Изобретение относится к производству строительных материалов и изделий, в частности - к производству кирпича.
Известны конструкции ленточных прессов, содержащих корпус, лопастной винт, головку и мундштук с системой подачи воды на поверхность формуемого глиняного бруса (Ильичев А.П. Машины и оборудование для заводов по производству керамики и огнеупоров. - М.: Высшая школа, 1979, с.187-195, рис.107; 111; 112). Данные прессы производят кирпич с гладкой поверхностью, что не позволяет повысить прочность кирпичной кладки на сцепление.
Техническим решением, наиболее близким к заявляемому и принятым за прототип, является устройство для формования строительных изделий, содержащее корпус, винтовой вал, головку, мундштук с камерой для жидких добавок и установленными внахлест пластинами с гофрированными краями (авт. св. СССР 1680509, кл. В 28 В 3/20, 1991, Бюл. 36).
Недостатком этого решения является невозможность образования на постельных плоскостях кирпича пазов, обеспечивающих повышенное сцепление кирпичной кладки (по заявке на изобретение 98123691/03(026122) "Строительный кирпич").
Задачей, решаемой предлагаемым техническим решением, является изготовление на ленточном прессе керамических кирпичей с пазами на постельных плоскостях, обеспечивающих повышенное сцепление кирпичной кладки.
Поставленная задача решается за счет того, что:
- размеры выходного отверстия мундштука пресса соответствуют размерам тычковой плоскости кирпича, шаг резки глиняного бруса механизмом резки соответствует длине кирпича, а стенки мундштука, формирующие брус, снабжены гребнями, расположенными вдоль движения бруса, которые на выходе мундштука имеют профиль, соответствующий профилю пазов на постельной плоскости кирпича для кладки с повышенным сцеплением, например  образный. Это позволяет сформировать на постельных плоскостях керамического кирпича пазы, обеспечивающие повышенное сцепление кладки;
образный. Это позволяет сформировать на постельных плоскостях керамического кирпича пазы, обеспечивающие повышенное сцепление кладки;
- мундштук снабжен двумя вертикальными клинообразными перегородками с гребнями той же конфигурации, что и на стенках мундштука. Наличие двух перегородок позволяет одновременно формовать три глиняных бруса, суммарная поперечная площадь которых равна площади поперечного сечения бруса при традиционном способе производства кирпича, благодаря чему для производства кирпича для кладки с повышенной прочностью сцепления можно использовать существующие прессы с небольшой доработкой мундштука и переналадкой механизма резки;
- угол в плане между перегородками меньше угла между боковой стенкой мундштука и ближайшей к ней перегородкой настолько, насколько средняя скорость движения глины около боковых стенок головки пресса на ее выходе меньше средней скорости глины в середине;
- перед вертикальными перегородками мундштука со стороны головки пресса установлены клиновые ножи с вертикальным пазом, обращенным к перегородке и соединенным с системой подачи антифрикционной жидкости. Это позволяет подавать ее на поверхность бруса со стороны перегородок;
- вертикальные перегородки и ножи помещены в пазы, выполненные в верхней и нижней стенках мундштука, где перегородки контактируют с ножами для обеспечения требуемых щелевидных зазоров между стенками паза ножа и перегородкой.
