Изобретение относится к металлообработке и может быть использовано в автомобильной и подшипниковой промышленности для автоматической правки шлифовальных кругов по торцовым поверхностям на специализированных станках с программным управлением при двустороннем шлифовании особенно тонкостенных деталей.
Известен способ правки соосно установленных торцешлифовальных кругов (см. авт. св. СССР 1684002 А1, кл. В 24 В 53/013, 1991 г.) при измельчении и переработке полимерных резинокордных изделий, в котором вращающиеся круги устанавливают с зазором между их торцами, равным 0,9-1,1 величины их абразивных зерен, и подают в зазор шлифовальный материал с зернами, имеющими твердость, равную 0,6-0,9 твердости абразивных зерен кругов, и размер, равный 0,7-0,9 размера абразивных зерен кругов, при этом шлифовальный материал подают в смеси с молотой резиной, размер частиц которой равен 1,1-1,3 зазора между кругами, при этом масса частиц резины составляет 20-50% массы абразивных зерен шлифовального материала.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа, относится то, что в известном способе необходима частая поднастройка станка для поддержания определенного зазора между торцами шлифовальных кругов по мере правки кругов, наличие специальной системы удаления отходов абразивных зерен и частиц резины, а также невозможность использования данного способа при двустороннем шлифовании металлических заготовок с повышенными требованиями к качеству поверхностного слоя.
Наиболее близким способом того же назначения к заявленному изобретению по совокупности признаков является способ правки соосно установленных торцешлифовальных кругов (см. В.М. Сухарев, А.С. Денисов. Двустороннее шлифование. - Киев: Техника, 1977, с. 16, 43), включающий осуществление правки в несколько проходов, согласно которому вращающиеся шлифовальные круги устанавливают с определенным зазором между их торцами, в котором относительно кругов перемещают по дуге окружности правящие инструменты в плоскости, перпендикулярной оси шпинделя шлифовального круга, из условия плоскопараллельного движения правящих инструментов, принятый за прототип.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа, принятого за прототип, относится то, что в известном способе на рабочих поверхностях торцешлифовальных кругов формируется макрорельеф, препятствующий проникновению смазочно-охлаждающей жидкости в зону шлифования и размещению шлама и стружки в порах круга из-за большой площади контакта торцевых поверхностей кругов с заготовкой, что снижает эффективность правки на операциях двустороннего шлифования заготовок с повышенными требованиями к качеству поверхностного слоя по прижогам, микротрещинам.
Сущность изобретения заключается в следующем. С целью повышения эффективности правки и расширения технологических возможностей при правке на рабочей поверхности соосно установленных торцешлифовальных кругов формируют прерывистый макрорельеф в виде чередующихся круговых канавок трапециидальной формы с варьированием его плотности в широком диапазоне.
Технический результат - повышение производительности обработки и качества поверхностного слоя шлифовальных деталей, а также исключается необходимость применения специальных прерывистых шлифовальных кругов при двустороннем шлифовании заготовок.
Указанный технический результат при осуществлении изобретения достигается тем, что в известном способе правки соосно установленных торцешлифовальных кругов, включающем осуществление правки в несколько проходов, согласно которому вращающиеся шлифовальные круги устанавливают с определенным зазором между их торцами, в котором относительно кругов перемещают по дуге окружности правящие инструменты в плоскости, перпендикулярной оси шпинделя шлифовального круга, из условия плоскопараллельного движения правящих инструментов, особенность заключается в том, что на рабочей поверхности соосно установленных торцешлифовальных кругов формируют прерывистый макрорельеф в виде чередующихся круговых канавок трапециидальной формы с варьированием его плотности в широком диапазоне, при этом скорость перемещения правящих инструментов по дуге окружности сохраняют постоянной, а скорость осевого перемещения шлифовальных кругов на глубину снимаемого слоя абразива изменяют по ступенчатому циклу, заданному в управляющей программе, причем глубину впадины круговой канавки устанавливают в 2 - 4 раза большей глубины слоя абразива, снимаемого при правке на проход.
