Изобретение относится к трубопроводному транспортированию газообразных и жидких сред под давлением и может быть использовано в различных отраслях промышленности, в коммунальным и сельском хозяйствах.
Известен способ неразъемного соединения полимерных армированных труб по патенту РФ № 2115057, МКл.7: F 16 L 47/02, опубл. 10.07.98.
По известному способу на одну из соединяемых труб надвигают муфту из полимерного материла, содержащую нагревательные элементы, расположенные в ее теле со стороны внутренней поверхности и состоящие из двух групп, и сдвигают на некоторое расстояние от торца трубы.
Торцевые поверхности соединяемых труб зачищают, помещают между ними нагревательную пластину и нагревают торцы труб до температуры плавления полимера. Затем пластину снимают, торцевые поверхности труб с помощью приспособления прижимают друг к другу и некоторое время выдерживают в этом положении.
При этом происходит стыковая сварка соединяемых труб с образованием наружного и внутреннего валиков сварного шва. Наружный валик удаляют и на шов надвигают муфту, нагревательные элементы муфты подключают к электропитанию.
Через некоторое время происходит расплавление материала муфты в районе ее внутренней поверхности и материала законцовок соединяемых труб в районе их наружных поверхностей. Затем электропитание муфты отключают. После остывания расплавленных элементов образуется неразъемное соединение труб.
Недостатками известного способа соединения полимерных армированных труб являются: сложность конструкции изготовления муфты, невысокая прочность соединения на разрыв и скручивание из-за несвязанности в месте стыка труб их армирующих элементов в случаях, когда температура плавления материала арматуры выше температуры плавления материала труб.
Известен способ соединения двух труб из упрочненного термопластического материала (полиэтилена) по патенту РФ № 2192352, М.Кл.7: В 29 С 65/02, F 16 L 47/02, опубл. 10.11.2002, выбранный заявителем в качестве прототипа.
По известному техническому решению трубы, подлежащие соединению, являются композитными, изготовленными из упрочненного композитного материала. Такие трубы содержат напрессованный внутренний слой из полиэтилена высокой плотности. Этот слой покрыт армирующим слоем, сформированным из непрерывных волокон, изготовленных из стекла, и непрерывных волокон из термопластического материала, такого, как полиэтилен высокой плотности. Эти волокна соединены между собой с помощью нагрева. Армирующий слой покрыт органическим термопластическим материалом, который может быть того же сорта, что и полиэтилен, образующий внутренний слой труб.
Для соединения труб по известному способу применяется цилиндрическая наружная муфта, в исходном состоянии включающая в себя композитные нити, сформированные из непрерывных стекловолокон и непрерывных волокон из органического термопластического материала, такого, как полиэтилен высокой плотности. Композитные нити соединяются вместе, формируя полотно.
По известному способу на одну из соединяемых труб надвигают наружную цилиндрическую муфту и сдвигают ее в сторону на некоторое расстояние. Торцы соединяемых труб устанавливают друг против друга вдоль общей для двух труб продольной оси. Затем между торцами труб устанавливают вращающийся диск, к которому поджимают торцы труб. Силы трения, возникающие между торцами труб и вращающимся диском, обеспечивают нагрев торцев до температуры, близкой к их расплавлению. По достижении этого диск удаляют, а трубы сдвигают и их торцы прижимают друг к другу, и в этом состоянии выдерживают их до образования сварного шва. При этом образуются наружный и внутренний валики сварного шва.
Наружный валик удаляют. На сварной шов надвигают муфту. На ее наружную поверхность накладывают два обжимных полукольца, в тела которых вмонтированы нагревательные элементы. Включают электропитание нагревательных элементов. Одновременно с нагревом полуколец к ним прикладываются радиальные сжимающие нагрузки. Такое воздействие поддерживается до тех пор, пока расплавленный материал муфты и законцовок труб не проникнут друг в друга. После охлаждения образуется неразъемное соединение труб.
Недостатком известного способа соединения двух труб из упрочненного термопластического материала является невысокая прочность соединения на разрыв и скручивание в виду того, что армирующие волокна из стекла одной трубы вплавляются в полиэтилен другой трубы, но между собой не свариваются, так как температура плавления стекловолокна выше температуры плавления полиэтилена.
