Изобретение относится к холодной обработке металлов и сплавов методом пластической деформации и может быть использовано в области машиностроения для чистовой обработки цилиндрических поверхностей виброобкатыванием для получения на трущихся поверхностях заданного микрорельефа, который обеспечивает оптимальные условия смазки, минимальный коэффициент трения и минимальный износ.
Известно устройство для обкатывания шариком наружной поверхности цилиндрических деталей (Ю.Г. Шнейдер. Холодная бесштамповая обработка металлов давлением. - Л.: Машиностроение, 1967, с.183), содержащее корпус для закрепления деформирующего элемента - обкатника, эксцентриковый привод с электродвигателем для создания осцилляции и формирования заданного микрорельефа поверхности детали.
Недостатком этого устройства является отсутствие возможности изменения геометрии микрорельефа в широких пределах и контроля за глубиной канавок рельефа в процессе обработки.
Наиболее близким по технической сущности является устройство для обработки внутренних поверхностей (а.с. СССР 321543, кл. C 21 D 7/04, 1972), содержащее основание, электродвигатель с эксцентриковой втулкой, шатун, шариковую головку и пружину с корпусом.
Недостатком известного устройства является невозможность получения упрочненного поверхностного слоя с заданным регулярным микрорельефом на наружной поверхности цилиндрических деталей.
Задачей изобретения является нанесение микрорельефа на наружной поверхности детали с возможностью изменения геометрии микрорельефа в широких пределах, контроля и регулирования глубины канавки микрорельефа.