Между отличительными признаками и вышеизложенным техническим результатом существует причинно-следственная связь, заключающаяся в уменьшении площади контакта заготовки с рабочей поверхностью торцешлифовальных кругов, обеспечивающей более равномерное удаление припуска с каждого торца заготовки, хорошее размещение стружки и шлама в прерывистом макрорельефе и эффективное охлаждение торцов заготовки смазочно-охлаждающей жидкостью, в результате чего снижается теплонапряженность процесса двустороннего шлифования и повышается качество поверхностного слоя, так как исключаются прижоги.
Проведенный заявителем анализ уровня техники, включающий поиск по патентным и научно-техническим источникам информации и выявление источников, содержащих сведения об аналогах заявленного изобретения, позволил установить, что заявитель не обнаружил источник, характеризующийся признаками, тождественными всем существенным признакам заявленного изобретения. Определение из перечня выявленных аналогов прототипа, как наиболее близкого по совокупности существенных признаков аналога, позволил установить совокупность существенных по отношению к усматриваемому заявителем техническому результату отличительных признаков в заявленном способе, изложенных в формуле изобретения.
Следовательно, заявленное изобретение соответствует условию "Новизна".
Для проверки соответствия заявленного изобретения условию "Изобретательский уровень" заявитель провел дополнительный поиск известных решений, чтобы выявить признаки, совпадающие с отличительными от прототипа признаками заявленного способа. Результаты поиска показали, что заявленное изобретение не вытекает для специалиста явным образом из известного уровня техники, поскольку из уровня техники, определенного заявителем, не выявлено влияние предусматриваемых существенными признаками заявленного изобретения преобразований для достижения технического результата. В частности, заявленным изобретением не предусматриваются следующие преобразования:
- дополнение известного средства какой-либо известной частью (частями), присоединяемой (присоединяемыми) к нему по известным правилам, для достижения технического результата, в отношении которого установлено влияние именно такого дополнения;
- замена какой-либо части (частей) известного средства другой известной частью для достижения технического результата, в отношении которого установлено влияние именно такой замены;
- исключение какой-либо части (элемента, действия) средства с одновременным исключением обусловленной ее наличием функции и достижением при этом обычного для такого исключения результата (упрощение, уменьшение массы, габаритов, материалоемкости, повышение надежности, сокращение продолжительности процесса и пр.);
- увеличение количества однотипных элементов, действий для усиления технического результата, обусловленного наличием в средстве именно таких элементов, действий;.
- выполнение известного средства или его части (частей) из известного материала для достижения технического результата, обусловленного известными свойствами этого материала;
- создание средства, состоящего из известных частей, выбор которых и связь между которыми осуществлены на основании известных правил, рекомендаций, и достигаемый при этом технический результат обусловлен только известными свойствами частей этого средства и связей между ними.
Описываемое изобретение не основано на изменении количественного признака (признаков), представлении таких признаков во взаимосвязи, либо изменении ее вида. Имеется в виду случай, когда известен факт влияния каждого из указанных признаков на технический результат, и новые значения этих признаков или их взаимосвязь могли быть получены, исходя из известных зависимостей, закономерностей.
Следовательно, заявленное изобретение соответствует условию "изобретательский уровень".