Технический результат предлагаемого изобретения состоит в устранении указанного недостатка прототипа, а именно в повышении прочности на разрыв и скручивание неразъемного соединения полимерных армированных труб.
Технический результат достигается тем, что в способе неразъемного соединения полимерных армированных труб, включающем надвигание на одну из труб соединительной муфты, нагрев торцов труб, прижатие их друг к другу, их стыковую сварку, сдвигание муфты на сварной шов, нагрев муфты и приложение к ней радиальной нагрузки, выдержку во времени, охлаждение, согласно изобретению, в качестве соединительной на одну из труб надвигают термоусаживающуюся муфту из полимера, зачищают торцы труб, на законцовку одной из труб устанавливают обечайку из коррозионно-стойкой стали на половину ее длины, в обечайку устанавливают высокотеплопроводную втулку, между втулкой и торцом второй трубы устанавливают нагревательную пластину, поджимают трубы друг к другу с помощью приспособления, после нагрева торцов до температуры, близкой к температуре плавления полимера, нагревательную пластину и высокотеплопроводную втулку удаляют, после стыковой сварки труб и охлаждения стыка на обечайку устанавливают пресс-нагреватель, включают электропитание нагревательных элементов, по достижении соединением температуры, близкой к температуре плавления полимера, обжимают пресс-нагревателем обечайку, формуя в ней кольцевые и продольные зиги, а на законцовках труб - ответные им кольцевые и продольные канавки, отключают электронагрев, охлаждают соединение, удаляют пресс-нагреватель, нагревают термоусаживающуюся муфту до заданной температуры и надвигают ее на обечайку, подвергают соединение естественному охлаждению.
Применение в качестве соединительной термоусаживающейся муфты из полимера упрощает конструкцию муфты и технологию ее изготовления, обеспечивает надежность уплотнения соединения труб за счет гарантированного натяга муфты при ее термоусадке, снижает стоимость выполнения трубного соединения.
Зачистка торцов труб перед стыковой сваркой обеспечивает качество сварного соединения, уменьшает время выполнения соединения труб.
Установка на законцовку одной из труб обечайки из коррозионно-стойкой стали на половину ее длины облегчает центровку соединяемых труб относительно общей оси их будущего соединения.
Установка в обечайку высокотеплопроводной втулки и нагревательной пластины между втулкой и торцом второй трубы позволяет нагревать одновременно торцы обеих труб до заданной температуры с одинаковой эффективностью.
Осуществление поджима труб друг к другу с помощью приспособления облегчает процесс центровки труб относительно оси их будущего соединения, повышает качество стыкового сварного шва.
Установка на обечайку пресс-нагревателя создает возможность осуществить повышение прочности соединения труб.
Обжатие пресс-нагревателем обечайки при достижении соединением температуры, близкой к температуре плавления полимера позволяет сформировать в обечайке кольцевые зиги и ответные им кольцевые канавки на законцовках труб, что обеспечивает повышение прочности соединения труб на разрыв, сформировать в обечайке продольные зиги и ответные им продольные канавки на законцовках труб, что обеспечивает прочность соединения труб на скручивание.
Отключение электронагрева, охлаждение соединения, снятие пресс-нагревателя стабилизируют процесс полимеризации материала законцовок труб и муфты.
Нагрев термоусаживающейся муфты из полимера до заданной температуры и надвигание ее на обечайку, и дальнейшее естественное охлаждение соединения способствует обжатию обечайки, позволяет исключить утечку в стыках трубопроводов, а значит и потерю транспортируемых материалов, а для агрессивных и вредных сред - загрязнение окружающей среды.
Заявляемое техническое решение обладает новизной и изобретательским уровнем, так как при проведении поиска по источникам патентной и научно-технической литературы заявителем не выявлены способы, повышающие прочность соединения труб на разрыв и скручивание, идентичные предлагаемому изобретению.
Заявляемый способ неразъемного соединения полимерных армированных труб обеспечивается несложным в изготовлении и эксплуатации оборудованием, надежным в работе, не требующим больших материальных затрат. Следовательно, заявляемый способ соответствует критерию “промышленная применимость”.
Сущность заявляемого технического решения поясняется чертежами.