Поставленная задача решается тем, что устройство для обработки цилиндрических поверхностей деталей, содержащее основание, электродвигатель с эксцентриковой втулкой, шатун, шариковую головку и пружину с корпусом, снабжено регулируемой эксцентриковой втулкой, установленной на валу электродвигателя, состоящей из двух эксцентриковых полумуфт, скрепленных двумя винтами, при этом винты установлены неподвижно на одной полумуфте со стороны электродвигателя и в радиальных пазах другой полумуфты, а пружина снабжена контрольно-регулирующим устройством в виде винта с насечками на обойме.
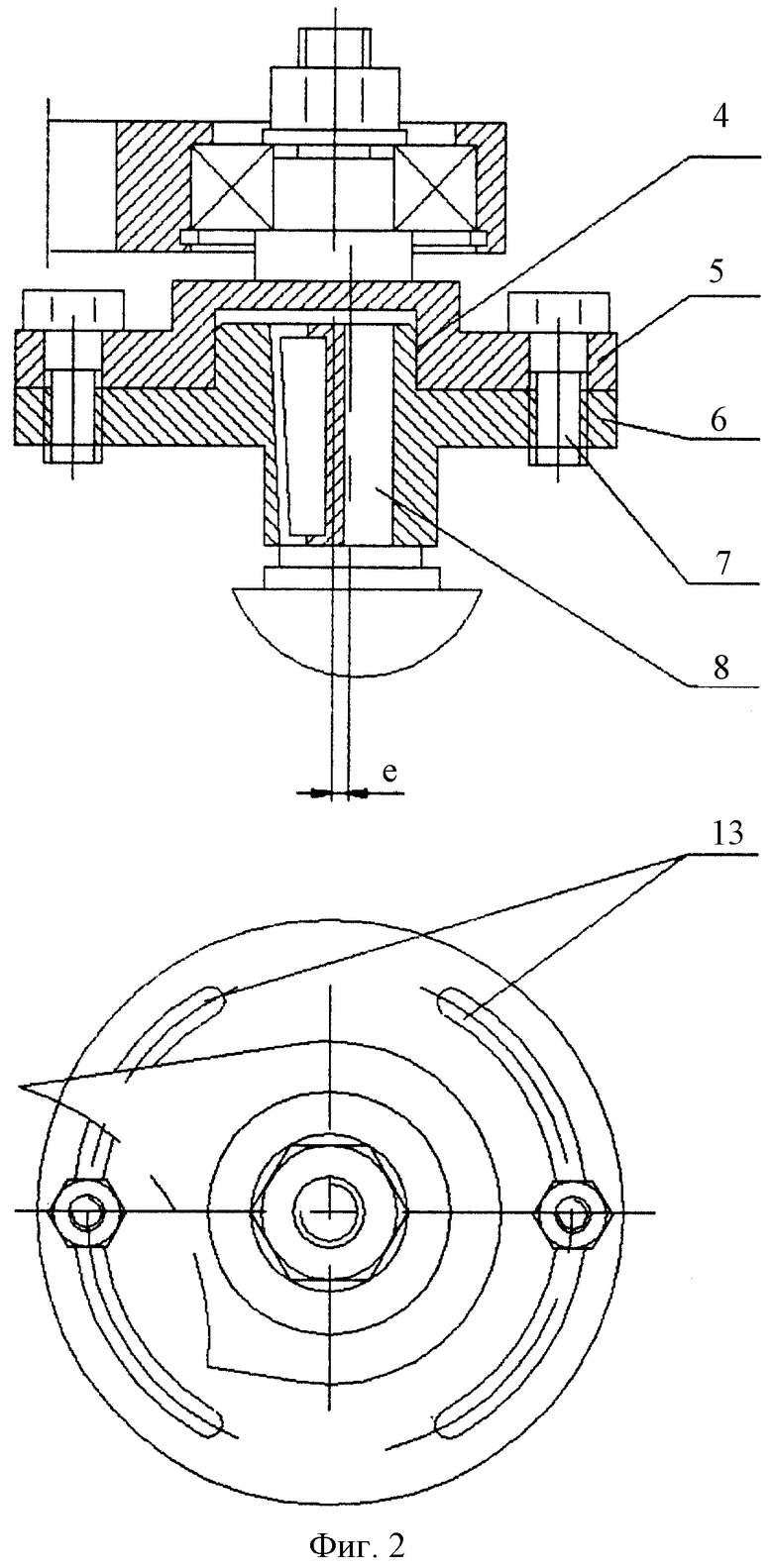
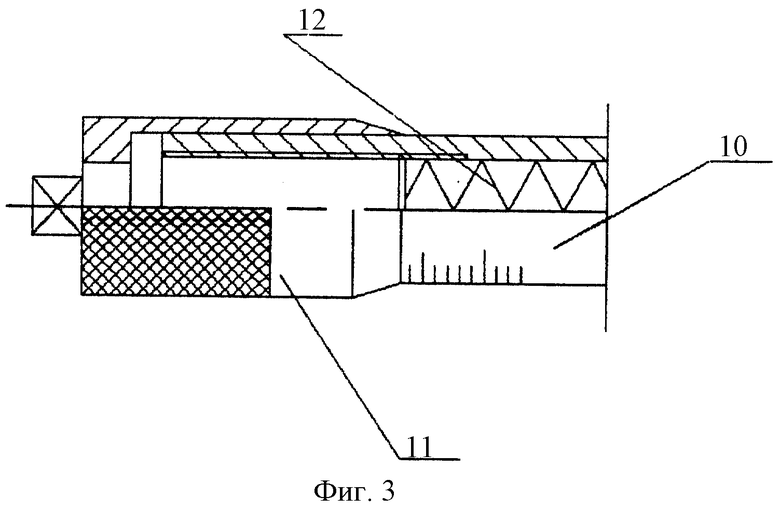
На фиг.1, 2, 3 изображено устройство для обработки цилиндрических поверхностей деталей.
Устройство для обработки цилиндрических поверхностей деталей содержит виброголовку 1 с шариком 2, шатун 3, дополнительную эксцентриковую муфту 4 с полумуфтами 5 и 6, закрепленными между собой винтами 7, эксцентриковую втулку 8 на валу электродвигателя 9, контрольно-регулировочное устройство глубины канавки микрорельефа с корпусом 10, регулировочным винтом 11 и пружиной 12. На фиг.2 показана в разрезе эксцентриковая муфта 4 с полумуфтами 5 и 6 с винтами 7 и эксцентриковая втулка 8, а также радиальные пазы 13. На фиг.3 показано контрольно-регулировочное устройство глубины канавки микрорельефа с корпусом 10, регулировочным винтом 11 и пружиной 12.