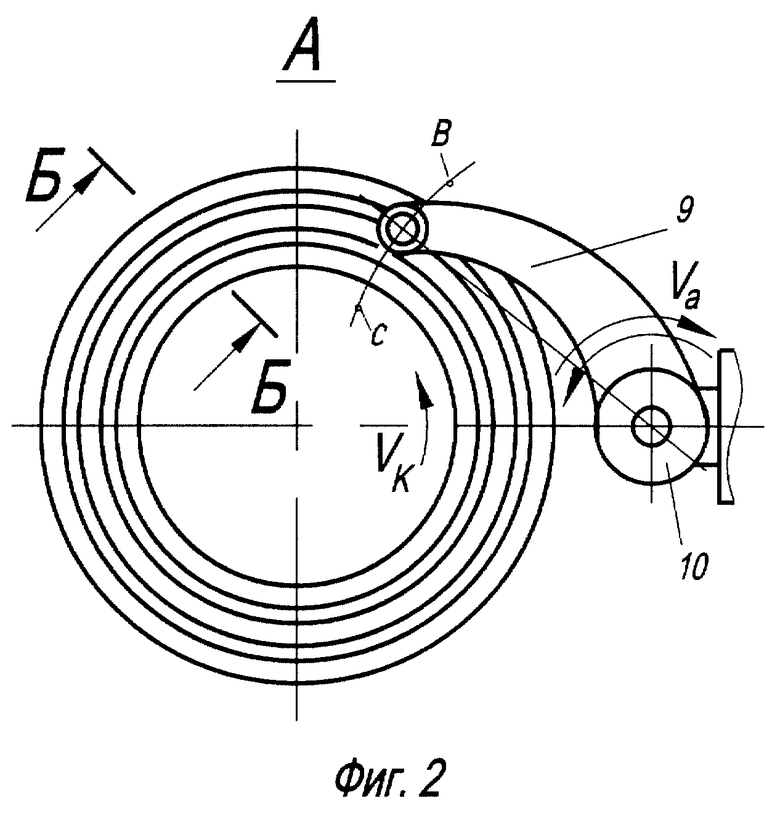
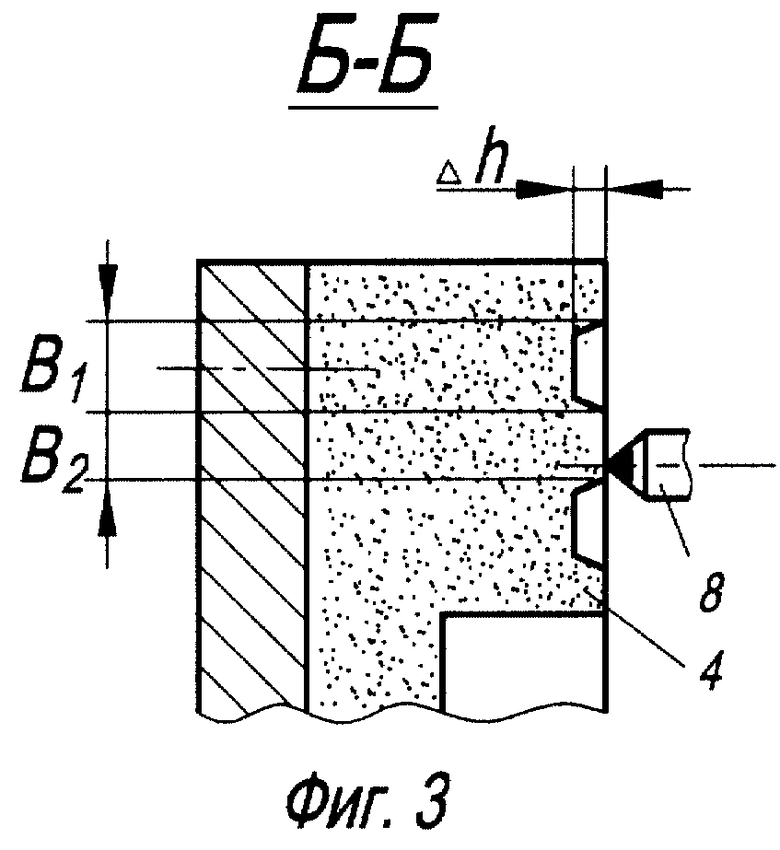
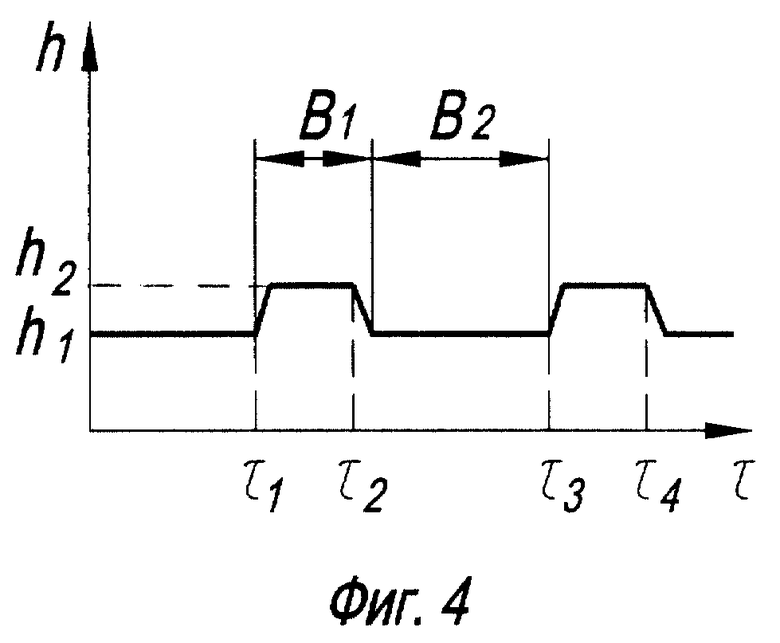
Сведения, подтверждающие возможность осуществления изобретения с получением вышеуказанного технического результата, отражены на чертежах, на которых: на фиг.1 дана схема реализации предлагаемого способа; на фиг.2 - вид А торцешлифовального круга и механизм правки на фиг.1; на фиг.3 - разрез Б-Б макрорельефа торцешлифовального круга на фиг.2; на фиг.4 - график зависимости глубины h снимаемого слоя абразива во времени t правки.
Способ правки соосно установленных торцешлифовальных кругов осуществляют по схеме, представленной на фиг.1 и 2. Жестко закрепленные на планшайбах 1 и 2 вращающиеся торцешлифовальные круги 3 и 4, расположенные на левом 5 и правом 6 шпинделях шлифовальных бабок торцешлифовального станка, устанавливают с помощью осевой (поперечной) подачи Vs шлифовальных бабок с определенным зазором А между торцами кругов 3 и 4 на глубину h снимаемого слоя абразива при правке за проход. Алмазные правящие инструменты 7 и 8, закрепленные на рычаге 9 механизма правки 10, перемещают относительно кругов 3 и 4 с постоянной скоростью Va правки по дуге окружности в плоскости, перпендикулярной оси левого 5 и правого 6 шпинделей шлифовального круга.
В период правки шлифовальных кругов 3 и 4 прекращают подачу заготовок в зону шлифования, включают механизм правки 10 и рычаг 9 начинает перемещение по дуге окружности из точки В в точку С (фиг. 2) с постоянной скоростью правки Va из условия плоскопараллельного движения правящих инструментов 7 и 8. Движение рычага 9 ограничено конечными выключателями (на чертеже не показаны).
Для осуществления съема абразива с рабочей поверхности торцешлифовальных кругов 3 и 4 за первый проход правки правящие инструменты 7 и 8 перемещают с постоянной скоростью правки Va от механизма правки 10, а перемещение шлифовальных кругов 3 и 4 в направлении осевой подачи Vs шлифовальных бабок на глубину h1 и h2 (фиг. 4) снимаемого слоя абразива и получение ширины круговых канавок B1 и ширины выступов прерывистого макрорельефа В2 (фиг. 3)обеспечивают управляющей программой по команде системы программного управления станка.