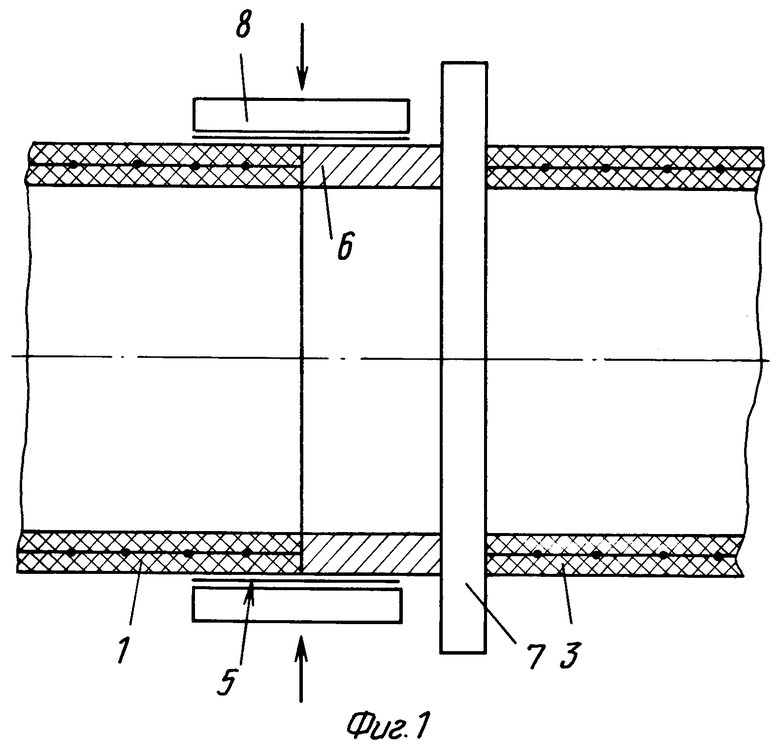
На фиг.1 изображена схема установки на одну из соединяемых труб обечайки, а между торцами труб - нагревательной пластины и высокотеплопроводной втулки, а также расположение пресс-нагревателя относительно торца одной из соединяемых труб.
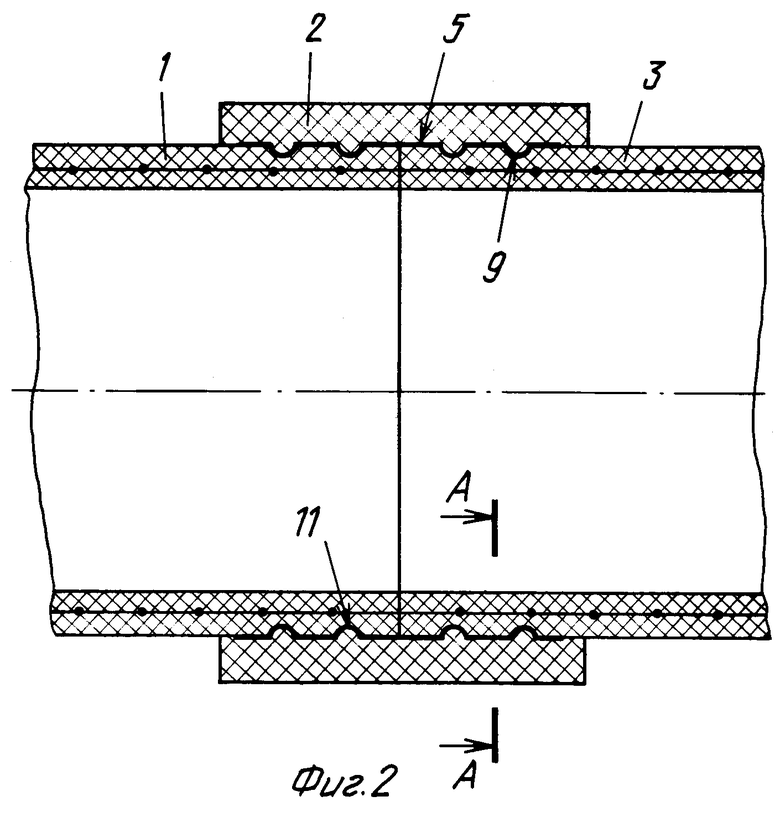
На фиг.2 показано неразъемное соединение полимерных армированных труб.
