Изобретение относится к устройствам для точной подачи заготовок при обработке резанием и может быть использовано на предприятиях машиностроения и приборостроения при окончательной обработке заготовок шлифованием.
Известен механизм точной подачи, состоящий из силового элемента, взаимодействующего с ползуном и основанием и выполненного из биметаллической полосы дугообразной формы, слой материала которой на вогнутой поверхности имеет больший коэффициент линейного расширения, чем на выпуклой (см. а. с. СССР 764960, В 24 В 47/20, 1980).
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного механизма, относится то, что в известном механизме приходится перемещать инерционные, обладающие большой массой узлы шлифовального станка (например, шлифовальную бабку), на что расходуется большое количество энергии, а движение имеет скачкообразный характер.
Известен механизм врезной микроподачи, содержащий корпус, в отверстии которого расположена с возможностью поворота гильза, несущая шлифовальный шпиндель и установленная в корпусе на двух радиально-упорных подшипниках, имеющих общий сепаратор, выполненный в виде втулки. При этом тела качения подшипников выполнены в виде шариков, размер (диаметр) которых монотонно изменяется в диапазоне, соответствующем глубине врезания шлифовального круга, причем шарик наименьшего диаметра расположен оппозитно шарику наибольшего диаметра (а. с. СССР 1184651, В 24 В 47/20, 1985).
Недостатком описанного аналога является то, что точность микроподачи находится в прямой зависимости от точности изготовления и подбора шариков, диапазон размеров которых весьма широк.
Недостатком описанного аналога является то, что точность микроподачи находится в прямой зависимости от точности изготовления и подбора шариков, диапазон размеров которых весьма широк.
Наиболее близким по технической сущности к заявляемому изобретению является устройство для микроподачи заготовок при шлифовании, содержащее основание, подвижную верхнюю плиту, несущую приспособление для закрепления заготовки, тепловой элемент, соединенный с системой нагрева и охлаждения и установленный с возможностью взаимодействия с узлом перемещения верхней плиты, выполненным в виде закрепленных соответственно на основании и верхней плите двух пар оппозитно расположенных клиньев и размещенных между клиньями каждой пары шариков, через планки контактирующих с противоположными концами теплового элемента, кожух для ограждения устройства (патент РФ 2092296, B 24 B 47/20, 1992), выбранное за прототип.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного устройства, принятого за прототип, относится то, что известное устройство не обеспечивает в ряде случаев требуемую точность микроподачи заготовки из-за недостаточно высокой жесткости устройства и наличия цилиндрических направляющих, выполненных с зазором. В дополнение к этому клинья из-за трения, возникающего при контакте с шариками, во-первых, изнашиваются, а во-вторых, вносят дополнительную погрешность, ухудшающую качество обработки.
Сущность изобретения заключается в следующем. Устройство для микроподачи заготовок используется только на заключительном этапе цикла шлифования. На этом этапе рабочего цикла тяжелые инерционные узлы станка неподвижны, а подача заготовки осуществляется только посредством устройства для микроподачи.
Технический результат - повышение качества обработанных поверхностей заготовок за счет обеспечения равномерного высокоточного перемещения заготовки тепловым элементом на заключительных этапах цикла шлифования или на всех этапах цикла операции окончательного шлифования.
Указанный технический результат при осуществлении изобретения достигается тем, что устройство для микроподачи заготовки содержит основание, тепловой элемент, несущий приспособление для закрепления заготовки, и систему нагрева и охлаждения. Особенность конструкции заключается в том, что в устройстве для микроподачи заготовок используется тепловой элемент в виде корпуса устройства, а цилиндр для ограждения устройства на начальном этапе цикла шлифования реализует установочную базу.
Проведенный заявителем анализ уровня техники, включающий поиск по патентным и научно-техническим источникам информации, и выявление источников, содержащих сведения об аналогах заявленного изобретения, позволил установить, что заявитель не обнаружил аналог, характеризующийся признаками, тождественными всем существенным признакам заявляемого изобретения.
