Группа изобретений относится к строительной отрасли, а именно к способу изготовления керамических изделий, предназначенных для облицовки как наружных поверхностей строительных конструкций различного назначения, так и для отделки внутренних помещений зданий и сооружений, а также к самим этим изделиям. Такие изделия могут быть выполнены, например, в виде брикета различной формы, в том числе круглой. Они имеют пустоты и одну или две лицевые поверхности. Из полученного брикета при его разъеме по заданной плоскости можно получить, например, облицовочную плитку.
В настоящее время существует несколько способов формования керамических изделий. Наиболее распространенным из них является способ пластического формования.
Это наиболее старый и широко распространенный способ, которым формуют строительный кирпич со всеми его разновидностями (брикеты, блоки и т.д.). Пластическое формование производят с помощью ленточных прессов. Для получения керамического черепка высокого качества используют вакуумные ленточные прессы. Основными узлами ленточных прессов являются корпус, питательный валик, шнек, головка, мундштук (фильера) и привод. С помощью шнека глиняную массу уплотняют и одновременно перемещают внутри корпуса к прессовой головке и дальше к мундштуку (фильере). Прессовая головка служит для уплотнения массы, а мундштук - для формования из нее бруса заданных размеров.
Для формования пустотелых изделий в мундштук помещают пустотообразователи или керны, которые с помощью скоб крепятся к плите мундштука. Отформованный на ленточном прессе брус на выходе из пресса разрезается резательным аппаратом на отдельные изделия (Г.И.Клюковский «Общая технология строительных материалов», изд. «Высшая школа», М., 1976 г.).
Конструкции формующей оснастки для формования керамических материалов посвятили свои работы многие исследователи, например такие, как А.П.Ильевич «Исследования влияния конструктивных параметров основных деталей ленточного лопастного пресса на эффективность его работы» (Автореферат канд. дисс. 1954 г.); М.К.Королев «Производительность ленточного пресса при производстве пустотелых Камней» (журнал «Стекло и керамика» 1953 г.); С.П.Ничипоренко «Основные вопросы теории процессов обработки и формования керамических масс» (Киев, изд. АН УССР 1960 г.); В.А.Кондратенко («Керамические стеновые материалы», изд. «Композит», М., 2005 г.).
В этих изданиях, в частности, указано на зависимость качества формуемых изделий от конструкции мундштука, в связи с чем предложено подбирать его на основе практических наблюдений. Следует отметить, что приводимые в указанных литературных источниках данные о конструкции мундштуков, как правило, относятся к формованию полнотелого кирпича на безвакуумных прессах. Данных же по конструкции кернового комплекта в них практически нет.
Т.о. задача использования специального формовочного оборудования для изготовления керамических изделий, в т.ч. кирпича, а также технология изготовления, в т.ч. сушка и обжиг керамических брикетов, при разделении которых может быть получена облицовочная плитка, на сегодняшний день является очень актуальной.
Известно керамическое изделие для облицовки строительных конструкций с двумя лицевыми поверхностями, в частности спаренная кислотоупорная и термокислотоупорная плитка для футеровки поверхностей, работающих в агрессивных средах (ГОСТ 961-89).
Для разделения такой спаренной плитки на две части требуются достаточно большие усилия, которые зависят не только от материала, но также и от расположения и размеров сквозных отверстий. Кроме того, при этом необходим определенный опыт работы специалиста и специальный инструмент. При разделение таких плиток на части часто происходит их разрушение.
Также известно наиболее близкое к предложенному техническое решение, в котором описано керамическое изделие, предназначенное для облицовки строительных конструкций и способ изготовления этого изделия. Оно имеет две лицевые поверхности и выполнено в виде брикета со сквозными отверстиями (полостями). На боковых сторонах брикета и на перегородках между образованными в нем отверстиями выполнены канавки для облегчения разделения брикета. На боковых поверхностях, а также на внутренних поверхностях сквозных отверстий нанесены канавки, которые ослабляют сечение связывающих перемычек. Такие канавки формируют с помощью специальных выступов, расположенных на пустотообразователях, находящихся непосредственно в фильере пресса. Одна или две, параллельные между собой плоскости разъема брикета, проходят по образующим линиям поверхности этих канавок (описание изобретения к патенту RU 2132430, кл. E04F 13/14, опубл. 27.06.1999).