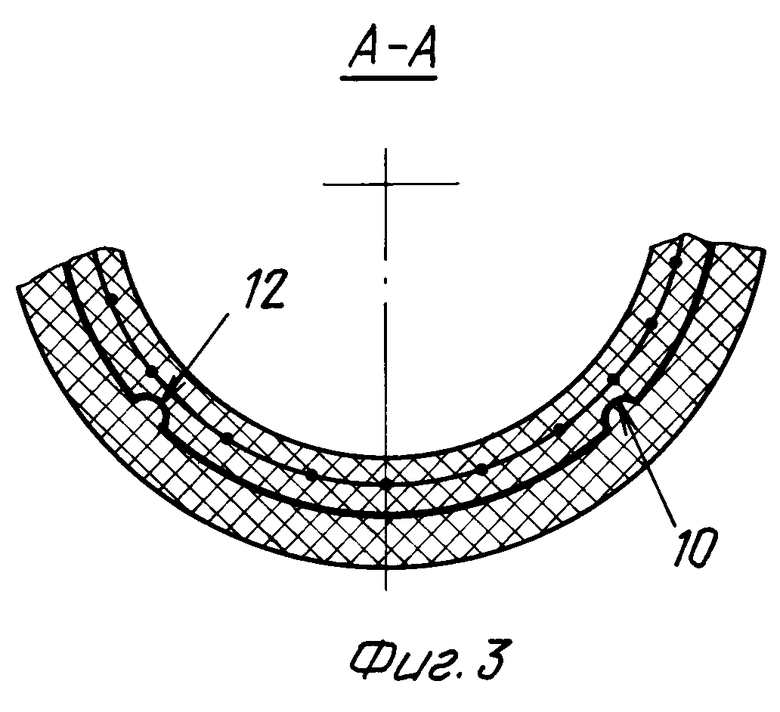
На фиг.3 показано сечение А-А на фиг.2.
Неразъемное соединение полимерных армированных труб осуществляется в следующей последовательности.
Внутренние полости труб тщательно очищают от грязи, снега, льда, камней и других посторонних предметов. Концы труб, а также внутренние полости соединительных муфт очищают от пыли и песка сухой или увлажненной ветошью с дальнейшей протиркой насухо, кроме того, наружные поверхности законцовок труб и их торцов, а также внутренние поверхности муфт обезжиривают ацетоном, уайт-спиритом или бензином. Зачистку торцев труб осуществляют инструментом, обеспечивающим снятие тонкого поверхностного слоя.
На одну из соединяемых труб 1 надвигают муфту 2, выполненную из полимера, материал которой радиационно обработан, а внутренний диаметр расширен, в результате чего муфта приобретает способность к термоусадке при повторном ее нагреве до определенной температуры и последующем охлаждении. В дальнейшем такую муфту принято называть термоусаживающейся.
Далее соединяемые трубы 1 и 3 устанавливают в приспособление (на черт. на показано), обеспечивающее центровку труб относительно их общей оси и поджатие торцов друг к другу. На законцовку одной из труб 1 устанавливают обечайку 5 из коррозионно-стойкой стали на половину ее длины. В обечайку вставляют высокотеплопроводную втулку 6, а между втулкой 6 и торцом второй трубы 3 устанавливают нагревательную пластину 7 и поджимают торцы труб 1 и 3 друг к другу, производят нагрев торцов труб 1 и 3 до температуры, близкой к температуре плавления полимера. Отводят торцы труб 1 и 3 друг от друга и удаляют из стыка нагревательную пластину 7 и высокотеплопроводную втулку 6. Торцы соединяемых труб 1 и 3 подводят и прижимают друг к другу, и в таком положении выдерживают заданное время.
В процессе охлаждения соединения образуется кольцевой сварной шов труб.
После стыковой сварки труб на обечайку 5 устанавливают пресс-нагреватель 8, включают электропитание нагревательных элементов. По достижении соединением температуры, близкой к температуре плавления полимера, обжимают пресс-нагревателем 8 обечайку 5, формуя в ней кольцевые 9 и продольные 10 зиги, а на законцовках соединяемых труб 1 и 3 - ответные им кольцевые канавки 11 и продольные канавки 12.
