Область техники
Изобретение относится к хлебопекарным печам, через которые транспортируют состоящие каждая из двух полуформ, открываемые и закрываемые формы для выпечки, в которые в открытом состоянии помещают исходный продукт, превращаемый в закрытых формах в тонкостенные формованные изделия, каждое из которых по своему виду соответствует полости, ограниченной обеими полуформами закрытой формы.
В качестве исходных продуктов могут быть использованы бесформенные массы, которые в закрытых формах упрочняют в тонкостенные формованные изделия, или бесформенные пекарные массы, которые в закрытых формах выпекают в виде тонкостенных формованных изделий. В качестве бесформенных пекарных масс может быть использовано предназначенное для пищевых целей тесто, например, не содержащее или содержащее сахар вафельное тесто, которое в зависимости от рецептуры выпекают в формах в виде хрустящих хрупких вафель или мягких вафель, или другое тесто, применяемое для изготовления кондитерских изделий или несладких хлебобулочных изделий. В качестве бесформенных пекарных масс могут быть также использованы не пригодные для пищевых целей, приготовленные на основе крахмала пекарные массы, которые выпекают в формах в виде разлагаемых упаковочных чашек или других разлагаемых, крахмалосодержащих упаковочных изделий.
В качестве исходных продуктов могут быть использованы также вводимые в изготовляемые тонкостенные формованные изделия предварительно сформованные изделия, которые вместе с бесформенной массой помещают в формы, или предварительно сформованные изделия, которые в формах приобретают новый вид. Предварительно сформованные изделия сами могут быть тонкостенными формованными изделиями, изготовленными из бесформенных масс.
Уровень техники
У известных протяженных хлебопекарных печей для выпечки тонкостенных формованных изделий из бесформенных масс открываемые и закрываемые формы для выпечки формованных изделий содержатся в 18 - 140 открываемых и закрываемых зажимных устройствах, причем каждая форма размещена со своими обеими полуформами в обеих половинах одного зажимного устройства. Зажимные устройства соединены в одну бесконечную цепь, которая непрерывно проходит в одном направлении через головную часть и примыкающую пекарную камеру соответствующей печи. При прохождении через головную часть зажимные устройства открывают для открывания их форм с тем, чтобы сначала извлечь из открытой формы соответствующее тонкостенное формованное изделие, а затем поместить в открытую форму дозированное количество бесформенной массы. После этого зажимные устройства снова закрывают для закрывания их форм. При последующем прохождении через пекарную камеру формы нагревают и заключенные в закрытые формы бесформенные массы выпекают в тонкостенные формованные изделия, удерживая формы закрытыми посредством закрытых зажимных устройств, несмотря на давление, возникающее в формах при выпечке.
У этих хлебопекарных печей протяженная бесконечная цепь зажимных устройств проходит через соответствующую протяженную горизонтальную пекарную камеру в двух лежащих друг над другом транспортных плоскостях и на заднем конце пекарной камеры, а также в головной части, примыкающей спереди к переднему концу пекарной камеры, соответственно отклоняется из одной транспортной плоскости в другую.
Каждое зажимное устройство выполнено в виде приводимой в действие снаружи машины, с помощью которой содержащуюся в ней форму для выпечки транспортируют через хлебопекарную печь, открывают и закрывают, а также удерживают закрытой. При прохождении через головную часть форма открывается с помощью своего зажимного устройства, удерживается на короткое время открытой, а затем снова закрывается. При прохождении через пекарную камеру закрытая форма удерживается своим зажимным устройством закрытой. Бесконечная цепь зажимных устройств приводится в движение приводным двигателем, создающим непрерывное циркулирующее движение цепи зажимных устройств. Это циркулирующее движение создает для каждого зажимного устройства всегда постоянные циклы движения, когда оно проходит в головной части через неподвижно в ней установленные и в каждом случае соответствующие этим циклам движения управляющие механизмы, каждый из которых в сочетании с циркулирующим движением цепи зажимных устройств создает соответствующий цикл движения зажимного устройства или его отдельных деталей.
При прохождении через головную часть открытые зажимные устройства проходят через позицию извлечения продукта, на которой выпеченные формованные изделия извлекают из открытых форм и выгружают из головной части через позицию выгрузки печи. После позиции извлечения продукта открытые зажимные устройства проходят через позицию загрузки, на которой в пустые открытые формы помещают дозированные количества бесформенной массы. При прохождении через протяженную горизонтальную пекарную камеру закрытые формы в закрытых зажимных устройствах нагревают. В печи с газовым обогревом формы нагревают снаружи горячими газами, создаваемыми в пекарной камере печи и направляемыми к зажимным устройствам. В печи с электрообогревом формы нагревают посредством встроенных в зажимные устройства электронагревательных элементов, которые при прохождении через пекарную камеру снабжаются снаружи электроэнергией.
