Изобретение относится к области машиностроения, в частности к обработке заготовок на плоскошлифовальных станках с возвратно-поступательным движением рабочего стола.
Известен способ шлифования плоских поверхностей, в котором заготовки устанавливают на предварительно прогретую до стационарной температуры шлифования и вышлифованную магнитную плиту и сообщают заготовкам и инструменту относительные перемещения (см. авт. свид. СССР 1579730, кл. В 24 В 1/00, 1990 г.).
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа, относится то, что в известном способе при каждом рабочем ходе стола круг снимает припуск, определяемый дискретной (толчковой) подачей на один рабочий (или двойной) ход, в силу чего каждое врезание круга в заготовку (каждый рабочий ход стола) сопровождается ударом, порождающим в технологической системе вибрации, приводящие к снижению качества обработанной поверхности. Кроме того, необходимость в известном способе прогрева достаточно больших объемов материала магнитной плиты, которую к тому же необходимо шлифовать перед обработкой каждой партии заготовок, снижает производительность операции шлифования.
Известен также способ шлифования плоских поверхностей, при котором задают вращение шлифовальному кругу навстречу направлению перемещения стола с установленными на нем заготовками, а затем, при изменении направления перемещения стола, меняют направление вращения шлифовального круга на противоположное (см. авт. свид. СССР 889389, кл. В 24 В 7/00, 1981 г.).
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа, относится то, что в известном способе, как и в предыдущем случае, врезная подача осуществляется дискретно (толчками) на каждый рабочий ход стола и каждый раз круг снимает с заготовки припуск, определяемый величиной этой подачи, в силу чего врезание круга в заготовку при каждом рабочем ходе стола сопровождается ударом, порождающим в технологической системе вибрации, ведущие к дестабилизации процесса шлифования и ухудшающие качество поверхности обрабатываемой заготовки. Кроме того, во-первых, далеко не все плоскошлифовальные станки снабжены реверсивным механизмом привода шлифовального круга, а во-вторых, на реверс быстровращающегося шлифовального круга необходимы значительные затраты времени. Все это ограничивает возможность практического использования способа по авт. св. 889389 до крайнего минимума.
Наиболее близким способом того же назначения к заявленному изобретению по совокупности признаков является способ шлифования периферией круга, осуществляемый на станках с прямоугольным столом, согласно которому задают вращение шлифовальному кругу и сообщают относительно него возвратно-поступательное перемещение столу с установленными на нем заготовками, в результате которого круг входит в контакт с обрабатываемой поверхностью и осуществляет съем припуска, причем в крайних положениях стола инструменту задают дискретную врезную подачу, равную глубине резания (см. Справочник металлиста / Под ред. М. П. Новикова, П.И. Орлова. М.: Машиностроение. т. 4. 1977. С. 71), принятый за прототип.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа, относится то, что в известном способе врезная подача осуществляется дискретно на каждый ход стола посредством перемещения тяжелых инерционных узлов станка, а врезание круга в заготовку сопровождается ударом, дестабилизирующим устойчивость процесса шлифования, резко усиливающим вибрации в технологической системе, что в конечном итоге снижает качество шлифованной поверхности заготовки (детали).
Сущность изобретения заключается в следующем. Как указано выше, плоское маятниковое шлифование обладает той особенностью, что врезание инструмента в заготовку происходит с ударом, в результате которого в системе возникают колебания узлов, изменяющие заданную траекторию движения инструмента и заготовки и снижающие качество обработанных поверхностей. Изменив схему съема припуска путем более "мягкого" входа инструмента в заготовку, можно снизить амплитуду колебания и повысить качество обработки заготовок.
Технический результат - повышение качества обработанных поверхностей заготовок на плоскошлифовальных станках с возвратно-поступательным движением стола.
Указанный технический результат при осуществлении изобретения достигается тем, что известный способ шлифования плоских поверхностей периферией круга включает сообщение заготовке и кругу относительных перемещений на плоскошлифовальном станке с возвратно-поступательным движением стола.