Определение из перечня выявленных аналогов прототипа как наиболее близкого по совокупности существенных признаков аналога позволил выявить совокупность существенных по отношению к усматриваемому заявителем техническому результату отличительных признаков в заявленном устройстве, изложенных в формуле изобретения.
Следовательно, заявляемое изобретение соответствует условию "новизна".
Для проверки соответствия заявляемого изобретения условию "изобретательский уровень" заявитель провел дополнительный поиск известных решений, чтобы выявить признаки, совпадающие с отличительными от прототипа признаками заявляемого устройства. Результаты поиска показали, что заявляемое изобретение не вытекает для специалиста явным образом из известного уровня техники, поскольку из уровня техники, определенного заявителем, не выявлено влияние предусматриваемых существенными признаками заявляемого изобретения преобразований на достижение технического результата.
Описываемое изобретение не основано на изменении количественного признака (признаков), представлении таких признаков во взаимосвязи, либо изменении их вида.
Следовательно, заявляемое изобретение соответствует условию "изобретательский уровень".
На чертежах представлено:
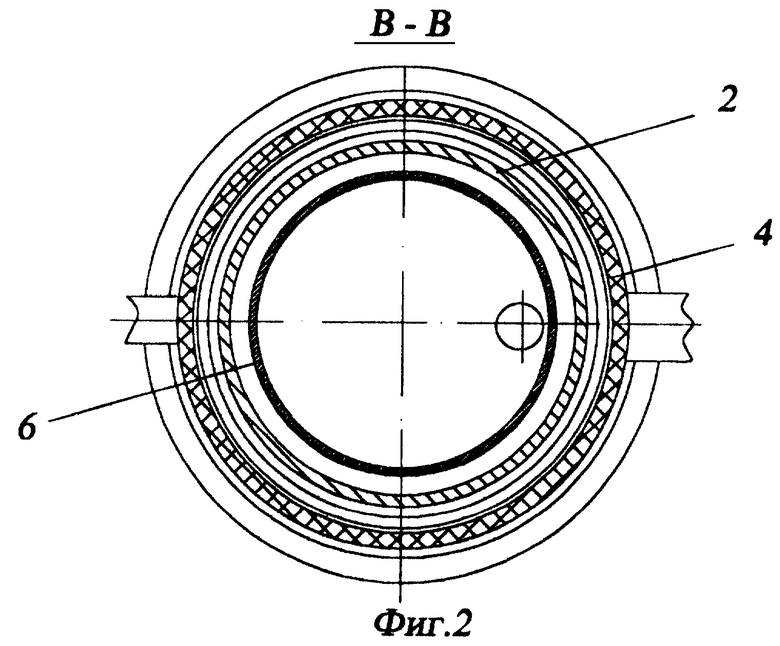
- на фиг.1 изображен разрез устройства;
- на фиг.2 - разрез В-В по фиг.1.
Сведения, подтверждающие возможность осуществления изобретения с получением вышеуказанного технического результата, заключаются в следующем.
Устройство содержит основание 1 и тепловой элемент 2 с установленным на нем приспособлением 3 для закрепления заготовки. Цилиндр 4 (выполненный из материала с нулевым коэффициентом теплового расширения, например керамики), закрепленный через кольцо 5 на тепловом элементе 2, реализует установочную базу устройства при предварительном шлифовании и предохраняет тепловой элемент 2 от попадания СОЖ. В основании 1, на котором крепится сливная емкость 6, выполнены радиальные отверстия А и Б, сообщающиеся с осевыми отверстиями. Прокладки 7 и резиновое кольцо 8, закрепленные на цилиндре 4, предохраняют поверхности, по которым происходит базирование устройства, от загрязнения.
