Изобретение относится к механической обработке и может быть использовано при назначении режима шлифования заготовок.
Известен способ измерения температуры поверхности при шлифовании (см. авт. свид. СССР 773453, кл. G 01 К 7/02, 1988 г.), в котором температуру измеряют термопарой, электроды которой расположены на поверхности шлифуемой заготовки, а замыкание электродов осуществляется шлифовальным кругом.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа, относится то, что в известном способе температура измеряется лишь на входе абразивного зерна в заготовку и только при попутном однопроходном шлифовании. Кроме того, определить температуру удается лишь при прохождении через зону последовательно расположенных и относительно длинных электродов (по сравнению с длиной зоны шлифования), что позволяет определить лишь среднюю по шлифуемой поверхности заготовки температуру.
Известен способ определения температуры в зоне шлифования (см. Ящерицын П. И. , Цокур А.К., Еременко М.Л. Тепловые явления при шлифовании и свойства обработанных поверхностей. Минск: Наука и техника, 1973. С. 49-51), в котором температуру измеряют полуискусственной термопарой, электрод которой расположен в стыке разрезанной заготовки.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа, относится то, что в известном способе термопара измеряет температуру, относящуюся к точке спая, наиболее удаленной от теплового источника, т.е. нижней части спая (см. там же, с. 52). Температура поверхности шлифуемой заготовки остается неизвестной.
Наиболее близким способом того же назначения к заявляемому изобретению по совокупности признаков является способ определения температуры в зоне шлифования (см. авт. свид. СССР 1421499, кл. В 24 В 1/00, 07.09.1988), в котором измеряют температуру нагрева на некоторой глубине в поверхностном слое заготовки, а затем вычисляют искомую температуру по формуле, принятый за прототип: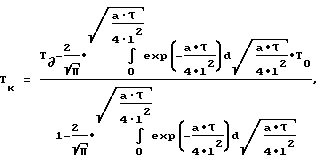
где Тд - температура заготовки в рассматриваемой точке, oС;
Т0 - начальная температура заготовки до действия на нее режущего зерна, oС;
а - коэффициент температуропроводности материала обрабатываемой заготовки, м2/с;
τ- время действия режущего зерна, с;
l - расстояние от места действия режущего зерна до рассматриваемой точки, м.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа, принятого за прототип, относится то, что в известном способе точность определения температуры Тк зависит от расстояния l: чем меньше l, тем выше точность расчета. Но с уменьшением l начинает сказываться на точности самой величины l кривизна дуги контакта шлифовальный круг - заготовка. Кроме того, вышеупомянутая зависимость была получена на основе решения одномерной математической модели, что по своей сути уже снижает точность решения. К тому же она не учитывает размеров спая термопары (толщины термоэлектрода), с помощью которой измерена Тд.
Сущность изобретения заключается в следующем.
Повышение производительности шлифования и при этом обеспечение заданного качества поверхностного слоя детали невозможно без точного определения количества тепловой энергии, поступающей в заготовку, так как для определения глубины дефектного поверхностного слоя необходимо знать температуру поверхности в зоне шлифования.
Технический результат - повышение качества и производительности шлифования за счет повышения точности определения температуры поверхности заготовки.
Указанный технический результат при осуществлении изобретения достигается тем, что известный способ включает измерение температуры на глубине поверхностного слоя вычисление температуры поверхности шлифуемой заготовки. Особенность заключается в том, что измерение температур осуществляют в двух или более точках поверхностного слоя заготовки с помощью одновременно перерезаемых полуискусственных термопар с электродами разной толщины в направлении вектора скорости заготовки, а вычисление температуры поверхности шлифуемой заготовки осуществляют методом экстраполяции по глубине.
