Изобретение относится к области механизации путевого хозяйства и может быть использовано при обработке шпал или брусьев, в том числе в поточных механизированных линиях шпалопропиточных заводов, а также в линиях по сборке и ремонту путевых звеньев и в любых областях деревообработки.
Известны способы получения отверстий в шпалах и брусьях путем их сверления вращающимися спиральными сверлами на требуемую глубину, например [1].
Процесс сверления отверстий такими способами отличается высокой энергоемкостью, поскольку вся извлекаемая из отверстия отходная древесина измельчается с расходованием энергии в мелкую стружку, которая является пожароопасной, захламляет рабочую зону и удаление ее связано с трудностями.
Инструмент для осуществления таких способов - спиральное сверло - в процессе сверления перегревается из-за налипания на нем стружки и заклинивания ее в отверстии, быстро тупится и теряет стойкость.
Известны способы штамповки древесины [2, 3].
Наиболее близким к заявляемому является способ штамповки древесины и т. п. материалов путем воздействия на плоскую заготовку полыми трубчатыми инструментами - пуансонами с острыми режущими кромками [3]. Заготовку по этому способу сжимают, погружают в нее инструмент, при этом отходы заполняют полости инструмента, а при обратном ходе инструмента отходы извлекают из заготовки наружу и выталкивают в обратном направлении при встрече с неподвижным съемником.
Инструмент для осуществления данного способа - пуансон - имеет полую форму с цилиндрической или плоскоцилиндрической поверхностью снаружи и внутри, а также внутренний сужающийся конический или плоскоконический участок, образующий режущую кромку. Полость инструмента с одной стороны закрыта размещенным в ней съемником отходов.
Недостатком известного способа является малая разрешаемая глубина получаемого отверстия, поскольку заполнение и запрессовка в сужающейся полости отходной древесины не дает возможности инструменту погружаться дальше без разрушения заготовки. Это не позволяет использовать данный способ для получения глубоких отверстий в объемных, а не плоских заготовках, например, в шпалах и брусьях под костыли, шурупы, ремонтные дюбели, стягивающие винты и т.п. элементы.
Кроме того, поскольку отходы древесины попадают обратно в рабочую зону инструмента, то требуется дополнительная операция по их уборке из этой зоны.
Недостатком инструмента для осуществления данного способа является его форма, при которой образующий режущую кромку внутренний сужающийся конический участок деформирует и разрушает керн отходов древесины при погружении инструмента в заготовку и вызывает запрессовку керна в сужающейся закрытой полости инструмента без возможности проталкивания вовнутрь и сквозного прохода наружу. Кроме того, конструкция механизма очистки инструмента в виде размещенного в его полости неподвижного съемника для выталкивания отходов в обратном направлении способствует трудноустранимому захламлению рабочей зоны инструмента отходами.
Задачи, на решение которых направлено заявляемое техническое решение, заключаются в следующем.
Во-первых, за счет перехода от сверления к штамповке древесины снизить энергоемкость процесса и повысить стойкость инструмента.
При этом открывается возможность получать отверстия не только круглого, но и любой формы сечения, в т. ч. прямоугольного, что является важным для получения отверстий в шпалах и брусьях под костыли, имеющие квадратное сечение. Это позволит избежать заламывания древесины по углам костыля и связанного с этим существенного ослабления его закрепления в шпале, что имеет место при круглых отверстиях.
Кроме того, существенно упрощается конструкция оборудования для получения отверстий в шпалах и брусьях, например, под костыли, что важно при перенастройках с 5 на 6 или 7 отверстий в рельсовых подкладках. На сверлильном станке этому препятствует наличие приводных шестерен по осям сверл, находящихся в зацеплении с ведущей шестерней.
Во-вторых, при переходе к штампованию отверстий в объемных заготовках - шпалах и брусьях - устранить прессование вырезаемого керна древесины в полости инструмента и связанную с этим боковую деформацию и разрушение керна путем перевода кромкообразующего конуса с внутренней на наружную поверхность инструмента.