Работа устройства осуществляется следующим образом. Заготовку закрепляют в приспособлении 3, установленном на тепловом элементе 2. Включают станок и производят предварительное плоское шлифование заготовки. При этом работает механизм врезной подачи станка. На этом этапе цикла шлифования снимается основная часть припуска. По окончании первого этапа цикла шлифования механизм врезной подачи станка отключается, и через отверстие А подается нагретая до определенной температуры жидкость (например, вода, содержащая ингибиторы коррозии), которая заполняет пространство между тепловым элементом 2 и сливной емкостью 6, тепловой элемент 2, нагреваясь, удлиняется, вследствие чего цилиндр 4, закрепленный на этом элементе, перемещается в вертикальном направлении, установочной базой устройства становится нижняя плоскость основания 1. Приспособление 3 с заготовкой перемещается в направлении подачи. При этом обеспечивается плавное, без каких-либо скачков перемещение (врезная подача шлифуемой заготовки).
По достижении определенного размера в пространство между сливной емкостью 6 и внутренней поверхностью теплового элемента 2 через отверстие А подается нужный для реализации ускоренного выхаживания поток (с определенным расходом) охлаждающей жидкости, которая выходит из сливной емкости 6 через отверстие Б. Тепловой элемент при этом охлаждается и, укорачиваясь, постепенно снижает натяг технологической системы, обеспечивая при этом ускоренно заданное качество обработанной поверхности заготовки. По достижению заданного (чертежного) размера шлифование прекращают, расход жидкости, подаваемой в устройство через отверстие А, резко увеличивают, тепловой элемент быстро охлаждается и возвращается в исходное состояние (установочной базой устройства становится основание цилиндра 4). После этого подачу СОЖ через отверстие А прекращают, жидкость, оставшаяся между сливной емкостью и внутренней поверхностью теплового элемента, вытекает через это отверстие, и устройство готово к обработке следующей заготовки.
На втором и последующих этапах цикла шлифования обеспечивается плавное, без каких-либо скачков, перемещение заготовки вследствие тепловых деформаций корпуса устройства (его растяжения (удлинения) или сжатия). Тем самым создаются условия для бездефектного шлифования с ускоренным выхаживанием, т.е. с повышенной производительностью.
Таким образом, вышеизложенные сведения свидетельствуют о выполнении при использовании заявляемого устройства следующей совокупности условий:
- средство, воплощающее заявленное устройство при его осуществлении, предназначено для использования в промышленности, а именно на предприятиях машиностроения и приборостроения при окончательной обработке заготовок шлифованием;