Особенность заключается в том, что врезную подачу с помощью устройства для микроподачи заготовок осуществляют равномерно и непрерывно в течение всего цикла шлифования, кроме одного последнего или нескольких двойных ходов стола станка.
Проведенный заявителем анализ уровня техники включающий поиск по патентным и научно-техническим источникам информации, и выявление источников, содержащих сведения об аналогах заявляемого изобретения, позволил установить, что заявитель не обнаружил источник, характеризующийся признаками, тождественными всем существенным признакам заявленного изобретения. Определение из перечня выявленных аналогов прототипа, как наиболее близкого по совокупности признаков аналога, позволил установить совокупность существенных по отношению к усматриваемому заявителем техническому результату технических признаков в заявленном способе, изложенных в формуле изобретения.
Следовательно, заявленное изобретение соответствует условию "новизна".
Для проверки соответствия заявленного изобретения условию "изобретательский уровень" заявитель провел дополнительный поиск известных решений, чтобы выявить признаки, совпадающие с отличительными от прототипа признаками заявленного способа. Результаты поиска показали, что заявленное изобретение не вытекает для специалиста явным образом из известного уровня техники, поскольку из уровня техники, определенного заявителем, не выявлено влияние предусматриваемых существенными признаками заявленного изобретения преобразований для достижения технического результата. В частности, заявленным изобретением предусматриваются следующие преобразования:
- дополнение известного средства какой-либо известной частью (частями), присоединяемой (присоединяемыми) к нему по известным правилам, для достижения технического результата, в отношении которого установлено влияние именно такого дополнения;
- замена какой-либо части (частей) известного средства другой известной частью для достижения технического результата, в отношении которого установлено влияние именно такой замены;
- исключение какой-либо части (элемента, действия) средства с одновременным исключением обусловленной ее наличием функции и достижением при этом обычного для такого исключения результата (упрощение, уменьшение массы, габаритов, материалоемкости, повышение надежности, сокращение продолжительности процесса и пр.);
- увеличение количества однотипных элементов, действий, для усиления технического результата, обусловленного наличием в средстве именно таких элементов, действий;
- выполнение известного средства или его частей из известного материала для достижения технического результата, обусловленного известными свойствами этого материала;
- создание средства, состоящего из известных частей, выбор которых и связь между которыми осуществлены на основании известных правил, рекомендаций, и достигаемый при этом технический результат обусловлен только известными свойствами частей этого средства и связей между ними.
Описываемое изобретение не основано на изменении количественного признака (признаков), представлении таких признаков во взаимосвязи либо изменении ее вида. Имеется в виду случай, когда известен факт влияния каждого из указанных признаков на технический результат и новые значения этих признаков и их взаимосвязь могли быть получены исходя из известных зависимостей, закономерностей.
Следовательно, заявленное изобретение соответствует условию "изобретательский уровень".
На чертежах представлено:
- на фиг.1 изображена установка для реализации способа шлифования;
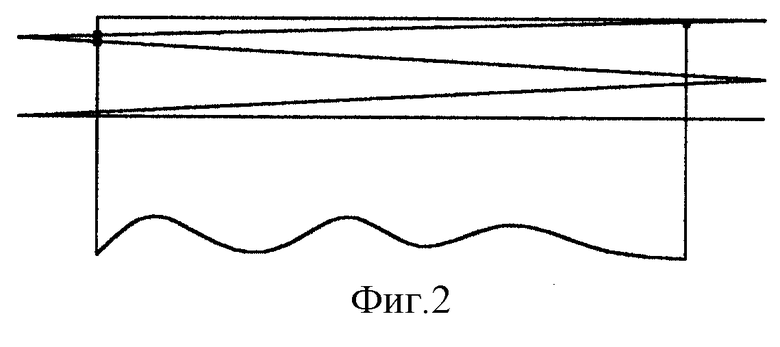
- на фиг.2 изображена схема съема припуска при реализации данного способа.