Снятие слоя абразива глубиной h1 с рабочей поверхности торцешлифовальных кругов 3 и 4 происходит до момента времени τ1 (фиг. 4), при достижении которого система программного управления станка по управляющей программе включает осевую подачу Vs правой и левой шлифовальных бабок станка на глубину снимаемого слоя абразива h2, после чего движущиеся с постоянной скоростью правки Vs алмазные правящие инструменты 7 и 8 начинают снимать слой абразива глубиной Δh = h2-h1 и формировать прерывистый макрорельеф рабочей поверхности в виде круговой трапециидальной канавки шириной B1 до момента времени τ2 (фиг. 4). Глубину впадины круговой канавки Δh (фиг.3) в зависимости от объема снимаемого металла при шлифовании заготовок, устанавливают в 2-4 раза большей глубины слоя абразива h1, снимаемого при правке за проход. В момент времени τ2 (фиг.4) по команде системы программного управления станка шлифуемые круги 3 и 4 отходят от правящих инструментов с осевой подачей Vs на уровень установленной ранее глубины снимаемого слоя абразива h1, а продолжающие движение с постоянной скоростью Va правки алмазные правящие инструменты 7 и 8 начинают снимать слой абразива глубиной h1, формируя макрорельеф рабочей поверхности шлифовальных кругов 3 и 4 в виде выступающего кругового кольца шириной B2 до момента времени τ3 (фиг.4). При достижении времени правки τ3 система программного управления по управляющей программе включает осевую подачу Vs шлифовальных бабок станка, перемещая их на глубину снимаемого слоя абразива h2, и движущиеся по дуге окружности алмазные правящие инструменты 7 и 8 начинают формировать вторую круговую трапециидальную канавку глубиной Δh = h1-h2 до момента времени правки τ4 (фиг.4). В момент времени τ4 по команде системы программного управления станка шлифовальные круги 3 и 4 отходят от правящих инструментов 7 и 8 на глубину снимаемого слоя абразива h1, а последние со скоростью правки Va продолжают снимать слой абразива глубиной h1 с оставшейся рабочей поверхности шлифовальных кругов до прихода правящих инструментов 7 и 8 в точку С (фиг.2). По приходу алмазных правящих инструментов 7 и 8 в точку С срабатывают конечные выключатели и рычаг 9 механизма правки начинает возвращаться в обратную сторону, при этом осуществляется выхаживание рабочей поверхности шлифовальных кругов 3 и 4 без съема абразива. Далее цикл правки шлифовальных кругов по второму, а при необходимости и третьему проходу повторяется по циклу, заданному в управляющей программе.
В зависимости от объема снимаемого материала и равномерного удаления припуска при шлифовании заготовок, а следовательно, теплонапряженности процесса шлифования, предлагаемый способ позволяет регулировать цикл правки и формировать прерывистый макрорельеф на рабочей поверхности торцешлифовальных кругов в виде чередующихся круговых канавок трапециидальной формы с варьированием его плотности в широком диапазоне, обеспечивая повышение производительности обработки и качества поверхностного слоя шлифуемых деталей, устранение необходимости применения для указанной цели специальных прерывистых шлифовальных кругов.
Таким образом, изложенные сведения свидетельствуют о выполнении при использовании заявленного изобретения следующей совокупности условий:
- средство, воплощающее заявленный способ при его осуществлении, предназначено для использования в промышленности, а именно в автомобильной и подшипниковой промышленности для автоматической правки шлифовальных кругов по торцовым поверхностям на специализированных станках с программным управлением при двустороннем шлифовании особенно тонкостенных деталей;
- для заявленного способа в том виде, как он охарактеризован в независимом пункте изложенной формулы изобретения, подтверждена возможность его осуществления с помощью описанных в заявке или известных до даты приоритета средств и методов.
Следовательно, заявленное изобретение соответствует условию "промышленная применимость".