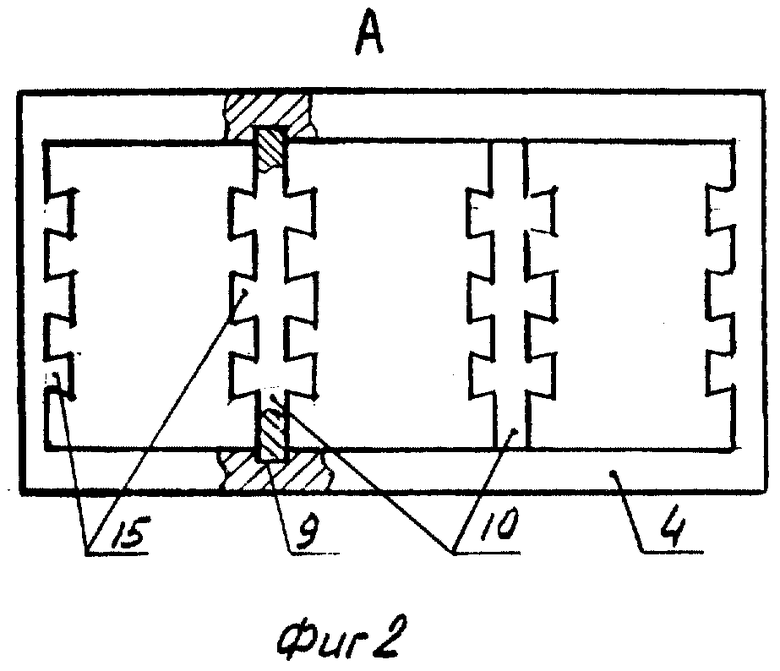
Предлагаемый пресс показан на чертеже, где на фиг.1 схематически показана продольный разрез пресса; на фиг.2 - вид по стрелке А на фиг.1; на фиг. 3 - разрез Б-Б на фиг.1; на фиг.4 - разрез В-В на фиг.3.
Ленточный пресс содержит корпус 1, винтовой вал 2, головку 3, мундштук 4 и механизм резки 5. На всех четырех стенках мундштука 4 установлены внахлест с зазором между собой пластины 6, под которыми образована камера 7, соединенная штуцером 8 с системой подачи антифрикционной жидкости, например воды (не показана). В пазы 9 верхней и нижней стенок мундштука 4 установлены вертикальные перегородки 10, правая сторона которых, за исключением торцев, помещенных в пазы 9, имеет клинообразную форму. В те же пазы 9 перед перегородками 10 (т.е. со стороны головки пресса) установлены клиновые ножи 11, снабженные вертикальными пазами 12, обращенными в сторону перегородок 10 и соединенными через отверстия 13 с системой подачи антифрикционной жидкости. В пазах 9 верхней и нижней стенок мундштука 4 перегородки 10 и ножи 11 контактируют друг с другом, обеспечивая в пространстве между верхней и нижней стенками мундштука щелевидный зазор 14 между стенками паза 12 и перегородкой 10. Размеры стенок мундштука 4 и расположение перегородок 10 таково, что каждое из образовавшихся между ними трех входных отверстий по высоте соответствуют ширине изготавливаемого кирпича, а по ширине - толщине кирпича.
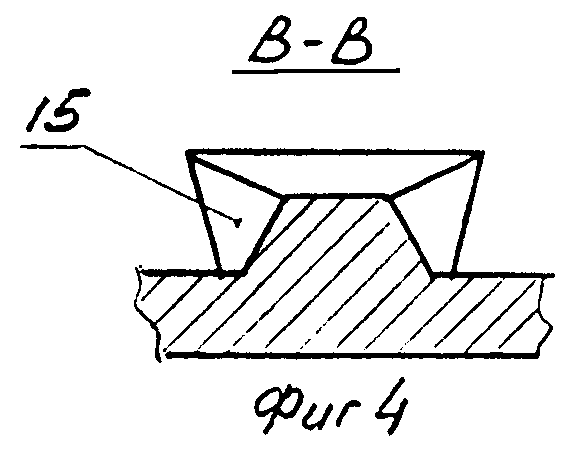
Угол α между перегородками 10 в плане меньше углов β между боковыми стенками мундштука 4 и ближайшими к ним перегородками 10 настолько, насколько средняя скорость движения глины около боковых стенок головки 3 меньше средней скорости ее движения в середине головки. Боковые стенки мундштука 4 и перегородки 10 снабжены гребнями 15, профиль которых, например  образный, на выходе мундштука соответствует профилю пазов на постельной плоскости кирпичей для кладки с повышенной прочностью сцепления.