- для заявленного устройства в том виде, как оно охарактеризовано в независимом пункте изложенной формулы изобретения, подтверждена возможность его осуществления с помощью описанных в заявке или известных до даты приоритета средств и методов;
- средство, воплощающее заявленное изобретение при его осуществлении, способно обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, заявляемое изобретение соответствует условию "промышленная применимость".
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ МИКРОПОДАЧИ ЗАГОТОВОК ПРИ ШЛИФОВАНИИ | 2001 |
|
RU2191675C1 |
| УСТРОЙСТВО ДЛЯ МИКРОПОДАЧИ ЗАГОТОВОК ПРИ ШЛИФОВАНИИ | 2000 |
|
RU2177399C1 |
| УСТРОЙСТВО ДЛЯ МИКРОПОДАЧИ ЗАГОТОВОК ПРИ ШЛИФОВАНИИ | 2000 |
|
RU2177400C1 |
| УСТРОЙСТВО ДЛЯ МИКРОПОДАЧИ ЗАГОТОВОК ПРИ ШЛИФОВАНИИ | 2000 |
|
RU2177398C1 |
| УСТРОЙСТВО ДЛЯ МИКРОПОДАЧИ ЗАГОТОВОК ПРИ ШЛИФОВАНИИ | 1999 |
|
RU2167042C1 |
| УСТРОЙСТВО ДЛЯ МИКРОПОДАЧИ ЗАГОТОВОК ПРИ ШЛИФОВАНИИ | 1998 |
|
RU2151684C1 |
| УСТРОЙСТВО ДЛЯ МИКРОПОДАЧИ ЗАГОТОВОК ПРИ ШЛИФОВАНИИ | 1995 |
|
RU2092298C1 |
| УСТРОЙСТВО ДЛЯ МИКРОПОДАЧИ ЗАГОТОВОК ПРИ ШЛИФОВАНИИ | 1999 |
|
RU2156185C1 |
| УСТРОЙСТВО ДЛЯ МИКРОПОДАЧИ ЗАГОТОВОК ПРИ ШЛИФОВАНИИ | 1999 |
|
RU2167043C1 |
| УСТРОЙСТВО ДЛЯ МИКРОПОДАЧИ ЗАГОТОВОК ПРИ ШЛИФОВАНИИ | 1998 |
|
RU2151683C1 |
Изобретение относится к устройствам для точной подачи заготовок при обработке резанием и может быть использовано на предприятиях машиностроения и приборостроения при окончательной обработке заготовок шлифованием. Устройство содержит основание и тепловой элемент, выполненный в виде корпуса устройства, жестко закрепленного на основании. Приспособление для закрепления заготовки установлено на тепловом элементе, нагреваемом и охлаждаемом потоками жидкости. Предусмотрен цилиндр для ограждения устройства, реализующий установочную базу устройства на начальном этапе цикла шлифования и закрепленный на тепловом элементе. Такие действия повышают качество обработанных поверхностей заготовок и производительность шлифования. 2 ил.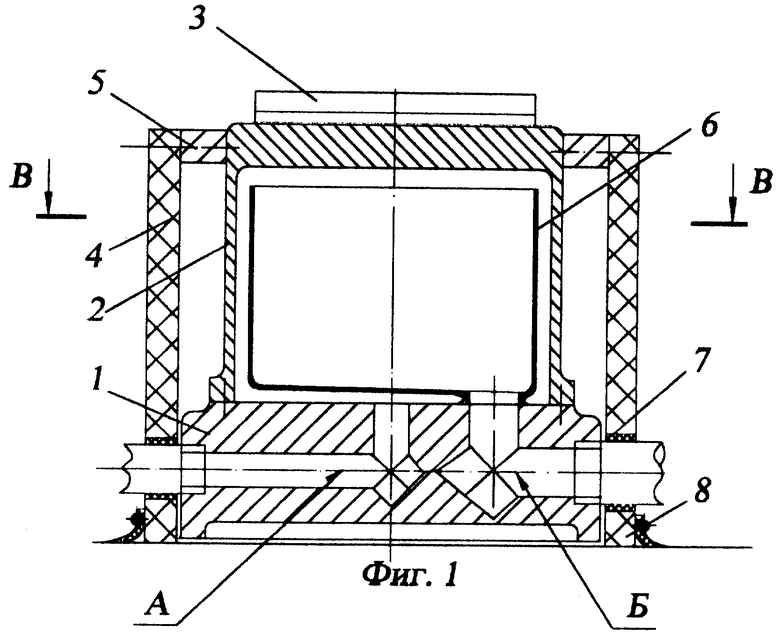
Устройство для микроподачи заготовок при шлифовании, содержащее основание, тепловой элемент, несущий приспособление для закрепления заготовки и жестко закрепленный на основании, систему нагрева и охлаждения, цилиндр для ограждения устройства, отличающееся тем, что использован тепловой элемент в виде корпуса устройства, нагреваемого и охлаждаемого потоками жидкости, а цилиндр на начальном этапе цикла шлифования реализует установочную базу.
| УСТРОЙСТВО ДЛЯ МИКРОПОДАЧИ ЗАГОТОВОК ПРИ ШЛИФОВАНИИ | 1995 |
|
RU2092296C1 |
| УСТРОЙСТВО ДЛЯ МИКРОПОДАЧИ ЗАГОТОВОК ПРИ ШЛИФОВАНИИ | 1995 |
|
RU2092297C1 |
| Механизм точной подачи | 1979 |
|
SU846251A1 |
| УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ МАЛЫХ ПЕРЕМЕЩЕНИЙЬ 11 1 ^ФШД ЗНЩРТ88 | 1969 |
|
SU434002A1 |
| Зубчатое колесо со сменным зубчатым ободом | 1922 |
|
SU43A1 |