Канавки в известном решении способствуют снижению процента брака при разделении брикета на части.
Существенным недостатком такой конструкции является достаточно сложная подборка зазора между указанными выступами, расположенными на пустотообразователях. Так, при большом зазоре затрудняется разделение брикета, а при малом зазоре происходит забивание его крупными нераздробленными включениями, что приводит к срезанию самой перемычки при формовке брикета.
Также следует отметить, что расположение канавок в известном брикете ограничивает направление расположения плоскости разъема только плоскостями, лежащими в направлении вдоль лицевых сторон брикета, форма которого ограничена прямоугольным параллелепипедом.
Длина остаточного выступа на отделенной плитке в известном решении может быть практически не более толщины самой плитки. При увеличении длины выступа формированием подрезов в виде ослабляющих сечение канавок более толщины самой плитки при разделении брикета происходит скол перемычки ближе к телу плитки, а не по канавкам. Невозможно при такой конструкции сформованного брикета произвести разделение его на отдельные элементы по плоскости, имеющей сложный, например, синусоидальный профиль, что иногда требуется производить исходя из заданной конструкции облицовочной плитки.
Кроме того, при разделении известного брикета получаются очень неоднородные по шероховатости поверхности разлома. Так, их краевые участки имеют более гладкую поверхность, т.к. образованы ранее выполненными в брикетах канавками, в то время как их центральные участки имеют значительно более рельефную поверхность. Неоднородность поверхности этих участков ухудшает в дальнейшем связь плитки как со связующим составом, так и с контактной поверхностью, на которую она крепится.
Технический результат для обоих объектов изобретения состоит в облегчении разделения брикета по поверхностям разъема, в том числе лежащего на разных уровнях и имеющего сложную конфигурацию. Также в предложенном решении обеспечена возможность получения более развитой и однородной поверхности разлома, призванной улучшить сцепление со связующим составом и контактной поверхностью, на которую крепится облицовочное изделие.
Кроме того, предложенное решение позволяет расширить ассортимент керамических изделий, полученных данным способом.
Преимуществом предложенного способа перед известными является возможность минимальной переналадки одной и той же технологической линии при выпуске различных керамических изделий, в частности таких, как кирпич и облицовочная плитка.
Названный технический результат достигнут в изобретении благодаря следующей совокупности признаков.
Согласно одному из объектов патентования, которым является керамическое облицовочное изделие, оно, так же как в ближайшем аналоге, имеет по меньшей мере одну лицевую поверхность и выполнено в виде брикета со сквозными полостями, проходящими вдоль его торцевых сторон и разделенными перегородками, имеющими ослабленные поперечные сечения.
В отличие от ближайшего аналога указанные ослабленные поперечные сечения в теле по меньшей мере некоторых перегородок брикета (имеющего по существу любую заданную форму, а не ограниченную как в ближайшем аналоге призматической) сформированы трещинами, предназначенными для разделения брикета по крайней мере по одной поверхности разъема, проходящей через эти трещины.
На каждой торцевой стороне брикета может быть образована по меньшей мере одна канавка, выполненная вдоль осей сквозных полостей. Эти канавки предназначены для разделения брикета по крайней мере по одной поверхности разъема, проходящей через трещины и канавки.
С той же целью по меньшей мере на некоторых перегородках брикета могут быть образованы канавки, выполненные также вдоль осей сквозных полостей, выполненных в брикете.