Тонкостенные формованные изделия изготовляют следующими друг за другом циклами выпечки соответственно в формах, транспортируемых зажимными устройствами по замкнутому контуру через пекарную камеру. Каждый цикл протекает в соответствующей форме для выпечки на ее пути от позиции загрузки через пекарную камеру к позиции извлечения продукта. Во время каждого отдельного цикла бесформенную массу помещают на позиции загрузки в предварительно открытую с помощью ее зажимного устройства форму, форму с помощью ее зажимного устройства закрывают и удерживают закрытой до тех пор, пока она перед достижением позиции извлечения продукта не будет открыта снова с помощью ее зажимного устройства, и тонкостенное формованное изделие не будет извлечено из открытой формы.
Если открытую форму снова транспортируют посредством ее зажимного устройства к позиции загрузки, то в этой форме начинается новый цикл выпечки тонкостенного формованного изделия.
Во время каждого цикла заключенная в закрытой форме бесформенная масса за счет протекающего процесса выпечки распределяется в форме, удерживаемой закрытой снаружи посредством зажимного устройства, вспенивается и выпекается под давлением во вспененное тонкостенное формованное изделие. Внешний вид полученного тонкостенного формованного изделия определяется на его верхней стороне видом поверхности для выпечки верхней полуформы, а на нижней стороне - видом поверхности для выпечки нижней полуформы. Толщина стенки полученного тонкостенного формованного изделия определяется имеющимся при закрытой форме взаимным расстоянием между этими обеими, обращенными друг к другу поверхностями для выпечки. Выполнение внешнего края полученного тонкостенного формованного изделия определяется боковым ограничением формующей полости закрытой формы.
При закрытой форме и закрытом зажимном устройстве обе половины зажимного устройства и обе полуформы противоположны друг другу. Половины зажимного устройства опираются друг на друга посредством взаимно соответствующих друг другу упоров. Расположенные на передних сторонах полуформ поверхности для выпечки обращены друг к другу и противоположны друг другу на заданном расстоянии. Эти обе, в основном, горизонтально расположенные поверхности для выпечки ограничивают между собой формующую полость закрытой формы, которая в зависимости от продукта, выпекаемого в форме в качестве тонкостенного формованного изделия, открыта с боков или ограничена по периметру размещенными на передних сторонах полуформ уплотнительными планками, однако закрыта не герметично. В этой формующей полости дозированное количество бесформенной массы выпекают под давлением в тонкостенное формованное изделие. Газы, образующиеся в формующей полости при выпечке, вспенивают бесформенную массу, распределяют ее в полости и выходят между обеими поверхностями для выпечки сбоку из полости закрытой формы и, тем самым, из закрытого зажимного устройства в пекарную камеру соответствующей печи.
При закрытой форме и закрытом зажимном устройстве газы при выпечке создают в формующей полости формы внутреннее давление, которое через поверхности для выпечки передается на полуформы, а от них - на половины зажимного устройства. Этому внутреннему давлению противодействуют соответственно закрытые зажимные устройства, которые во время своей циркуляции в зависимости от типа зажимного устройства и формы для выпечки удерживаются закрытыми за счет собственного веса их половин или за счет воздействующих на них снаружи неподвижных прижимов или за счет размещенных на их половинах сбоку запоров и препятствуют этим расхождению под действием газов их прилегающих друг к другу своими упорами половин.
Созданное газами внутреннее давление возрастает на начальном этапе процесса выпечки за счет очень резкого газообразования и снова падает по мере выхода газов из формующей полости формы. Возникающий при этом максимум внутреннего давления зависит главным образом от выполнения бокового ограничения формующей полости формы, и поэтому при полностью открытой сбоку полости он заметно меньший, чем при ограниченной с боков по периметру уплотнительными планками формующей полости, которую газы могут покидать только через немногие паровыпускные щели уплотнительных планок.
У зажимного устройства, шарнирно соединенные между собой половины которого содержат полуформы формы для выпечки, ограничивающего в закрытом состоянии открытую сбоку формующую полость, в которой внутреннее давление при выпечке возрастает лишь незначительно, форма для выпечки удерживается закрытой за счет собственного веса лежащей над формующей полостью половины зажимного устройства или за счет неподвижного прижима, который препятствует расхождению половин проходящего мимо него зажимного устройства.
Зажимные устройства, половины которых содержат полуформы форм для выпечки, каждая из которых ограничивает в закрытом состоянии ограниченную сбоку по периметру уплотнительными планками формующую полость, в которой внутреннее давление при выпечке сильно возрастает, удерживаются закрытыми с боков на двух противоположных друг другу сторонах соответствующего зажимного устройства. У шарнирно соединенных между собой половин зажимного устройства на противоположной шарниру зажимного устройства стороне предусмотрен запор, блокируемый при закрытом зажимном устройстве. У бесшарнирных зажимных устройств, половины которых прямолинейно сходятся и расходятся для открывания и закрывания формы для выпечки, на двух противоположных друг другу сторонах предусмотрено по одному запору, блокируемому при закрытом зажимном устройстве. Каждый запор представляет собой встроенный в соответствующее зажимное устройство, приводимый в действие при закрытом зажимном устройстве снаружи механизм, который в своем блокированном состоянии жестко соединяет между собой обе половины зажимного устройства. Каждый запор необходимо приводить в действие после закрывания зажимного устройства и перед его открыванием.