Проведенный заявителем анализ уровня техники, включающий поиск по патентным и научно-техническим источникам информации, и выявление источников, содержащих сведения об аналогах заявленного изобретения, позволил установить, что заявитель не обнаружил источник, характеризующийся признаками, тождественными всем существенным признакам заявленного изобретения. Определение из перечня выявленных аналогов прототипа, как наиболее близкого по совокупности признаков аналога, позволил установить совокупность существенных по отношению к усматриваемому заявителем техническому результату отличительных признаков в заявленном способе, изложенных в формуле изобретения. Следовательно, заявленное изобретение соответствует условию "новизна". Для проверки соответствия заявленного изобретения условию "изобретательский уровень" заявитель провел дополнительный поиск известных решений, чтобы выявить признаки, совпадающие с отличительными от прототипа признаками заявленного способа. Результаты поиска показали, что заявленное изобретение не вытекает для специалиста явным образом из известного уровня техники, определенного заявителем, не выявлено влияние предусматриваемых существенными признаками заявленного изобретения преобразований на достижение технического результата, в частности, заявленным изобретением не предусматриваются следующие преобразования:
- дополнение известного средства какой-либо известной частью, присоединяемой к нему по известным правилам, для достижения технического результата, в отношении которого установлено влияние именно такого дополнения;
- замена какой-либо части известного средства другой известной частью для достижения технического результата, в отношении которого установлено влияние именно такой замены;
- исключение какой-либо части средства с одновременным исключением обусловленной ее наличием функции и достижением при этом обычного для такого исключения результата;