Согласно другому объекту патентования, которым является способ изготовления вышеописанного керамического облицовочного изделия, этот способ заключается в том, что, так же как в вышеназванных известных методах, уплотненную глиняную массу подают вначале в зону прессования, а затем в зону стабилизации, расположенные внутри мундштука с размещенными в нем пустотообразователями, закрепленными на скобе. После этого спрессованный брус с образованными в нем полостями разделяют на отдельные брикеты и сушат.
Новым в предложенном способе является то, что с помощью по меньшей мере одного разделительного элемента, расположенного в зоне прессования, начиная от скобы крепления пустотообразователей внутри мундштука в местах, обусловленных заданной поверхностью разъема готового изделия, в уплотненной глиняной массе формируют неспрессованные участки с образованием на этих участках в процессе последующей сушки брикета трещин.
Зону действия разделительного элемента, находящуюся внутри мундштука, ограничивают участком от скобы крепления пустотообразователей до зоны стабилизации, поскольку скобу устанавливают так, что слои глины после ее обтекания надежно спрессовываются, а на выходе из зоны стабилизации останется след в виде канавки от разделительного элемента.
Согласно предложенному решению неспрессованные участки в уплотненной глиняной массе или в брусе могут быть получены разными путями.
Например, для этого используют оборудование, в котором каждый разделительный элемент выполняют в виде пластины, закрепленной своими концами на соседних пустотообразователях, или этот элемент выполняют в виде двух пластин, закрепленных на соседних пустотообразователях на одном или на разных уровнях, с обеспечением возможности регулирования зазора между этими пластинами или регулирования длины выступающей части каждой из этих пластин. При этом длины выступающих частей указанных пластин могут быть равны или не равны между собой.
Величина зазора между пластинами, установленными на соседних пустотообразователях, может колебаться от нуля до величины, определенной технологическими требованиями по разделению брикета.
