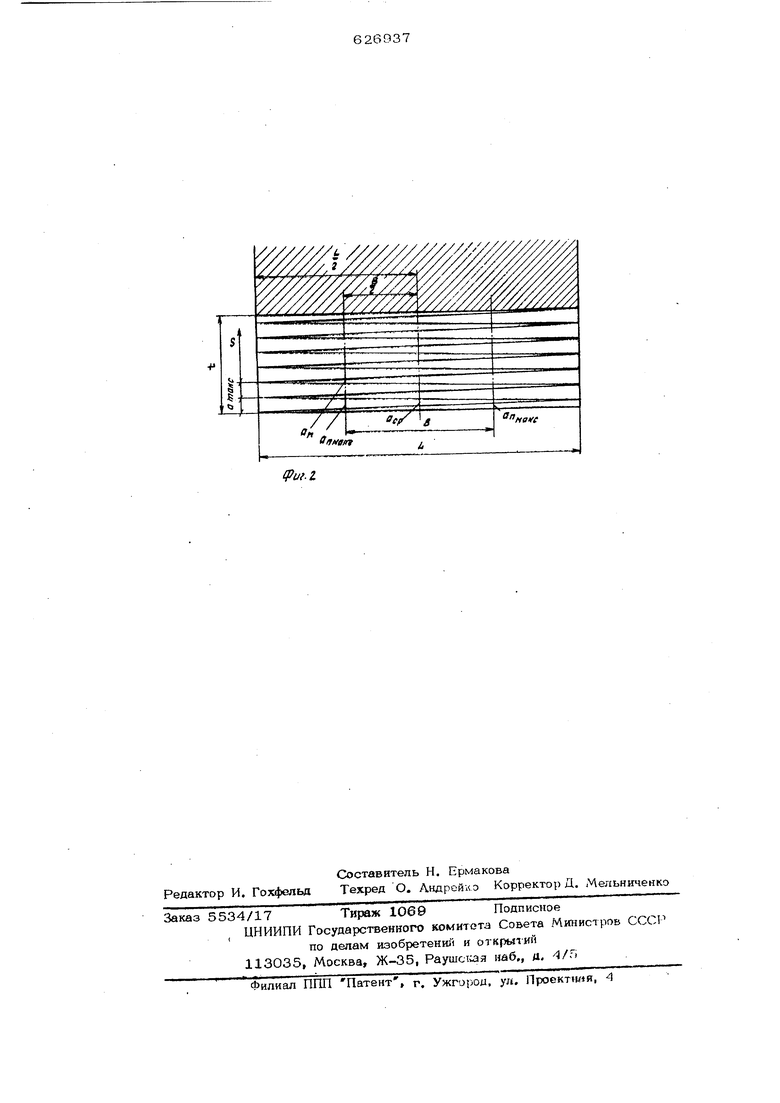
Способ относится к механической обработке. Известен способ круглого шлифования, при котором детали с переменной жесткостью в системе СПИД сообщают возвратно-поступательное движение с перебегом относительно круга в конце продольного ,хода, а шлифовальному кругу - радиальную подачу l. Известному способу присущи недостатки: снижение точности детали вследствие неравномерных отжатш системы СПИД; склонность к вибрациям, вызываемая периодическими нагружениями и разгружениями системы вследствие резких изменений радиальной подачи от нуля до максимума и снова до нуля; повышенный износ шлифовального Круга из-за сосредоточенной работы его кромок и значительной удельной нагрузки на режущую кромку. С целью повышения точности детали путем выравнивания отжатий системы СПИД и повышения ее виброустойчивости предлагается способ, при котором шлифовальному кругу сообщают непрерывную ради- апьную подачу, при этом перебег детали осуществляется в сторону ее наименьшей жесткости в системе СПИД, а величину перебега выбирают обратно пропорционально жесткости детали. На фиг. 1 изображена схема предлагаемого способа шлифования наружных цилиндрических поверхностей; на фиг. 2 - схема съема припуска. Детали 1, вращающейся с круговой подачей Vnr , сообщают возвратно-поступательное движение , относительно шлифовального круга 2, вращающегося со скоростью резания V, . Шлифовальному кругу 2 сообщают не- прерывную радиальную подачу. Съем припуска t осуществляется по коническим по- верхнрстям, образующие которых меняют угол наклона на противоположный при реверсировании движения детали (фиг. 2). Каждый проход начинается с минимальной толщины среза, равной нулю при отсутствии перебегов шлифовального круга, и заканчивается максимальной, равной подаче на двойной, ход. Непрерывная радиальная подача & на ход Ьбеспечивает автоматическое чередование толщины среза по концам детали с максимальной на минимальную и наоборот В середине детали толщина среза остает„„ .. сьглйлс S ся постоянной, равной ct, -s-- Когда длина обрабатываемой поверхности меньше длины года , L , минимальная определяется величиной толщина среза ct « II перебега ---, а максимальная соответственно равна: х А С Такой способ шлифования Позволяет управлять точностью обработки детали с учетом ее жесткости и переменной жест кости системы СПИД. При одинаковой жесткости концов детали в системе ;СПИД перебег детали относительно шлифовального круга выбирается равным. Тогда отжатия детали по ко1щам будут одинаковы и определяются наибольшей толщиной ереза. Отжатия в середине детали определяются толщиной среза, а следовательно, и радиальной силой шлифования, в 2 раза меньшей, чем по концам. При переменной жесткости системы СПИД, большей по кон цам детали, чем в середине, такое распре деление сил выравнивает отжатия и умень шает бочкообразность формы