- увеличение количества однотипных элементов, действий, для усиления технического результата, обусловленного наличием в средстве именно таких элементов, действий;
- выполнение известного средства или его части из известного материала для достижения технического результата, обусловленного известными свойствами этого материала;
- создание средства, состоящего из известных частей, выбор которых и связь между которыми осуществлены на основании известных правил, рекомендаций, и достигаемый при этом технический результат обусловлен только известными свойствами частей этого средства и связей между ними.
Описываемое изобретение не основано на изменении количественного признака, представлении таких признаков во взаимосвязи, либо изменении ее вида. Имеется в виду случай, когда известен факт влияния каждого из указанных признаков на технический результат, и новые значения этих признаков или их взаимосвязь могли быть получены исходя из известных зависимостей, закономерностей. Следовательно, заявленное изобретение соответствует условию "изобретательский уровень".
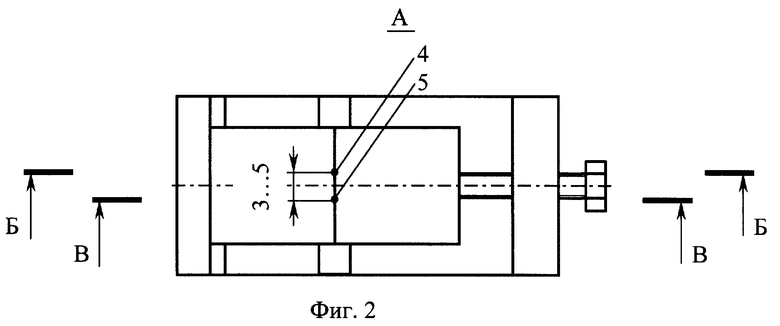
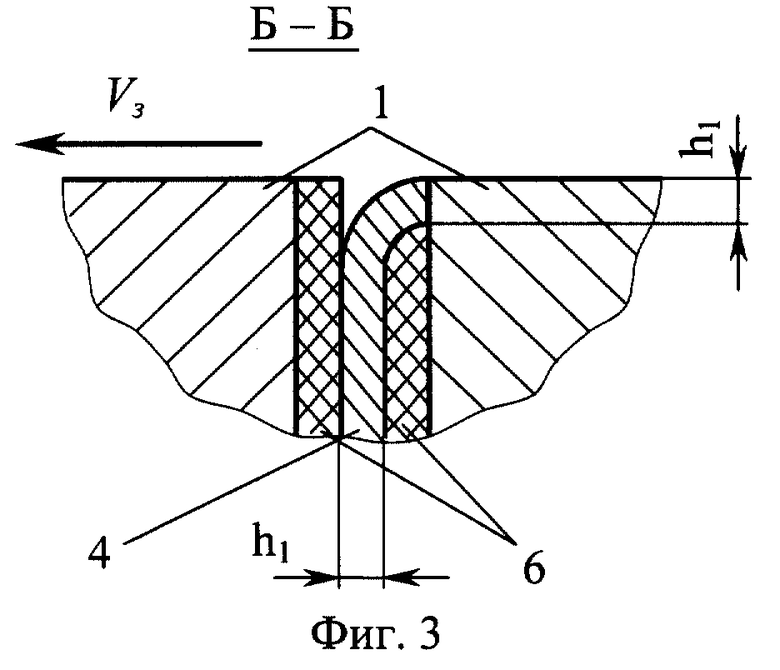
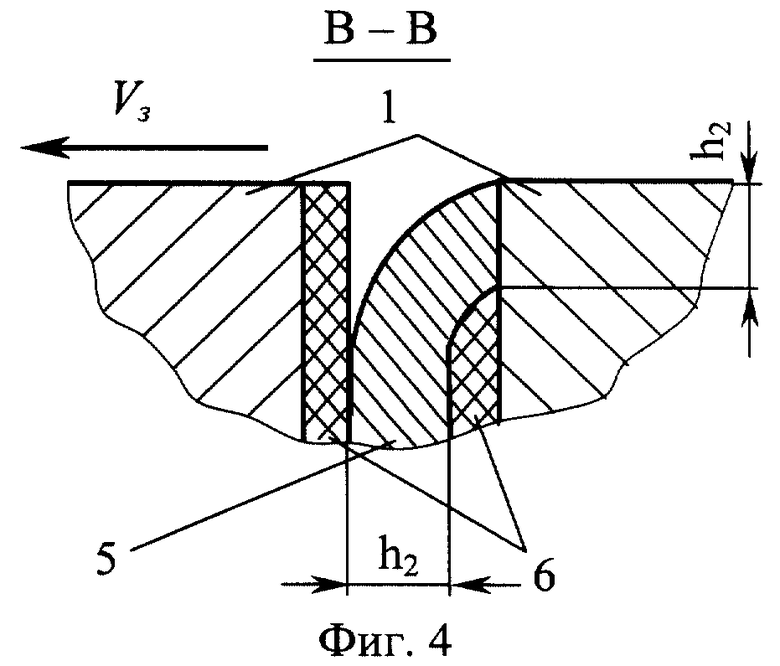
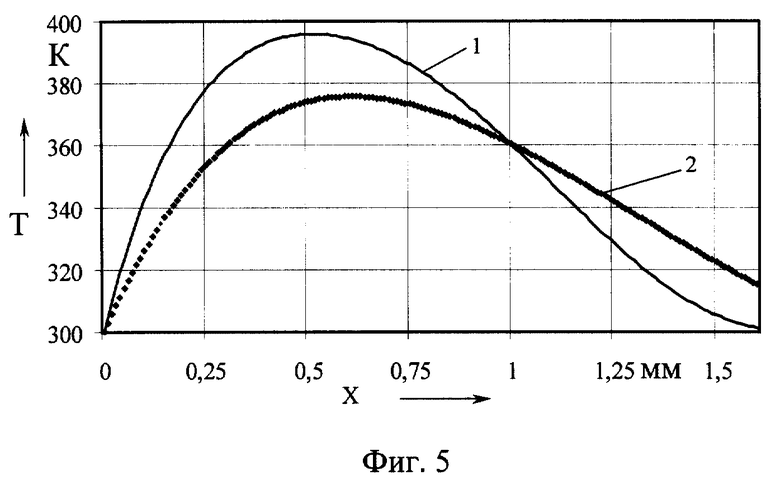
На фиг.1 изображена схема плоского шлифования разрезной заготовки с заложенными в ней термопарами; на фиг.2 изображена схема расположения термоэлектродов на обрабатываемой поверхности заготовки (вид А на фиг.1); на фиг.3 и 4 изображены разрезы Б-Б и В-В соответственно по термоэлектродам 4 и 5 на фиг. 2; на фиг. 5 представлены зависимости температуры Т на глубине 15 мкм (термопара 4) и 65 мкм (термопара 5) при плоском встречном шлифовании от расстояния до начала теплового источника. Условия проведения эксперимента: круг 1 225•40•76 24А40НСМ17К5; материал заготовки - сталь 40Х, HRC 41...44; окружная скорость круга 28 м/с, скорость заготовки 5 м/мин, глубина шлифования 0,005 мм; охлаждение - полив 0,5%-ным содовым раствором с расходом 10 дм3/мин.