Также возможен вариант, при котором каждый разделительный элемент выполняют в виде одной или в виде нескольких пластин, закрепленной(ых) на одном пустотообразователе с одной или с разных его сторон, с обеспечением возможности регулирования длины ее(их) выступающей(их) части(ей).
Кроме того, возможен вариант, при котором в совокупности с вышеописанными вариантами разделительный элемент выполняют в виде двух дополнительных пластин, одна из которых закреплена с наружной стороны одного крайнего пустотообразователя, а другая - со стороны другого крайнего пустотообразователя, с обеспечением возможности регулирования длины их выступающих частей.
Возможность изменения величины зазора между разделительными пластинами позволяет осуществлять технологический процесс по разделению брикета, имеющего заданную геометрию лицевой поверхности, с минимальным механическим усилием, поскольку спрессованный участок перемычки брикета, не разделенный сформированной внутри него трещиной, удерживает лицевую поверхность брикета от деформации в процессе его сушки.
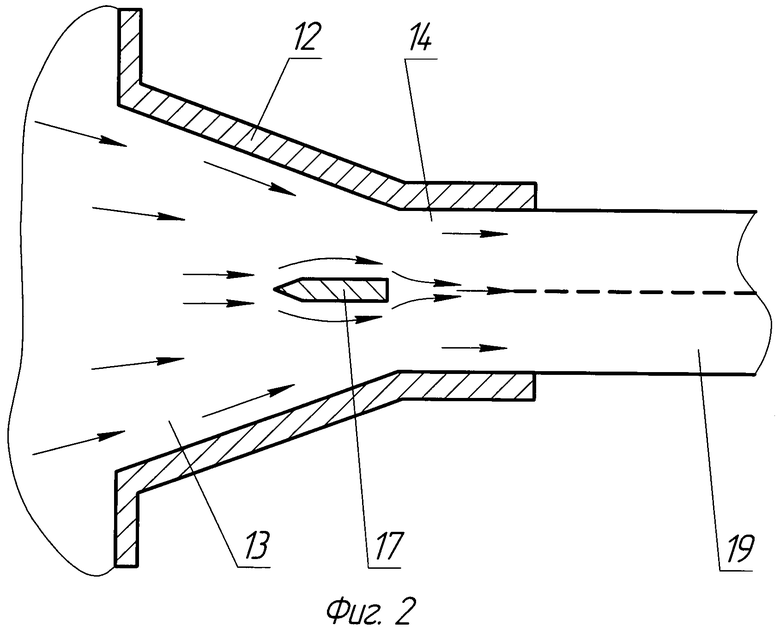
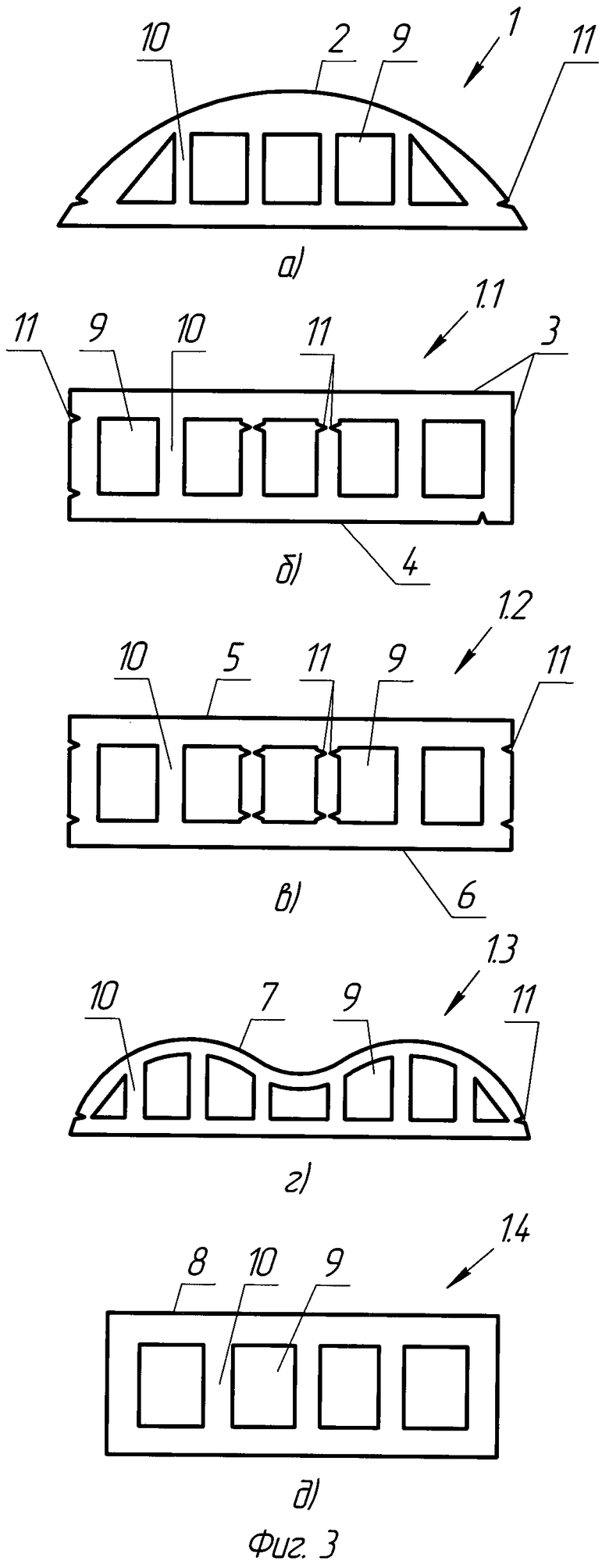
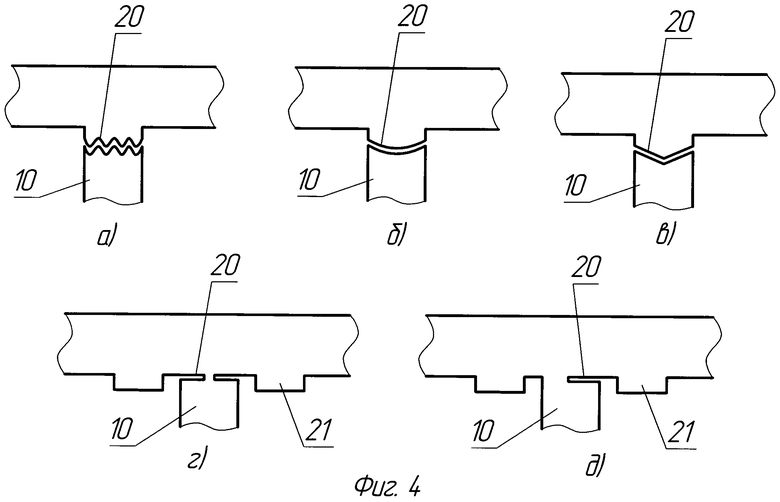
Изобретение поясняется чертежами, где на фиг.1 схематично изображен мундштук (фильера) устройства для получения предложенного керамического изделия (вид сверху); на фиг.2 - схема работы разделительного элемента в перемещаемых слоях глиняной массы; на фиг.3 (а, б, в, г, д) схематично изображены варианты выполнения брикетов (вид спереди, сзади); на фиг.4 (а, б, в, г, д) схематично изображены профили сечений площадок, образованные на выступах перегородок после разделения брикета на плитки.
Предназначенные для получения облицовочной плитки керамические брикеты 1-1.4, схематично изображенные на фиг.3, дают представление о некоторых вариантах выполнения этих брикетов. Так, изображенный на фиг.3а брикет 1 имеет одну лицевую дугообразную поверхность 2. Изображенные на фиг.3б и 3в брикеты 1.1 и 1.2 соответственно имеют по две лицевые поверхности 3;4 и 5;6, при этом брикет 1.1 предназначен для изготовления в том числе угловой плитки с лицевой поверхностью 3. Изображенный на фиг.3г брикет 1.3 имеет криволинейную лицевую поверхность 7 и соответственно сложную плоскость разъема, расположенную на разных уровнях. Изображенный на фиг.3д брикет 1.4 предусматривает возможность выполнения брикета в виде одной оболочки 8, окружающей полость, которая в дальнейшем может заполняться или не заполняться соответствующим, например, теплоизолирующим составом.