Сведения, подтверждающие возможность осуществления изобретения с получением вышеуказанного технического результата:
- заготовку 1 (фиг.1) закрепляют в устройстве 2 для микроподачи заготовок (УМЗ), установленном на магнитной плите 3, расположенной на столе 4 станка. Придают вращение шлифовальному кругу 5 с окружной скоростью Vк, возвратно-поступательное движение столу 4 станка со скоростью продольной подачи Vз и включают УМЗ (например, по патенту 2151683, кл. В 24 В 47/20, 2000 г.), обеспечивая тем самым непрерывную врезную подачу St, скорость которой устанавливают величиной напряжения, подаваемого на нагревательный элемент УМЗ. Предлагаемый способ шлифования обеспечивает отличную от прототипа схему съема припуска, в результате которой круг более "мягко" входит в заготовку, постепенно "набирая" глубину резания, что обеспечивает снижение колебаний в технологической системе (фиг.2).
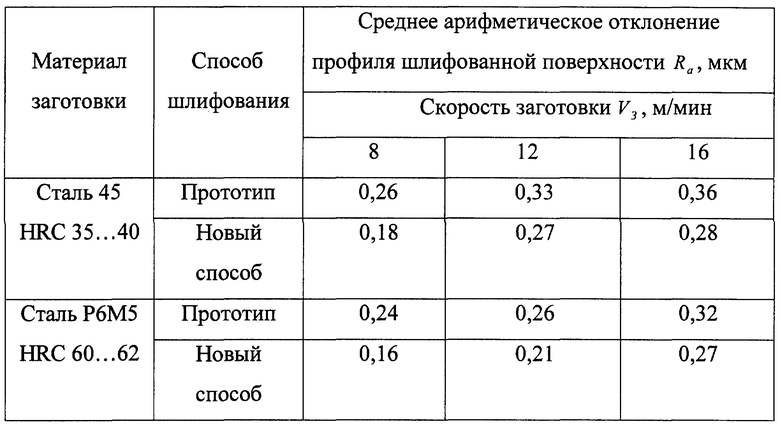
Как показали сравнительные эксперименты, при всех прочих равных условиях (Vк= 35 м/с; St=0,002 мм/ход; Vз=8; 12; 16 м/мин) применение данного способа обеспечивает снижение параметра Ra шероховатости обработанной поверхности по сравнению с прототипом до 30% (табл.).
Таким образом, изложенные сведения свидетельствуют о выполнении при использовании заявленного изобретения (способа) следующей совокупности условий:
- средство, воплощающее заявленный способ при его осуществлении, предназначено для использования в промышленности, а именно в машиностроении и приборостроении;
- для заявленного способа в том виде, как он охарактеризован в независимом пункте изложенной формулы изобретения, подтверждена возможность его осуществления с помощью описанных в заявке или известных до даты приоритета средств и методов.
Следовательно, заявленное изобретение соответствует условию "промышленная применимость".