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРАВКИ СООСНО УСТАНОВЛЕННЫХ ТОРЦЕШЛИФОВАЛЬНЫХ КРУГОВ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2001 |
|
RU2205736C1 |
| СПОСОБ ПРАВКИ СООСНО УСТАНОВЛЕННЫХ ТОРЦЕШЛИФОВАЛЬНЫХ КРУГОВ | 2004 |
|
RU2275292C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ ПРАВКИ СООСНО УСТАНОВЛЕННЫХ ТОРЦЕШЛИФОВАЛЬНЫХ КРУГОВ | 2011 |
|
RU2490113C2 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ПРАВКИ ШЛИФОВАЛЬНОГО КРУГА | 1998 |
|
RU2152295C1 |
| СПОСОБ ПРАВКИ ШЛИФОВАЛЬНОГО КРУГА | 1998 |
|
RU2152296C1 |
| СПОСОБ НЕПРЕРЫВНОЙ ПРАВКИ С ГИДРОАБРАЗИВНОЙ ОЧИСТКОЙ РАБОЧЕЙ ПОВЕРХНОСТИ ШЛИФОВАЛЬНОГО КРУГА | 2001 |
|
RU2190515C1 |
| СПОСОБ ПРАВКИ ШЛИФОВАЛЬНОГО КРУГА | 2008 |
|
RU2400346C2 |
| УСТРОЙСТВО ДЛЯ ПРАВКИ ШЛИФОВАЛЬНЫХ КРУГОВ НА ТОРЦЕШЛИФОВАЛЬНЫХ СТАНКАХ | 2006 |
|
RU2319598C2 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 2001 |
|
RU2185278C1 |
| УСТРОЙСТВО ДЛЯ ПРАВКИ ШЛИФОВАЛЬНОГО КРУГА | 1996 |
|
RU2100183C1 |
Изобретение относится к металлообработке и предназначено для использования в автомобильной и подшипниковой промышленности для автоматической правки шлифовальных кругов по торцовым поверхностям на специализированных шлифовальных станках с программным управлением при двустороннем шлифовании особенно тонкостенных деталей. Способ включает осуществление правки в несколько проходов, при котором вращающиеся шлифовальные круги устанавливают с определенным зазором между торцами. Правящие инструменты перемещают по дуге окружности в плоскости, перпендикулярной оси шпинделя, из условия их плоскопараллельного движения. На рабочей поверхности соосно установленных кругов формируют прерывистый макрорельеф в виде чередующихся круговых канавок трапецеидальной формы с варьированием его плоскости в широком диапазоне. Скорость перемещения правящих инструментов сохраняют постоянной, а скорость осевого перемещения