Устройство работает следующим образом.
Обрабатываемой цилиндрической детали сообщается вращательное движение, а устройству для обработки цилиндрических поверхностей - движение подачи. Одновременно с этим включается электродвигатель 9, и через эксцентриковую втулку 8 и дополнительную эксцентриковую муфту 4 по шатуну 3 передается возвратно-поступательное движение шарику 2, расположенному в виброголовке 1. Усилие прижатия шарика 2 и контроль глубины канавки на поверхности детали регулируется при помощи контрольно-регулировочного устройства 10 при помощи винта 11 посредством пружины 12. Параметры процесса регулируются при помощи эксцентриковой втулки 8 и дополнительной эксцентриковой муфты 4 путем поворота полумуфты 5 относительно полумуфты 6 перемещением винтов 7 в радиальных пазах 13. Это позволяет получить практически любой заданный микрорельеф.
Предлагаемым устройством достигается возможность нанесения микрорельефа на наружной поверхности детали и изменения геометрии микрорельефа в широких пределах, контроля и регулирования глубины канавки микрорельефа в процессе обработки.
Применение предлагаемого устройства позволяет повысить качество микрорельефа, наносимого на наружную поверхность цилиндрических деталей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Скважинный фильтр тонкой очистки | 2017 |
|
RU2663778C1 |
| УСТРОЙСТВО для ОБРАБОТКИ ШАРИКОМ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 1971 |
|
SU321543A1 |
| УСТРОЙСТВО ДЛЯ КОМПЕНСАЦИИ ИЗНОСА ГРАНЕЙ НАПРАВЛЯЮЩИХ МЕТАЛЛООБРАБАТЫВАЮЩИХ СТАНКОВ | 2008 |
|
RU2377117C1 |
| Дорн для образования регулярных микрорельефов внутренних цилиндрических поверхностей | 2022 |
|
RU2806749C1 |
| ГЛУБИННЫЙ ШТАНГОВЫЙ НАСОС | 2018 |
|
RU2701665C1 |
| ИНСТРУМЕНТ ДЛЯ ОБРАЗОВАНИЯ ЧАСТИЧНОГО РЕГУЛЯРНОГО МИКРОРЕЛЬЕФА В ОТВЕРСТИЯХ | 2001 |
|
RU2200080C1 |
| Устройство для обработки наружных поверхностей поверхностным пластическим деформированием | 1978 |
|
SU774933A1 |
| УСТРОЙСТВО ИМПУЛЬСНОГО ВОЗДЕЙСТВИЯ НА ПАРАФИНОСМОЛИСТЫЕ ОТЛОЖЕНИЯ | 2001 |
|
RU2208134C2 |
| ФИЛЬТР СКВАЖИННЫЙ | 2012 |
|
RU2514057C1 |
| СКВАЖИННЫЙ ФИЛЬТР ТОНКОЙ ОЧИСТКИ | 2011 |