Затем отключают электронагрев пресс-нагревателя 8, пресс-нагреватель 8 удаляют, нагревают термоусаживающуюся муфту 2 с помощью отдельного нагревателя до заданной температуры и надвигают ее на обечайку 5, подвергают соединение естественному охлаждению. Муфта 2 термоусаживается по внутреннему диаметру, что приводит к созданию натяга тела муфты на обечайке, в результате обеспечивается надежное уплотнение места соединения труб, повышается его прочность на разрыв, скручивание и излом по сравнению с аналогом и прототипом.
Пример конкретного выполнения неразъемного соединения полимерных армированных труб.
Для соединения брали две полиэтиленовых армированных трубы одинакового диаметра с наружным диаметром 184 мм и толщиной стенок 17 мм.
Производили зачистку торцов законцовок труб и их наружной поверхности с помощью специального приспособления до диаметра 180 мм. На одну из соединяемых труб надвигали термоусаживаюшуюся муфту из полимера и сдвигали ее в сторону.
На законцовку одной из труб устанавливали обечайку с внутренним диаметром 180 мм и толщиной 0,8 мм, изготовленную из стали 12Х18Н10Т, на половину ее длины. В обечайку вставляли втулку из меди с наружным диаметром 180 мм и внутренним диаметром 150 мм, а между втулкой и торцем другой трубы устанавливали нагретую до 230°С пластину. Трубы с помощью центратора поджимали к нагревательной пластине и втулке и в этом положении выдерживали их 5-8 мин, затем отводили торцы труб друг от друга, удаляли из стыка нагревательную пластину и втулку. Затем торцы труб поджимали друг к другу и в этом положении выдерживали 15 мин. После образования стыкового сварного шва на обечайку устанавливали пресс-нагреватель и включали электропитание его нагревательных элементов. Нагрев соединения производили до температуры 200°С. Затем отключали электропитание и обжимали пресс-нагревателем обечайку, формуя в ней кольцевые и продольные зиги, а на законцовках соединяемых труб - ответные им канавки.
В таком состоянии соединение выдерживали в течение 2 ч и удаляли пресс-нагреватель. С помощью отдельного нагревателя нагревали термоусаживающуюся муфту до температуры 160°С и надвигали ее на обечайку, затем соединение подвергали охлаждению.
Таким образом было выполнено два соединения труб. Одну пару соединенных труб испытывали давлением 130 кгс/см2, другую - осевым усилием 17000 кгс. Оба соединения выдержали приложенные нагрузки.
Для сравнения: прочность стыковых сварных швов полимерных армированных труб, выполненных по ТУ 39.0147016-86-02, испытывают на давление 50 кгс/см2 и осевое усилие 8800 кгс, которые они должны выдерживать.
Отсюда видно, что заявляемый способ неразъемного соединения полимерных армированных труб значительно повышает прочность, а значит и долговечность соединения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОЛИМЕРНЫЙ ТРУБОПРОВОД | 2000 |
|
RU2192577C2 |
| ПОЛИМЕРНЫЙ ТРУБОПРОВОД | 2004 |
|
RU2271492C2 |
| ТЕПЛОИЗОЛИРОВАННЫЙ СТЫК ПРЕДВАРИТЕЛЬНО ТЕПЛОИЗОЛИРОВАННЫХ ТРУБОПРОВОДОВ, СПОСОБ ЕГО ВЫПОЛНЕНИЯ И СПОСОБ РЕМОНТА ТРУБОПРОВОДОВ | 2000 |
|
RU2178859C2 |
| Способ герметизации стыка изолированных труб | 2015 |
|
RU2611112C1 |
| Стыковое соединение изолированных труб или фасонных изделий | 2015 |
|
RU2611549C1 |
| НЕРАЗЪЕМНОЕ СОЕДИНЕНИЕ ТРУБ ИЗ АРМИРОВАННОГО ТЕРМОПЛАСТА И СПОСОБ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2087785C1 |
| Способ герметизации стыка предварительно изолированных труб (варианты) | 2015 |
|
RU2611219C1 |
| ТЕРМОУСАЖИВАЕМАЯ МУФТА ДЛЯ ГИДРАВЛИЧЕСКОЙ И МЕХАНИЧЕСКОЙ ЗАЩИТЫ СОЕДИНЕНИЙ СТЫКОВ ТРУБОПРОВОДОВ | 2007 |
|
RU2382930C2 |