образный, на выходе мундштука соответствует профилю пазов на постельной плоскости кирпичей для кладки с повышенной прочностью сцепления.
Правее плоскости I-I, то есть со стороны головки пресса, эти гребни имеют пирамидальную форму  образного или близкого к нему профиля.
образного или близкого к нему профиля.
Ленточный пресс работает следующим образом: нагнетаемая винтовым валом 2 глиняная масса уплотняется в головке 3 и поступает в мундштук 4, где она ножами 11 рассекается на три потока, из которых стенками мундштука 4 и перегородками 10 формуются три глиняных бруса, на поверхности которых с помощью гребней 15 создаются пазы, необходимые для повышения прочности сцепления кирпичной кладки.
Для устранения задиров на поверхности формуемых брусьев антифрикционная жидкость подается следующим образом: на поверхность брусьев, формуемых непосредственно стенками мундштука 4 - из камеры через зазоры между пластинами 6; на поверхности, формуемые перегородками 10 - через отверстия 13, пазы 12 ножей 11 и щелевые зазоры 14 между стенками пазов 12 и перегородками 10. Благодаря пирамидальной форме и  образному профилю той части пазов, которая обращена к головке пресса (то есть навстречу движению глиняных брусьев), поступающая на боковые поверхности брусьев жидкость распределяется по всей этой поверхности, включая и боковые стенки пазов. Расположение же перегородок 10 под углами α и β обеспечивает равномерное распределение глиняной массы по всем трем брусьям и одинаковую их скорость на выходе из мундштука.
образному профилю той части пазов, которая обращена к головке пресса (то есть навстречу движению глиняных брусьев), поступающая на боковые поверхности брусьев жидкость распределяется по всей этой поверхности, включая и боковые стенки пазов. Расположение же перегородок 10 под углами α и β обеспечивает равномерное распределение глиняной массы по всем трем брусьям и одинаковую их скорость на выходе из мундштука.
Для получения кирпичей требуемых размеров механизм резки 5 настраивается на разрезание брусьев с шагом, соответствующим длине кирпича.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТРОИТЕЛЬНЫЙ КИРПИЧ | 2000 |
|
RU2184194C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКОГО ОБЛИЦОВОЧНОГО ИЗДЕЛИЯ И ИЗДЕЛИЕ, ПОЛУЧЕННОЕ ТАКИМ СПОСОБОМ | 2011 |
|
RU2456154C1 |
| АВТОМАТ ДЛЯ РЕЗКИ ГЛИНЯНОГО БРУСА | 2000 |
|
RU2183555C2 |
| МЕХАНИЗМ РЕЗКИ ГЛИНЯНОГО БРУСА | 2000 |
|
RU2197377C2 |
| ПРЕСС ШЕРЕМЕЕВА ДЛЯ ИЗГОТОВЛЕНИЯ КИРПИЧЕЙ | 1991 |
|
RU2008211C1 |
| УСТАНОВКА ДЛЯ ДВУХСЛОЙНОГО ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2000 |
|
RU2186678C2 |
| Способ формования изделия и формовочное устройство для его осуществления | 2017 |
|
RU2652224C1 |
| УСТРОЙСТВО ДЛЯ ЭКСТРУЗИИ ПЛАСТИЧНЫХ МАТЕРИАЛОВ | 2013 |
|
RU2530814C1 |
| Мундштук к ленточному прессу | 1990 |
|
SU1778004A1 |
| ШНЕКОВЫЙ ПРЕСС | 2021 |
|
RU2772394C1 |

Изобретение относится к области стройиндустрии. Ленточный пресс для изготовления кирпича содержит корпус, винтовой ваш, головку, мундштук, систему подачи антифрикционной жидкости и механизм резки глиняного бруса. Боковые стенки мундштука, формирующие брус, снабжены гребнями, расположенными вдоль движения бруса. На выходе из мундштука гребни имеют  образный профиль. Размеры выходного отверстия мундштука или нескольких таких отверстий соответствуют ширине и толщине кирпича, а шаг резки глиняного бруса механизмом резки соответствует длине кирпича. Технический результат - изготовление кирпича с пазами на постельной плоскости, обеспечивающими повышение прочности сцепления кирпичной кладки. 3 з.п.ф-лы, 4 ил.