При этом относительная деформация наружной древесины объемной заготовки шпалы или бруса на порядок меньше относительной деформации керна и поэтому не вызовет разрушения заготовки и заметного ухудшения качества отверстий. Это позволит получать глубокие отверстия в объемных заготовках шпал или брусьев.
В-третьих, обеспечить свободное продвижение керна сквозь полость инструмента, освободив его выходное отверстие. При этом создаются условия для проталкивания кернов наружу последующими кернами и тем самым самоудаление кернов из рабочей зоны и самоочищение инструмента.
В-четвертых, обеспечить надежное отделение кернов от заготовки путем образования на внутренней поверхности полости инструмента выступа, способного врезаться в керн при обратном ходе инструмента и удерживать его.
Задачи решаются тем, что в известном способе, состоящем в том, что заготовку предварительно сжимают, затем погружают в нее полые трубчатые инструменты с острыми режущими кромками, при этом отходы заполняют полости инструмента, после чего их извлекают из заготовок вместе с отходами, которые после этого удаляют, при погружении инструмента обеспечивают сквозное проталкивание кернов отходов внутри инструмента без их разрушения, с выходом их наружу при последующих циклах. Сбор и удаление всех кернов производят вне рабочей зоны инструмента.
Задачи решаются также тем, что в известном инструменте для осуществления способа, выполненном в виде трубы с цилиндрической или плоскоцилиндрической поверхностью снаружи и внутри и имеющим конический или плоскоконический участок, образующий режущую кромку, этот участок выполнен с наружной стороны инструмента. При этом внутренняя полость выполнена открытой для сквозного прохода, а ее поверхность за режущей кромкой снабжена расширяющим уступом. Причем уступ выполнен заостренной формы, а внутренний размер его на 0,2 - 0,3 мм меньше соответствующего размера режущей кромки.
Именно заявленная форма инструмента обеспечивает согласно способу сквозное проталкивание кернов отходов внутри инструмента без их разрушения, с выходом их наружу при последующих циклах, что открывает возможность получать глубокие отверстия в объемных заготовках шпал или брусьев, и тем самым решаются задачи изобретения. Это позволяет сделать вывод, что заявляемые изобретения связаны между собой единым изобретательским замыслом.
Сравнение заявляемых технических решений с прототипом [3] позволило установить соответствие их критерию "новизна". При изучении других известных технических решений в данной области [1, 2] технические признаки, отличающие заявляемые изобретения от прототипа, не были выявлены и потому они обеспечивают заявляемому техническому решению соответствие критерию "существенные отличия".
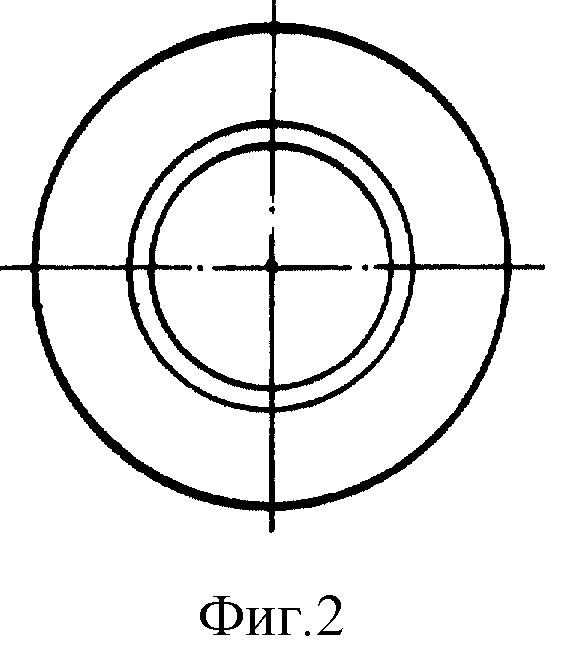
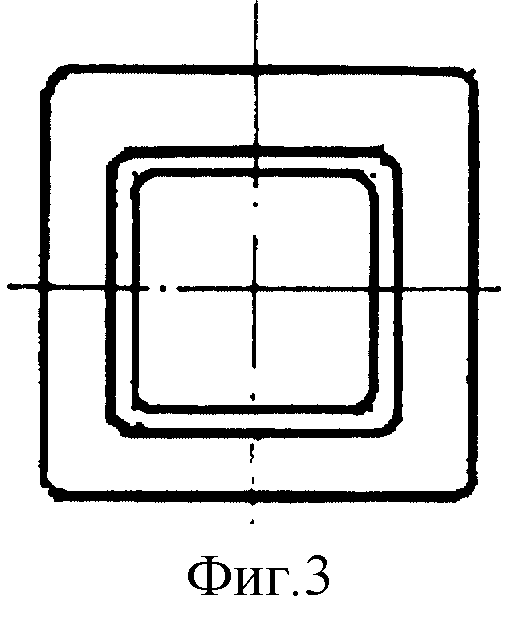
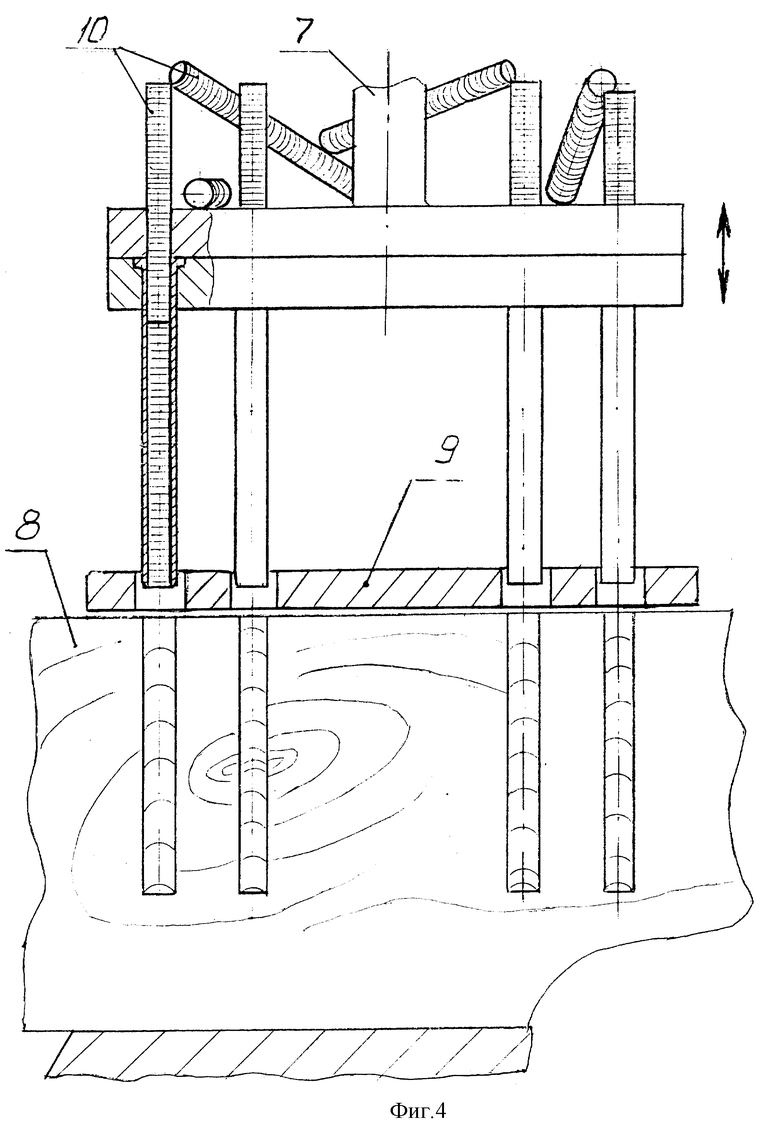
На фиг. 1 представлен вид инструмента сбоку; на фиг. 2 - то же, вид сверху круглого сечения; на фиг. 3 - то же, вид сверху прямоугольного сечения; на фиг. 4 - схема работы инструмента по заявляемому способу.