| НЕРАЗЪЕМНОЕ СОЕДИНЕНИЕ ТРУБ ИЗ АРМИРОВАННОГО ТЕРМОПЛАСТА И СПОСОБ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2300691C2 |
| СОЕДИНЕНИЕ ПОЛИМЕРНЫХ АРМИРОВАННЫХ ТРУБ | 2003 |
|
RU2245481C1 |
Изобретение относится к трубопроводному транспортированию газообразных и жидких сред под давлением и может быть использовано в различных отраслях промышленности, в коммунальном и сельском хозяйствах. Способ включает надвигание на одну из труб соединительной муфты, нагрев торцов труб, прижатие их друг к другу, стыковую сварку труб, сдвигание муфты на сварной шов, нагрев муфты, приложение к ней радиальной нагрузки, выдержку во времени и охлаждение. При этом в качестве соединительной муфты на одну из труб надвигают термоусаживающуюся муфту из полимера. На законцовку одной из труб устанавливают обечайку из коррозионностойкой стали на половину ее длины. В обечайку устанавливают высокотеплопроводную втулку. Между втулкой и торцом второй трубы устанавливают нагревательную пластину и поджимают трубы друг к другу. После нагрева торцев до температуры, близкой к температуре плавления полимера, нагревательную пластину и высокотеплопроводную втулку удаляют. После стыковой сварки труб и охлаждения стыка на обечайку устанавливают пресс-нагреватель, включают электропитание нагревательных элементов. По достижении соединением температуры, близкой к температуре плавления полимера, обжимают пресс-нагревателем обечайку, формуя в ней кольцевые и продольные зиги, а на законцовках труб - ответные им кольцевые и продольные канавки. Отключают электронагрев, охлаждают соединение, удаляют пресс-нагреватель, нагревают термоусаживающуюся муфту до заданной температуры и надвигают ее на обечайку, подвергают соединение естественному охлаждению. Изобретение позволяет повысить прочность на разрыв и скручивание неразъемного соединения труб. 3 ил.
Способ неразъемного соединения полимерных армированных труб, включающий надвигание на одну из труб соединительной муфты, нагрев торцев труб, прижатие их друг к другу, их стыковую сварку, сдвигание муфты на сварной шов, нагрев муфты и приложение к ней радиальной нагрузки, выдержку во времени, охлаждение, отличающийся тем, что в качестве соединительной на одну из труб надвигают термоусаживающуюся муфту из полимера, зачищают торцы труб, на законцовку одной из труб устанавливают обечайку из коррозионно-стойкой стали на половину ее длины, в обечайку устанавливают высокотеплопроводную втулку, между втулкой и торцем второй трубы устанавливают нагревательную пластину, поджимают трубы друг к другу с помощью приспособления, после нагрева торцев до температуры, близкой к температуре плавления полимера, нагревательную пластину и высокотеплопроводную втулку удаляют, после стыковой сварки труб и охлаждения стыка на обечайку устанавливают пресс-нагреватель, включают электропитание нагревательных элементов, по достижении соединением температуры, близкой к температуре плавления полимера, обжимают пресс-нагревателем обечайку, формуя в ней кольцевые и продольные зиги, а на законцовках труб - ответные им кольцевые и продольные канавки, отключают электронагрев, охлаждают соединение, удаляют пресс-нагреватель, нагревают термоусаживающуюся муфту до заданной температуры и надвигают ее на обечайку, подвергают соединение естественному охлаждению.
| СПОСОБ СОЕДИНЕНИЯ ДВУХ ТРУБ ИЗ УПРОЧНЕННОГО ТЕРМОПЛАСТИЧНОГО МАТЕРИАЛА | 1999 |
|
RU2192352C2 |
| СПОСОБ СОЕДИНЕНИЯ АРМИРОВАННЫХ ТРУБ ИЗ ТЕРМОПЛАСТОВ И ТРУБЫ, СОЕДИНЕННЫЕ ЭТИМ СПОСОБОМ | 1994 |
|
RU2115057C1 |
| US 6375226 В1, 23.04.2002 | |||
| US 4906313 А, 06.03.1990 | |||
| DE 4444097 А1, 13.06.1996 | |||
| 0 |
|
SU152752A1 | |