образный профиль. Размеры выходного отверстия мундштука или нескольких таких отверстий соответствуют ширине и толщине кирпича, а шаг резки глиняного бруса механизмом резки соответствует длине кирпича. Технический результат - изготовление кирпича с пазами на постельной плоскости, обеспечивающими повышение прочности сцепления кирпичной кладки. 3 з.п.ф-лы, 4 ил.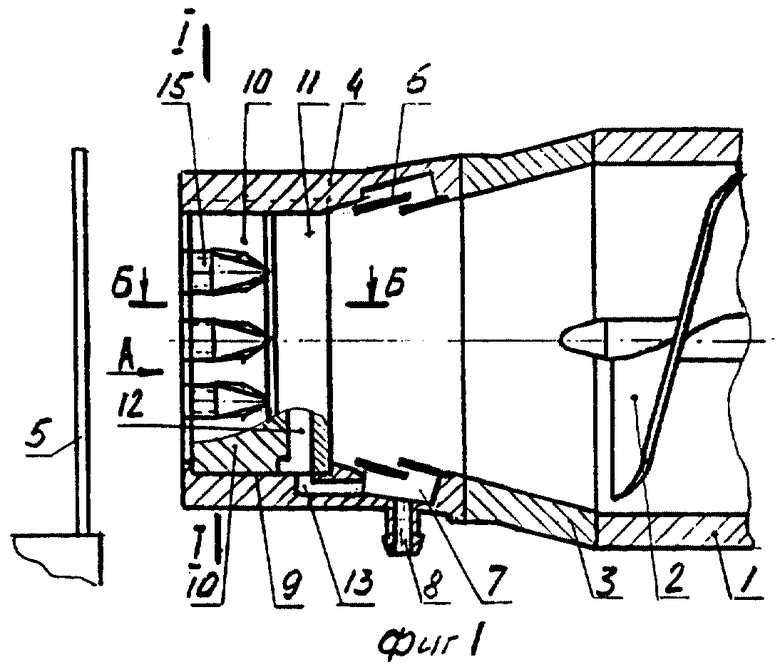
 образный профиль, размеры выходного отверстия мундштука или нескольких таких отверстий соответствуют ширине и толщине кирпича, а шаг резки глиняного бруса механизмом резки соответствует длине кирпича.
образный профиль, размеры выходного отверстия мундштука или нескольких таких отверстий соответствуют ширине и толщине кирпича, а шаг резки глиняного бруса механизмом резки соответствует длине кирпича.
| Устройство для формования строительных изделий | 1988 |
|
SU1680509A1 |
| Мундштук к ленточному прессу | 1947 |
|
SU78329A1 |
| ПРЕСС ШЕРЕМЕЕВА ДЛЯ ИЗГОТОВЛЕНИЯ КИРПИЧЕЙ | 1991 |
|
RU2008211C1 |
| ГИДРАВЛИЧЕСКАЯ УДАРНАЯ МАШИНА (ВАРИАНТЫ) | 2002 |
|
RU2209878C1 |
| СПОСОБ ПРОВЕДЕНИЯ РЕОЭНЦЕФАЛОГРАФИИ У БОЛЬНЫХ ГРИППОМ И УСТРОЙСТВО ДЛЯ ЕЕ ПРОВЕДЕНИЯ | 2011 |
|
RU2474382C2 |
| US 5965075, 12.10.1999. | |||