детали. Если жесткость одного из концов детали в системе СПИД меньше жесткости другого, то перебег детали осуществляют в сторону ее наименьшей жесткости в системе СПИД. . При ширине детали, равной и возвратно-поступательном ходе Ь (фиг. 2) наибольшая толщина среза со стороны перебега детали равна , а с другого конца, где перебег равен нулю, наиболь- шая толщина среза равна подаче на двойной ход S . Соответствешю толщине среза перераспределяются сшты резания и выравнивают отжатия концов детали при разной их жесткости в системе СПИД. Be личину перебега выбирают обратно--4тропор ционаяьной жесткости детали. Практическая настройка осуществляется так: после пробных проходов замеряется размер детали, определяется положение наибольшего диаметра относительно середины шлифуемой поверхности и увеличивается перебег в сторону, противоположную положению наибольшего диаметра от середины шлифуемой поверхности. Равномерная подача повышает точность обработки и виброустойчивость процесса. Изменение направления образующих конусов, по которым происходит съем припусков, а также дополнительное непрерывное движение в радиальном направлении шлифовального круга уменьшают его засаливаемость, способствуют более полному использованию режущих свойств абразивных зерен, которые получают возможность работы большинством своих граней. Стойкость круга повышается благодаря равномерной работе его кромок и периферии. Способ применим для конических поверхностей и отверстий. Формула изобретения Способ круглого шлифования, при котором детали с переменной жесткостью в системе СПИД сообщают возвратно-поступательное движение с перебегом относительно круга в конце продольного хода, а шлифовальному кругу - радиальную подачу, отличающийся тем, что, с целью повышения точности детали путем выравнивания отжатий системы СПИД и повышения ее виброустойчивости в процессе шлифования, шлифовальному кругу сообщают непрерывную радиальную подачу, при этом перебег детали осуществляют в сторону ее наименьшей жесткости в системе СПИД, а величину перебега выбирают обратно пропорционально жесткости детали. Источники 1шформации, принятые во внимание при экспертизе: 1, Авторское свидетельство №237623, кл. В 24 В 1/00, 1962.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ круглого шлифования | 1983 |
|
SU1096083A1 |
| Способ круглого шлифования | 1984 |
|
SU1248768A1 |
| Способ круглого шлифования | 1983 |
|
SU1117193A1 |
| Способ круглого шлифования | 1985 |
|
SU1255398A1 |
| Способ шлифования | 1980 |
|
SU948626A1 |
| СПОСОБ ШЛИФОВАНИЯ ТРУБ | 1998 |
|
RU2145275C1 |
| Способ шлифования | 1989 |
|
SU1764953A1 |
| Способ шлифования | 1990 |
|
SU1830334A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПЛОСКИМ ГЛУБИННЫМ ШЛИФОВАНИЕМ ПЕРИФЕРИЕЙ КРУГА | 1991 |
|
RU2014209C1 |
| Адаптивная система управления шлифованием изделий сложной формы | 1982 |
|
SU1075232A1 |
. /