Для всех этих вариантов выполнения брикета характерным является наличие сквозных полостей 9, разделенных перегородками 10, имеющими ослабленные поперечные сечения, сформированные образованными в теле этих перегородок в процессе изготовления брикетов трещинами. Также для облегчения разделения брикета по заданной поверхности разъема по краям брикета, а также в некоторых случаях на стенках перемычек выполнены канавки 11, проходящие вдоль осей сквозных полостей 9 брикета.
Для изготовления предложенных керамических брикетов используют вышеописанный известный вакуумный ленточный пресс, включающий формовочное оборудование, в состав которого, в частности, входит схематично изображенный на фиг.1 мундштук 12 (фильера), содержащий зону прессования 13 и зону стабилизации 14. Внутри мундштука на скобе 15 закреплены пустотообразователи 16.
На пустотообразователях в тех местах, где намечена поверхность разъема отформованного брикета, закреплены специальные пластины 17. На стенках выходного отверстия мундштука 12 по его краям закреплены ножи подреза 18, предназначенные для образования на боковых сторонах выходящего из мундштука отформованного бруса 19 канавок 11 (фиг.3).
Причем пластины 17 могут закрепляться внутри мундштука 12 как в зоне прессования 13 (начиная от скобы 15 и дальше по ходу перемещения спрессованной глины до границы этой зоны с зоной стабилизации), или в самой зоне стабилизации 14.
На фиг.2 представлена схема работы разделительного элемента, выполненного в виде пластины 17, в перемещаемых слоях глиняной массы. Направление движения глиняной массы показано на чертеже стрелками. В оптимальном варианте осуществления предложенного способа пластина 17 размещена на границе зон прессования 13 и стабилизации 14. При перемещении глиняной массы внутри мундштука 12 она обтекает пластину 17 с обеих сторон, при этом слои этой массы после прохождения через пластину не могут в достаточной степени спрессоваться.