шлифовальных кругов на глубину снимаемого слоя абразива изменяют по ступенчатому циклу, который задают в управляющей программе. Глубину впадины круговой канавки устанавливают в 2-4 раза большей глубины слоя абразива, снимаемого при правке на проход. Использование способа ведет к повышению производительности обработки и качества поверхностного слоя шлифовальных деталей, к исключению необходимости применения специальных прерывистых кругов при двустороннем шлифовании заготовок. 4 ил.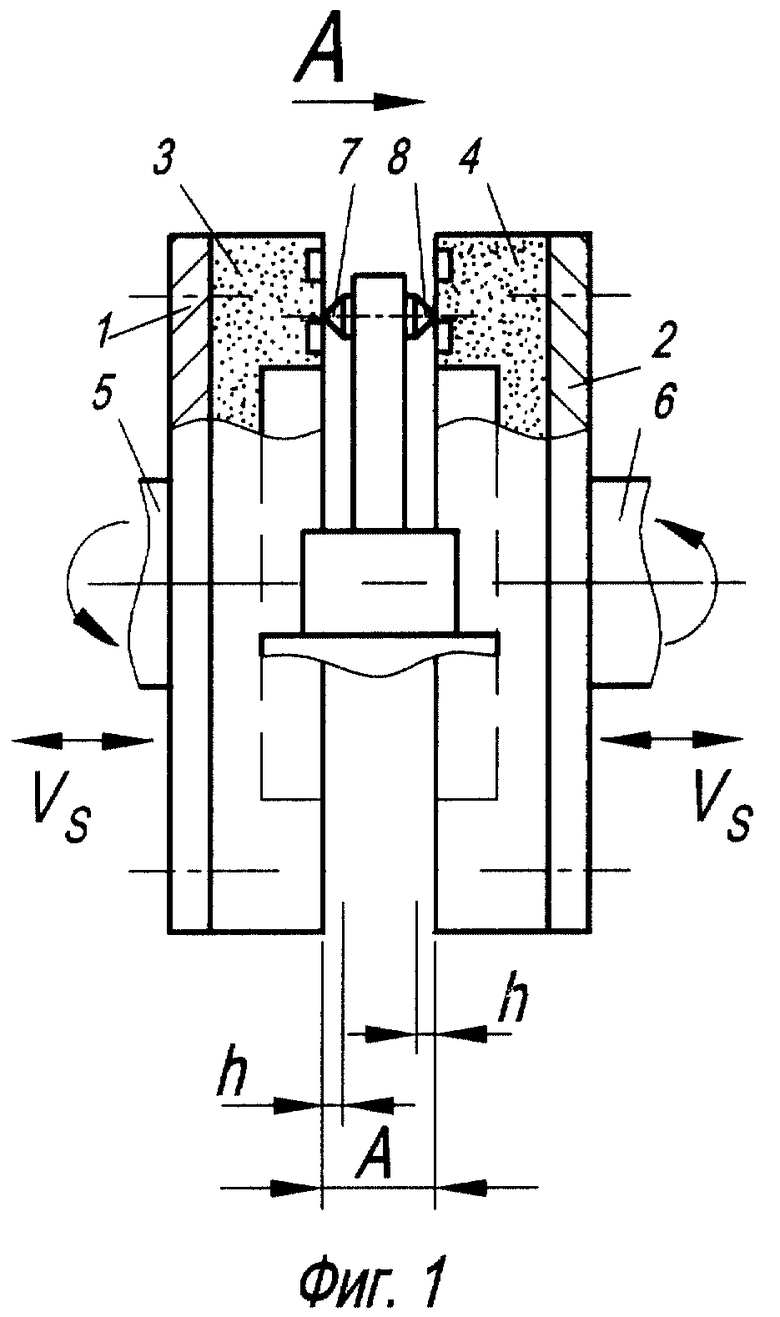
Способ правки соосно установленных торцешлифовальных кругов, включающий осуществление правки в несколько проходов, согласно которому вращающиеся шлифовальные круги устанавливают с определенным зазором между их торцами, в котором относительно кругов перемещают по дуге окружности правящие инструменты в плоскости, перпендикулярной оси шпинделя шлифовального круга, из условия плоскопараллельного движения правящих инструментов, отличающийся тем, что на рабочей поверхности соосно установленных торцешлифовальных кругов формируют прерывистый макрорельеф в виде чередующихся круговых канавок трапецеидальной формы с варьированием его плотности в широком диапазоне, при этом скорость перемещения правящих алмазных инструментов по дуге окружности сохраняют постоянной, а скорость осевого перемещения шлифовальных кругов на глубину снимаемого слоя абразива изменяют по ступенчатому циклу, заданному в управляющей программе, причем глубину впадины круговой канавки устанавливают в 2-4 раза большей глубины слоя абразива, снимаемого при правке на проход.
| СУХАРЕВ В.М | |||
| и др | |||
| Двустороннее шлифование | |||
| - Киев: Техника, 1977, с.16,43 | |||
| Способ правки абразивного шлифовального круга | 1986 |
|
SU1526964A1 |
| УСТРОЙСТВО ДЛЯ ПРАВКИ ШЛИФОВАЛЬНОГО КРУГА | 1998 |
|
RU2155128C2 |
| DE 19913163 С, 27.07.2000 | |||
| US 3584425, 15.01.1975. | |||