Инструмент для осуществления способа (фиг. 1) выполнен в виде трубы 1 с цилиндрической или плоскоцилиндрической поверхностями снаружи 2 и внутри 3. Он также имеет с наружной стороны конический или плоскоконический участок 4, образующий режущую кромку 5. Внутренняя полость инструмента открыта наружу, а ее поверхность выше режущей кромки 5 снабжена расширяющим уступом 6. Уступ 6 имеет заостренную форму, то есть угол заострения меньше 90o. Внутренний размер А уступа 6 меньше соответствующего размера Б режущей кромки 5 на 0,2-0,3 мм.
Инструмент работает по заявленному способу следующим образом (фиг. 2). Он устанавливается в держателе 7. Заготовку 8 - шпалу или брус - предварительно сжимают с помощью плиты 9. Затем погружают в нее держателем 7 инструменты, при этом древесина заготовки заполняет полости инструментов. После этого инструменты извлекают из заготовки 8 вместе с кернами 10 отходов, которые при последующих циклах проталкиваются вверх-наружу новыми кернами и таким образом удаляются из зоны работы инструмента.
Использование заявленного технического решения для получения отверстий в шпалах и брусьях взамен сверлильного станка позволяет при сохранении качества и размеров отверстий получить экономию электроэнергии, повысить стойкость инструмента, значительно облегчить уборку отходов, повысить пожаробезопасность процесса.
Источники информации
1. Авт. св. СССР 1174512 А.
2. Авт. св. СССР 490667.
3. Авт. св. СССР 254750.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗАКРЕПЛЕНИЯ ШПАЛ ОТ РАСТРЕСКИВАНИЯ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 1999 |
|
RU2181810C2 |
| УСТРОЙСТВО ДЛЯ ОБРАЗОВАНИЯ КОСТЫЛЬНЫХ ОТВЕРСТИЙ В ШПАЛАХ | 2001 |
|
RU2198253C2 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ГЛУБОКОЙ НАКОЛКИ ШПАЛ | 2000 |
|
RU2184650C2 |
| УСТРОЙСТВО ДЛЯ НАКАЛЫВАНИЯ ПЕРЕВОДНЫХ БРУСЬЕВ СТРЕЛОЧНЫХ ПЕРЕВОДОВ | 2004 |
|
RU2265513C1 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ ШПАЛ ВЕРТИКАЛЬНО ВДОЛЬ БОРТОВ ПОЛУВАГОНА | 2003 |
|