Степень спрессованности слоев глиняной массы после прохождения через разделительный элемент в виде пластины 17 уменьшается по мере ее прохождения от скобы 15 до выходного отверстия мундштука 12.
В преимущественном варианте осуществления предложенного способа каждый разделительный элемент выполняют из двух пластин 17 (фиг.1), выполненных в виде ножей, закрепленных на соседних пустотообразователях 16 на одном уровне с обеспечением возможности регулирования как положения, так и величины зазора между этими пластинами (ножами), форма которых зависит от схемы резки глиняного бруса 19.
Далее глина попадает в зону стабилизации 14 мундштука, в которой происходит временная выдержка спрессованной массы. Слои глины, которые обошли пластины 17, слепляются между собой. Слипшиеся, но не спрессованные слои глины в готовом брусе 19 показаны на фиг.2 пунктирной линией.
На выходе из мундштука получается видимость целостности перемычек 10 в выходящем из пресса глиняном брусе 19, причем опытные эксперименты показали, что слипшиеся части перемычек 10 хорошо держат все механические нагрузки, возникающие при разделении бруса 19 на отдельные брикеты.
Пластины 17, установленные на пустотообразователях 16 и обеспечивающие формование бруса 19 с заранее ослабленными участками в перемычках 10 по поверхности разделения брикета, могут устанавливаться под разными углами и иметь сложную конфигурацию, что позволяет производить разделение глиняного бруса 19 на брикеты различными способами. При разрезании бруса сверху (режущая струна движется сверху вниз) перемычки брикета воспринимают нагрузку на прижим. При резании бруса сбоку перемычки воспринимают нагрузку на срез, поэтому конфигурация установки пластин на пустообразователях зависит от конструкции резательного аппарата. В результате несложная переналадка установки пластин позволяет использовать резательные аппараты различных конструкций.
Сложная конфигурация профиля сечений площадок 20, имеющих, например, зигзагообразную форму (фиг.4а), криволинейную форму (фиг.4б), угловую форму (фиг.4в), образующаяся после разделения брикета на выступах перемычек 10 облицовочного изделия (плитки), благодаря увеличению поверхности контакта, а также ее шероховатости позволяет получить дополнительное увеличение силы сцепления самой плитки с вяжущими составами.
Для получения облицовочного изделия (керамической плитки) строго заданных по толщине размеров, с целью минимизации толщины слоя вяжущего материала (клеевой мастики), необходимо производить разделение брикета по соединительным перемычкам в местах впадин с тыльной стороны плитки (фиг.4г, д).
Конструктивно это выполняется следующим образом: на пустотообразователях 16 устанавливают разделительные пластины 17 таким образом, чтобы в процессе осуществления предложенного способа трещина на перемычках 10 образовывалась с одной (фиг.4д) или с обеих сторон (фиг.4г) заподлицо с основным массивом плитки.
При разделении брикета с помощью механического удара в этом случае происходит излом ослабленного участка, причем неровности раскола не выходят за габарит выступов 21 получаемой плитки.
Количество перемычек в брикете обусловлено толщиной облицовочного изделия, которое требуется получить. Чем тоньше изделие, тем больше должно быть в нем сформировано перемычек, так как они не дают деформироваться верхней поверхности глиняного бруса при ударе по ней струны резательного аппарата сверху вниз.
После того как глиняный брикет отформован, происходит его сушка в сушилах при известных режимах. В процессе сушки, в тех местах в теле перемычек, которые прошли через разделительные элементы в виде пластин 17, образуются трещины. Это происходит, поскольку слои глины в них не были спрессованы.
Брикет не распадается на отдельные элементы благодаря тому, что в торцевых его стенках нет трещин, там образованы только надрезы в виде канавок 11.