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШЛИФОВАНИЯ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2001 |
|
RU2191672C1 |
| УСТРОЙСТВО ДЛЯ МИКРОПОДАЧИ ЗАГОТОВОК ПРИ ШЛИФОВАНИИ | 2001 |
|
RU2191675C1 |
| УСТРОЙСТВО ДЛЯ МИКРОПОДАЧИ ЗАГОТОВОК ПРИ ШЛИФОВАНИИ | 2001 |
|
RU2185948C1 |
| УСТРОЙСТВО ДЛЯ МИКРОПОДАЧИ ЗАГОТОВОК ПРИ ШЛИФОВАНИИ | 1999 |
|
RU2167042C1 |
| УСТРОЙСТВО ДЛЯ МИКРОПОДАЧИ ЗАГОТОВОК ПРИ ШЛИФОВАНИИ | 2000 |
|
RU2177398C1 |
| УСТРОЙСТВО ДЛЯ МИКРОПОДАЧИ ЗАГОТОВОК ПРИ ШЛИФОВАНИИ | 2000 |
|
RU2177400C1 |
| УСТРОЙСТВО ДЛЯ МИКРОПОДАЧИ ЗАГОТОВОК ПРИ ШЛИФОВАНИИ | 2000 |
|
RU2177399C1 |
| УСТРОЙСТВО ДЛЯ МИКРОПОДАЧИ ЗАГОТОВОК ПРИ ШЛИФОВАНИИ | 1999 |
|
RU2167043C1 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩИХ ТЕХНОЛОГИЧЕСКИХ СРЕДСТВ | 1999 |
|
RU2167046C1 |
| МЕТАЛЛОРЕЖУЩИЙ СТАНОК | 1999 |
|
RU2162399C1 |
Изобретение относится к области машиностроения и предназначено для обработки заготовок на плоскошлифовальных станках с возвратно-поступательным движением рабочего стола. Заготовке и инструменту сообщают относительные перемещения. Врезную подачу осуществляют равномерно и непрерывно с помощью устройства для микроподачи заготовок в течение всего цикла шлифования, кроме последних одного или нескольких двойных ходов стола станка. Такие действия повышают качество обработанных поверхностей заготовок на плоскошлифовальных станках за счет того, что круг более мягко входит в заготовку, постепенно набирая глубину резания и обеспечивая снижение колебаний в технологической системе. 2 ил., 1 табл.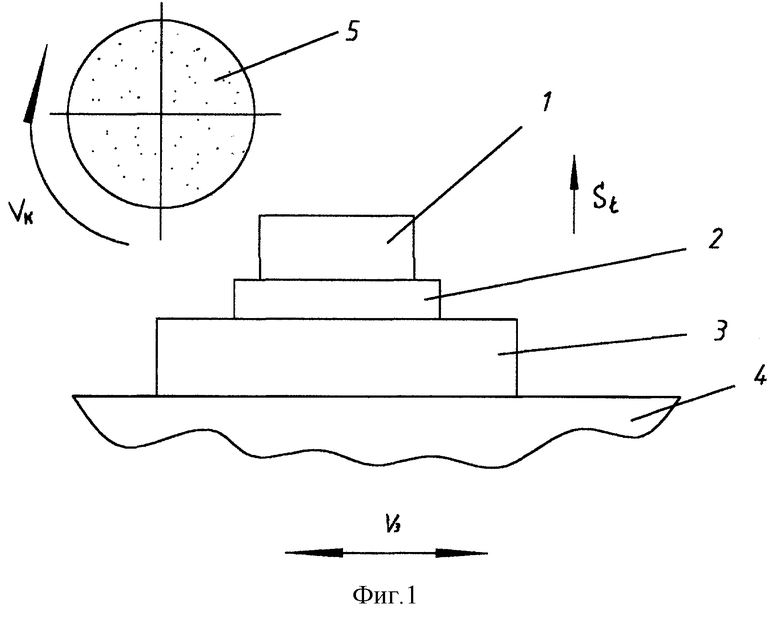
Способ шлифования плоских поверхностей периферией круга, включающий сообщение заготовке и кругу относительных перемещений на плоскошлифовальном станке с возвратно-поступательным движением стола, отличающийся тем, что используют устройство для микроподачи заготовок и осуществляют с помощью него врезную подачу равномерно и непрерывно в течение всего цикла шлифования, за исключением последних одного или нескольких двойных ходов стола станка.
| Справочник металлиста/Под ред | |||
| Новикова М.П | |||
| и др | |||
| - М.: Машиностроение, 1977, т.4, с | |||
| Контрольный стрелочный замок | 1920 |
|
SU71A1 |
| Способ круглого шлифования | 1974 |
|
SU626937A1 |
| Способ шлифования | 1989 |
|
SU1764953A1 |
| Механизм тонкой подачи шлифовальной бабки | 1972 |
|
SU452483A1 |
| СПОСОБ КОНТРОЛЯ ЭЛЕКТРИЧЕСКОЙ ЦЕПИ УПРАВЛЕНИЯ ПНЕВМАТИЧЕСКИМ ТОРМОЗОМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2089418C1 |
