформированный в процессе сварки торцов частей втулки, путем заполнения полостей, выполненных в соединении, расплавленным термопластом, при этом части втулки вводятся в термостатированную гильзу и свариваются там под тем же углом 0≤α<90°, что и отрезки металлических труб. 1 ил.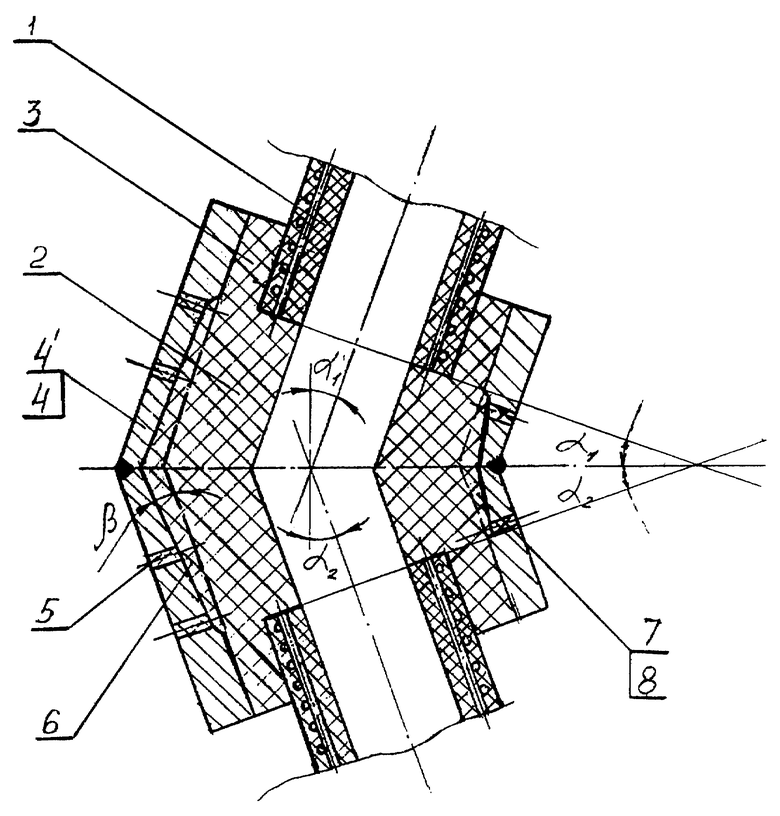
Полимерный трубопровод, преимущественно металлопластовый, включающий жестко соединенные друг с другом посредством соединительных элементов полимерные армированные трубы заданной длины, запорную арматуру, насосы, при этом полимерные трубы содержат усилитель прочности в виде объемного армирующего каркаса, размещенного в монолите полимера, а неразъемный соединительный элемент выполнен в виде корпуса с выполненными в нем цилиндрическими полостями для концов соединяемых труб, отличающийся тем, что корпус неразъемного соединения выполнен в виде металлической гильзы, выполненной составной из отрезков металлических труб, сваренных между собой по торцевым поверхностям под углом 0≤α<90°, а в стенках гильзы выполнены полости в виде отверстий для выхода грата и кольцевых расточек, выполненных на внутренних поверхностях отрезков труб с образующими поверхностями под углом β≥0 к осям соединяемых труб, при этом гильза охватывает цилиндрические поверхности термопластовой втулки с законцовками, выполненной из двух частей, сваренных между собой по торцевым поверхностям, и охватывающей законцовками цилиндрические поверхности труб, и содержит термопластовый замок, сформированный в процессе сварки торцов частей втулки, путем заполнения полостей, выполненных в соединении, расплавленным термопластом, при этом части втулки вводятся в термостатированную гильзу и свариваются под тем же углом 0≤α<90°, что и отрезки металлических труб.
| ПОЛИМЕРНЫЙ ТРУБОПРОВОД | 1998 |
|
RU2135875C1 |
| ТРУБА ПОЛИМЕРНАЯ АРМИРОВАННАЯ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1996 |
|
RU2105920C1 |
| СОЕДИНИТЕЛЬНЫЙ ЭЛЕМЕНТ ТРУБОПРОВОДА | 1998 |
|
RU2135879C1 |
| ТРУБА АРМИРОВАННАЯ ПОЛИМЕРНАЯ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2075684C1 |
| ЛИГАНДЫ НИКОТИНОВОГО РЕЦЕПТОРА АЛЬФА-7, ИХ ПОЛУЧЕНИЕ И ПРИМЕНЕНИЕ | 2005 |
|
RU2418797C2 |
| DE 3932807 А1, 02.05.1991. | |||