После обжига брикета, для его разделения на отдельные элементы, достаточно разрушить механическим ударом только торцевые стенки брикета по нанесенным на них канавкам. Поверхность разделения любой конфигурации обязательно пройдет по тем трещинам в перемычках брикета, которые образовались при его сушке.
В некоторых случаях требуется получить из брикета керамическую оболочку. Чтобы получить такое изделие, достаточно создать микротрещины на перемычках в местах их примыкания к оболочке брикета, без создания разделительных канавок на его торцевых сторонах (фиг.3д).
Используя предложенный способ создания керамического брикета, возможно получить облицовочную плитку любой конструктивной сложности при минимальном механическом усилии, необходимом для разделения брикета с одновременным уменьшением как материальных, так и временных затрат на наладку уже применяемого в настоящее время формовочного оборудования.
Группа изобретений относится к строительной отрасли, а именно к способу изготовления керамических изделий, предназначенных для облицовки строительных конструкций. Техническим результатом изобретения является облегчение разделения брикета по поверхности разъема. Способ изготовления керамического облицовочного изделия включает подачу уплотненной глиняной массы вначале в зону прессования, а затем в зону стабилизации, расположенные внутри мундштука с размещенными в нем пустотообразователями, закрепленными на скобе, после чего спрессованный брус с образованными в нем полостями разделяют на отдельные брикеты и сушат. Причем с помощью по меньшей мере одного разделительного элемента, расположенного в зоне прессования, начиная от скобы крепления пустотообразователей внутри мундштука в местах, обусловленных заданной поверхностью разъема готового изделия, в уплотненной глиняной массе формируют неспрессованные участки с образованием на этих участках в процессе последующей сушки брикета трещин. 2 н. и 6 з.п. ф-лы, 4 ил.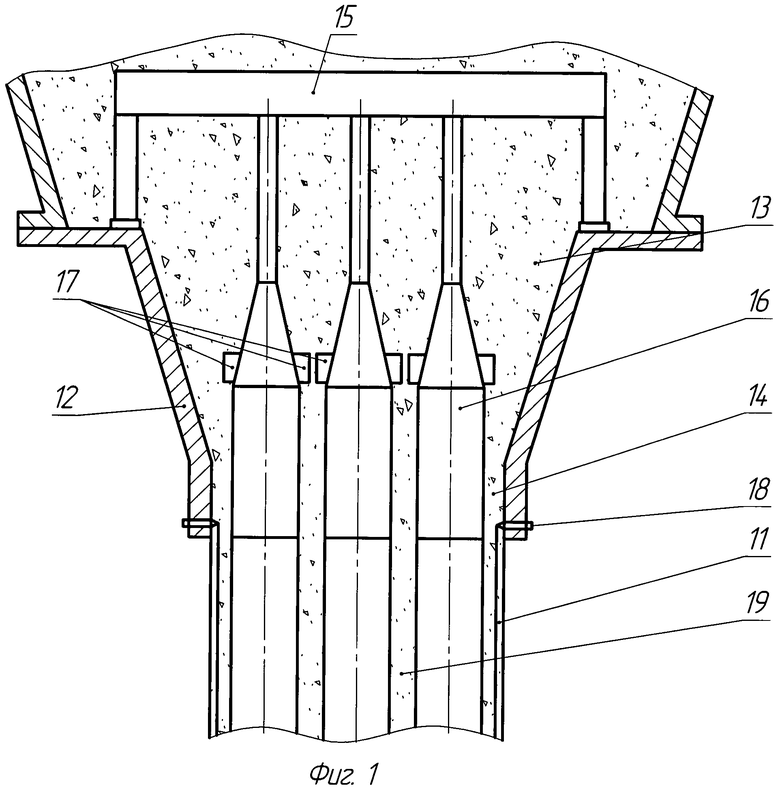
1. Способ изготовления керамического облицовочного изделия, заключающийся в том, что уплотненную глиняную массу подают вначале в зону прессования, а затем в зону стабилизации, расположенные внутри мундштука с размещенными в нем пустотообразователями, закрепленными на скобе, после чего спрессованный брус с образованными в нем полостями разделяют на отдельные брикеты и сушат, отличающийся тем, что с помощью по меньшей мере одного разделительного элемента, расположенного в зоне прессования начиная от скобы крепления пустотообразователей внутри мундштука в местах, обусловленных заданной поверхностью разъема готового изделия, в уплотненной глиняной массе формируют неспрессованные участки с образованием на этих участках в процессе последующей сушки брикета трещин.