|
RU2471063C1 |
Использование: машиностроительная промышленность, а именно при холодной обработке металлов и сплавов пластической деформацией. Сущность изобретения: для нанесения микрорельефа на наружной поверхности цилиндрической детали на валу электродвигателя установлена регулируемая эксцентриковая муфта, состоящая из двух эксцентриковых полумуфт, скрепленных двумя винтами, при этом винты установлены неподвижно на одной полумуфте со стороны электродвигателя и в радиальных пазах другой полумуфты, а пружина снабжена контрольно-регулирующим устройством в виде винта с насечками на обойме. Изобретение обеспечивает возможность нанесения микрорельефа на наружной поверхности детали и изменения геометрии микрорельефа в широких пределах, контроля и регулирования глубины канавки микрорельефа в процессе обработки; применение предлагаемого устройства позволяет повысить качество микрорельефа, наносимого на наружную поверхность цилиндрических деталей. 3 ил.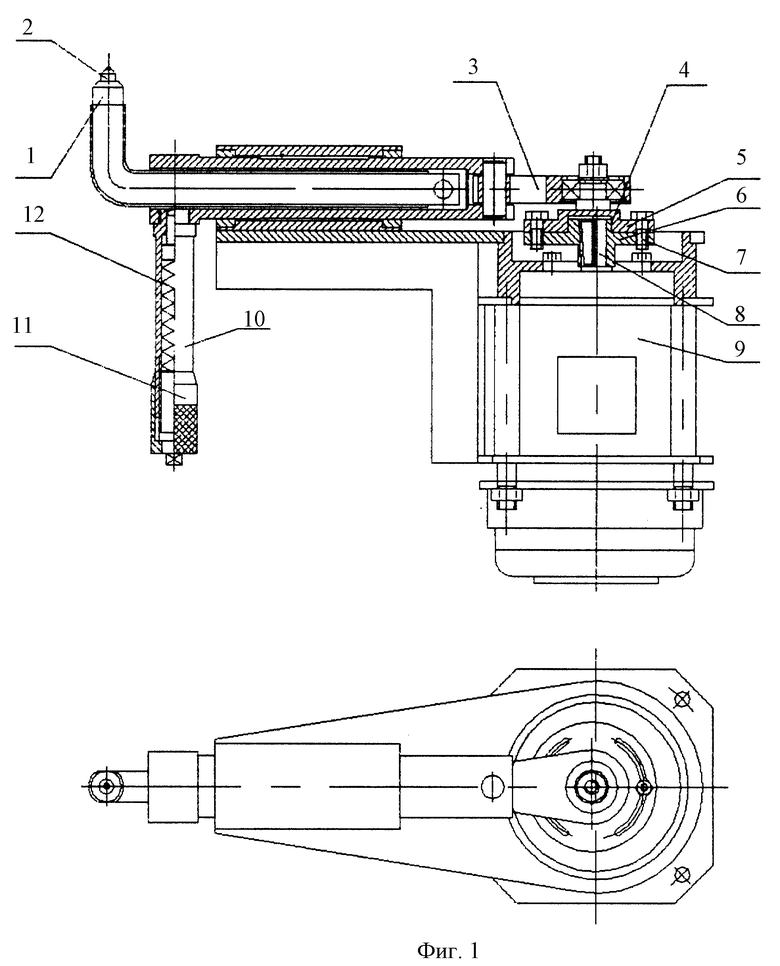
Устройство для обработки цилиндрических поверхностей деталей, содержащее основание, электродвигатель с эксцентриковой втулкой, шатун, шариковую головку и пружину с корпусом, отличающееся тем, что оно снабжено регулируемой эксцентриковой втулкой, установленной на валу электродвигателя, состоящей из двух эксцентриковых полумуфт, скрепленных двумя винтами, при этом винты установлены неподвижно на одной полумуфте со стороны электродвигателя и в радиальных пазах другой полумуфты, а пружина снабжена контрольно-регулирующим устройством в виде винта с насечками на обойме.
| ШНЕЙДЕР Ю.Г | |||
| Холодная бесштамповая обработка металлов давлением | |||
| - Л.: Машиностроение, 1967, с | |||
| Переносная мусоросжигательная печь-снеготаялка | 1920 |
|
SU183A1 |
| УСТРОЙСТВО для ОБРАБОТКИ ШАРИКОМ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 0 |
|
SU321543A1 |
| АВТОМАТИЧЕСКИ УПРАВЛЯЕМАЯ ГОЛОВКА С КОМПЛЕКСНОЙ ОБРАБОТКОЙ ПОВЕРХНОСТИ ЦИЛИНДРОВ | 1998 |
|
RU2143967C1 |
| АВТОМАТИЧЕСКИ УПРАВЛЯЕМОЕ РЕЗЦОВОЕ УСТРОЙСТВО (ГОЛОВКА) ДЛЯ ТОНКОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 1997 |
|
RU2145276C1 |