RU2265569C2 |
| РЕЛЬСОВЫЙ ПУТЬ | 2002 |
|
RU2224834C1 |
| ГАЙКОВЕРТ | 1998 |
|
RU2154709C2 |
| УСТРОЙСТВО ДЛЯ ОТБОРА ШПАЛ ИЗ НАКОПИТЕЛЯ ПО ОДНОЙ | 2000 |
|
RU2186896C2 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ПАКЕТИРОВАНИЯ ПРОПИТАННЫХ ШПАЛ | 2003 |
|
RU2245245C1 |
| УСТРОЙСТВО ДЛЯ ЗАВИНЧИВАНИЯ ГАЕК ПРОМЕЖУТОЧНОГО РЕЛЬСОВОГО СКРЕПЛЕНИЯ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 1998 |
|
RU2151834C1 |
Изобретение относится к области механизации путевого хозяйства и может быть использовано при обработке шпал или брусьев. Способ получения отверстий в шпалах или брусьях состоит в том, что заготовку предварительно сжимают, затем погружают в нее полые трубчатые инструменты с острыми режущими кромками, при этом отходы заполняют из заготовок полости инструментов, после чего их извлекают из заготовок вместе с отходами, которые после этого удаляют. При погружении инструментов обеспечивают сквозное проталкивание кернов отходов внутри сужающихся проходов инструментов с кольцевым сжатием оснований кернов без их разрушения, с выходом их наружу при последующих циклах. Инструмент для осуществления способа выполнен в виде полой трубы с цилиндрической поверхностью снаружи и внутри и имеющей конический участок, образующий режущую кромку. Этот участок выполнен с наружной стороны трубы, внутренняя полость выполнена открытой для сквозного прохода, а ее поверхность за режущей кромкой снабжена расширяющим уступом заостренной формы, внутренний размер которого меньше соответствующего размера режущей кромки. Это позволит получать глубокие отверстия в объемных заготовках шпал или брусьев. При этом обеспечивается самопроталкивание кернов наружу, и следовательно, самоочищение полости инструмента от отходов. 2 с. и 1 з.п. ф-лы, 4 ил.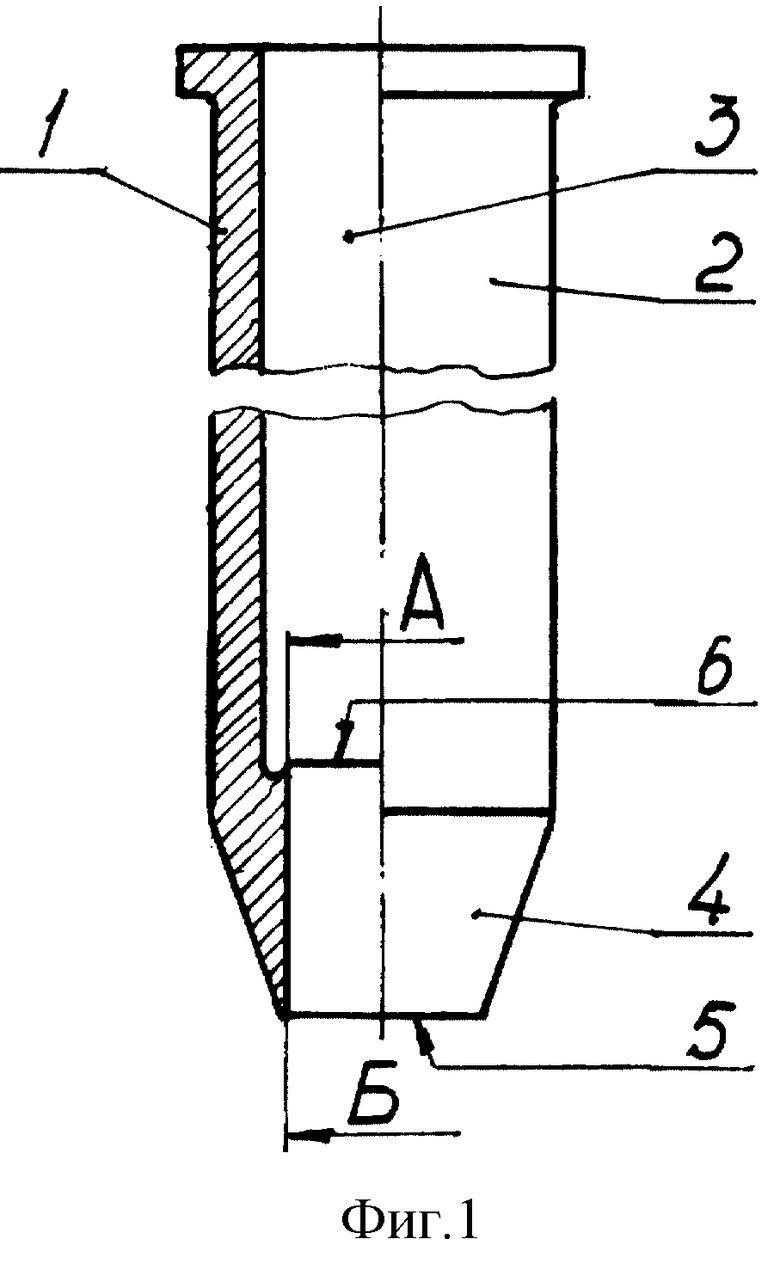
| СПОСОБ ШТАМПОВКИ ДРЕВЕСИНЫ | 0 |
|
SU254750A1 |
| FR 2075162 А, 08.10.1971 | |||
| Устройство для штампования картонных капсюлей | 1934 |
|
SU42788A1 |
| ИНСТРУМЕНТ | 1991 |
|
RU2016759C1 |