2. Способ по п.1, отличающийся тем, что каждый разделительный элемент выполняют в виде двух пластин, закрепленных на соседних пустотообразователях на одном или на разных уровнях с обеспечением возможности регулирования зазора между этими пластинами.
3. Способ по п.1, отличающийся тем, что каждый разделительный элемент выполняют в виде двух пластин, закрепленных на соседних пустотообразователях на одном или на разных уровнях с обеспечением возможности регулирования длины выступающей части каждой из этих пластин.
4. Способ по п.1, отличающийся тем, что каждый разделительный элемент выполняют в виде одной или нескольких пластин, закрепленной(ых) на одном пустотообразователе с одной или с разных его сторон, с обеспечением возможности регулирования длины ее(их) выступающей(их) части(ей).
5. Способ по любому из пп.2-4, отличающийся тем, что разделительный элемент выполняют в виде двух дополнительных пластин, одна из которых закреплена с наружной стороны одного крайнего пустотообразователя, а другая - со стороны другого крайнего пустотообразователя, с обеспечением возможности регулирования длины их выступающих частей.
6. Керамическое облицовочное изделие, выполненное по любому из пп.1-5, имеющее по меньшей мере одну лицевую поверхность и выполненное в виде брикета со сквозными полостями, проходящими вдоль его торцевых сторон и разделенными перегородками, имеющими ослабленные поперечные сечения, отличающееся тем, что ослабленные поперечные сечения в теле по меньшей мере некоторых перегородок сформированы трещинами, предназначенными для разделения брикета по крайней мере по одной поверхности разъема, проходящей через эти трещины.
7. Изделие по п.6, отличающееся тем, что на каждой торцевой стороне брикета образована по меньшей мере одна канавка, выполненная вдоль осей сквозных полостей и предназначенная для разделения брикета по крайней мере по одной поверхности разъема, проходящей через эти трещины и канавки.
8. Изделие по п.6 или 7, отличающееся тем, что по меньшей мере на некоторых перегородках образованы канавки, выполненные вдоль осей сквозных полостей и предназначенные для разделения брикета по крайней мере по одной поверхности разъема, проходящей через эти трещины и канавки.
| Мундштук для формования пустотелых керамических изделий | 1990 |
|
SU1761487A1 |
| ПУСТОТООБРАЗОВАТЕЛЬ УСТРОЙСТВА ДЛЯ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКОГО ИЗДЕЛИЯ | 2007 |
|
RU2380224C2 |
| ПУСТОТООБРАЗОВАТЕЛЬ УСТАНОВКИ ДЛЯ ФОРМИРОВАНИЯ КЕРАМИЧЕСКОГО ОБЛИЦОВОЧНОГО ИЗДЕЛИЯ (ВАРИАНТЫ) | 2007 |
|
RU2360794C1 |
| Способ подготовки к плавке в вагранке минерального сырья в производстве шлаковой ваты и каменного литья | 1949 |
|
SU82442A1 |
| RU 2064412 С1, 27.07.1996 | |||
| ГИДРАВЛИЧЕСКАЯ УДАРНАЯ МАШИНА (ВАРИАНТЫ) | 2002 |
|
RU2209878C1 |
| КЛЮКОВСКИЙ Г.И | |||
| Общая технология строительных материалов | |||
| - М.: Высшая школа, 1976. | |||