Сведения, подтверждающие возможность осуществления изобретения с получением вышеуказанного технического результата:
в стыке частей 1 заготовки, разрезанной в плоскости, перпендикулярной вектору скорости заготовки, шлифуемой кругом 3, размещают два или более электрода различной толщины (в направлении вектора скорости заготовки), выведенные на шлифуемую поверхность (см. фиг.1). Части заготовки закреплены в тисках 2, при этом термоэлектроды располагают симметрично относительно вектора силы закрепления заготовки (см. фиг.2). Паз А выполнен для реализации схемы базирования заготовки "в угол", а паз Б необходим для вывода удлинительных проводов термопар (см. фиг.1). Электроды 4 и 5 изолированы друг от друга и от заготовки (см. фиг.2). Термоэлектрод 4 толщиной h1, защемленный между двумя частями заготовки 1 и изолированный пластинами 6 (см. фиг.3) шлифуют совместно с заготовкой со скоростью заготовки Vз. При этом изолятор 6, выполненный из хрупкого материала (например, слюды), разрушается, а термоэлектрод 4, выполненный из вязкого материала (например, сплава - копель), деформируется. Образуется спай. Температура, регистрируемая термопарой электрод 4 - заготовка, относится к точке спая, расположенной на глубине h1 в поверхностном слое заготовки. Аналогично образуется спай термоэлектрода 5 толщиной h2 (см. фиг.4). Температура, регистрируемая термопарой электрод 5 - заготовка 1, относится к точке спая, расположенной на глубине h2 в поверхностном слое заготовки.
Если в стыке расположены более двух электродов, например три или пять, то в стыке частей заготовки их размещают параллельно и на равном друг от друга расстоянии. Одинаковая сила защемления каждого из электродов в этом случае возможна, если толщина каждого из электродов отличается от толщины соседних на одну и ту же величину, например h1=25 мкм, h2=35 мкм, h3=45 мкм, h4=55 мкм, h5=65 мкм, где h1, h2, h3, h4, h5 - толщина в направлении вектора скорости заготовки, соответственно, первого, второго, третьего, четвертого, пятого электродов. Если последнее условие не выполняется, тогда необходимо располагать электроды на разных друг от друга расстояниях, пропорциональных их толщине (по принципу подобных треугольников). Вся закладка электродов должна быть расположена симметрично относительно вектора силы закрепления, сжимающей стык заготовки.
Далее методом экстраполяции определяют температуру поверхности Тпов.
Если в стыке заготовки одновременно шлифуют два термоэлектрода, тогда температуру поверхности определяют методом линейной экстраполяции по формуле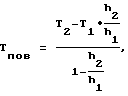
где Т1, Т2 - температура, зарегистрированная термопарой 4 и 5 соответственно.
При многоэлектродной (более двух электродов) закладке применяют нелинейную экстраполяцию.
Экспериментальные исследования температур, полученных с использованием термоэлектродов различной толщины, показали, что толщина электрода определяет глубину расположения точки, в которой фактически измерена температура (см. фиг. 5). Подтверждение этому - кривые 1 и 2 исходят из одной точки х=0 (температура во всех точках заготовки до появления теплового источника одинакова) и вновь пересекаются в точке х=1,06 мм (конец теплового источника). В пределах отрезка х= (0-1,06) мм заготовка нагревается, а затем (х>1,06 мм) температура Т2 превышает Т1, т.е. тепловой поток направлен уже из заготовки в окружающую среду - заготовка охлаждается.
Именно благодаря особенностям заявляемого способа появляется возможность определить температуру поверхности, на которую опираются все аналитические методы прогнозирования глубины дефектного поверхностного слоя при шлифовании заготовок. Полученная температура Тпов становится инвариантной к толщине термоэлектрода.
Таким образом, изложенные сведения свидетельствуют о выполнении при использовании заявляемого изобретения (способа) следующей совокупности условий:
- средство, воплощающее заявленный способ при его осуществлении, предназначено для использования в промышленности, а именно в машиностроении и может быть использовано при назначении режима шлифования заготовок;
- для заявленного способа в том виде, как он охарактеризован в независимом пункте изложенной формулы изобретения, подтверждена возможность его осуществления с помощью описанных в заявке или известных до даты приоритета средств и методов;
- следовательно, заявленное изобретение соответствует условию "промышленная применимость".
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОПРЕДЕЛЕНИЯ ЛОКАЛЬНЫХ ЗНАЧЕНИЙ ПЛОТНОСТИ ТЕПЛОВОГО ПОТОКА В ЗОНЕ ШЛИФОВАНИЯ | 2001 |
|
RU2198779C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ТЕМПЕРАТУРЫ В ЗОНЕ ШЛИФОВАНИЯ | 2001 |
|
RU2187422C1 |
| СПОСОБ ИЗМЕРЕНИЯ ТЕМПЕРАТУРЫ В ПОВЕРХНОСТНОМ СЛОЕ ЗАГОТОВКИ ПРИ МЕХАНИЧЕСКОЙ ОБРАБОТКЕ | 2001 |
|
RU2198085C2 |
| СПОСОБ ЗАТОЧКИ РЕЖУЩЕГО ЛЕЗВИЯ ИНСТРУМЕНТА | 2000 |
|
RU2163527C1 |
| СПОСОБ ЗАТОЧКИ РЕЖУЩЕГО ЛЕЗВИЯ ИНСТРУМЕНТА | 2000 |
|
RU2163528C1 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 2001 |
|
RU2184645C1 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 2001 |
|
RU2184646C1 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 2001 |
|
RU2185278C1 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩИХ ТЕХНОЛОГИЧЕСКИХ СРЕДСТВ | 2000 |
|
RU2176949C2 |
| СПОСОБ ПРАВКИ СООСНО УСТАНОВЛЕННЫХ ТОРЦЕШЛИФОВАЛЬНЫХ КРУГОВ | 2001 |
|
RU2184025C1 |
Изобретение относится к механической обработке и может быть использовано при назначении режима шлифования заготовок. Температуру измеряют на глубине поверхностного слоя заготовки в двух или более точках с помощью одновременно перерезаемых полуискусственных термопар с электродами разной толщины в направлении вектора скорости заготовки. Вычисление температуры поверхности шлифуемой заготовки осуществляют методом экстраполяции по глубине. Использование способа ведет к повышению качества и производительности шлифования за счет повышения точности определения температуры поверхности заготовки. 5 ил.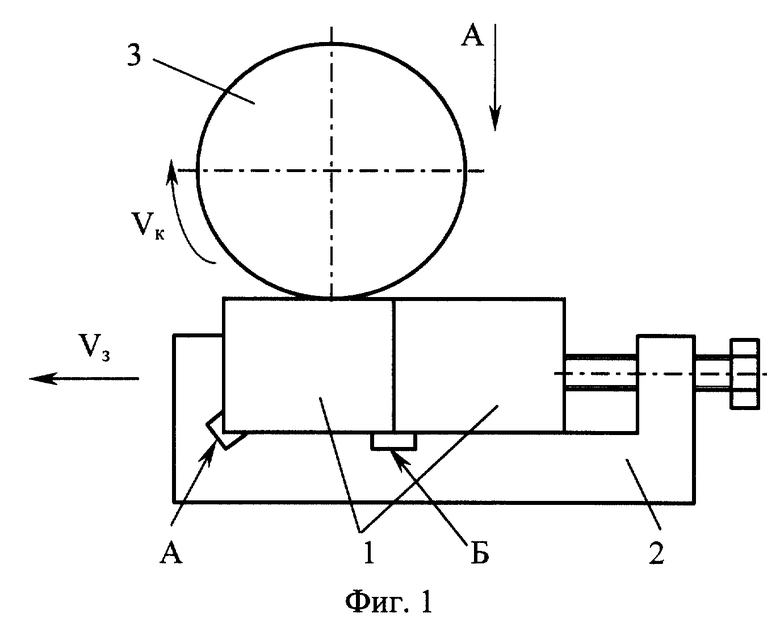
Способ определения температуры в зоне шлифования, включающий измерение температуры на глубине поверхностного слоя, вычисление температуры поверхности шлифуемой заготовки, отличающийся тем, что измерение температуры осуществляют в двух или более точках поверхностного слоя заготовки с помощью одновременно перерезаемых полуискусственных термопар с электродами разной толщины в направлении вектора скорости заготовки, а вычисление температуры поверхности шлифуемой заготовки осуществляют методом экстраполяции по глубине.
| Способ определения температуры в зоне шлифования | 1986 |
|
SU1421499A1 |
| Способ определения температуры в зоне резания | 1975 |
|
SU522049A1 |
| RU 94007670 А1, 20.11.1995 | |||
| US 4438598, 27.03.1984. | |||