У известных хлебопекарных печей в зажимные устройства встроены или в их половины интегрированы плоские подовые плиты, передняя сторона которых выполнена соответственно в виде верхней или нижней полуформы форм для выпечки, а задняя сторона обогревается.
Известные протяженные хлебопекарные печи со своими непрерывно циркулирующими цепями зажимных устройств по конструкции, устройству и принципу работы, от позиции загрузки через отдельные формы для выпечки и содержащие их циркулирующие зажимные устройства до неподвижных управляющих механизмов для создания движения отдельных деталей циркулирующих зажимных устройств и до позиции выгрузки тонкостенных формованных изделий, специально рассчитаны каждая на изготовление исключительно тонкостенных формованных изделий только одного заданного вида из бесформенных масс, приготовленных по определенному рецепту.
Такие хлебопекарные печи используют для промышленного изготовления съедобных вафель, которые выпекают в циркулирующих формах зажимных устройств из жидкого вафельного теста, состоящего главным образом из пшеничной муки и воды. В зависимости от типа печи и рецептуры вафельного теста полученные вафли могут быть по своей консистенции хрустящими, хрупкими или легко ломкими с влажностью максимум 1 - 4% или мягкими эластичными с влажностью 8% или более.
Такие хлебопекарные печи используют также для промышленного изготовления плоских разлагаемых упаковочных чашек, которые выпекают в циркулирующих формах зажимных устройств из текучих, приготовленных на основе крахмала бесформенных масс, имеющих эластичную консистенцию с влажностью 6 - 22%.
Известные протяженные хлебопекарные печи с их бесконечными цепями зажимных устройств, содержащих 18-140 зажимных устройств, представляют собой механически очень сложные машины для выпечки. Формы для выпечки размещены в состоящих из нескольких деталей зажимных устройствах, которые своими боковыми ходовыми роликами движутся в обеих транспортных плоскостях печи через соответствующую пекарную камеру по боковым направляющим. В головной части вдоль траектории движения зажимных устройств предусмотрены неподвижно установленные управляющие кулачки и управляющие механизмы, которые на проходящих мимо зажимных устройствах создают движения их половин для открывания и закрывания форм для выпечки и движения запирающих органов запоров зажимных устройств для блокирования и деблокирования закрытых зажимных устройств. Механически сложным является и бесконечная цепь зажимных устройств, требующая опирающегося на станину печи пневматического или гидравлического натяжного устройства и состоящая дополнительно к зажимным устройствам еще из двух боковых транспортных цепей, которые соединяют зажимные устройства между собой и проходят по расположенным на обоих концах печи направляющим.
У известных протяженных хлебопекарных печей для изготовления тонкостенных формованных изделий различная производительность для изготовления тонкостенных формованных изделий, определяемая числом зажимных устройств или форм для выпечки, проявляется в различной длине печей или их пекарных камер. Если существующую протяженную печь для выпечки вафель необходимо заменить новой протяженной хлебопекарной печью повышенной производительности, то на месте установки печи требуется более длинная установочная площадка для новой печи. В стесненных пространственных условиях максимальная имеющаяся на месте установки длина установочной площадки очень быстро становится фактором, ограничивающим любое дальнейшее повышение производительности протяженной хлебопекарной печи и присоединенной к ней производственной установки для дальнейшей обработки и переработки тонкостенных формованных изделий вплоть до установленной на конце производственной установки упаковочной машины для изготовленного из тонкостенных формованных изделий конечного продукта.
Из патента ФРГ 714019 известна машина для выпечки вафель, у которой предусмотрены движущиеся на боковых ходовых роликах в боковых стенках станины машины вафельницы, которые на своих верхних и нижних сторонах имеют углубления с рисунком, соответствующим нижней и верхней сторонам изготавливаемых вафель, и несут боковые, выступающие за их нижнюю сторону вниз защелки, а также соответствующие им, соседние с их верхней стороной блокировочные штифты. Эти вафельницы загружают в нижней транспортной плоскости на верхней стороне пекарной массой, а на нижнем конце штабеля вафельниц, проходящего через вертикальную пекарную шахту вверх до верхней позиции извлечения испеченных вафель и опирающегося на неподвижные собачки, непрерывно составляют в формы, каждая из которых состоит из двух лежащих одна на другой вафельниц, жестко соединенных между собой посредством затянутых на блокировочных штифтах нижней вафельницы защелок верхней вафельницы. На нижнем конце пекарной шахты каждая загруженная на верхней стороне пекарной массой вафельница втягивается снизу в пекарную шахту посредством углового рычага шатунного механизма и составляется с самой нижней вафельницей в форму для выпечки. При этом весь штабель вафельниц приподнимается от неподвижных собачек и поднимается на высоту вафельницы, причем защелки самой нижней вафельницы штабеля затягиваются на блокировочных штифтах вновь поступающей вафельницы, а затем весь штабель с его новой самой нижней вафельницей снова опускается на неподвижные собачки. С каждым добавлением одной вафельницы на нижнем конце штабеля формы в штабеле постепенно движутся вверх через пекарную шахту, в то время как в образованных ими формах выпекаются вафли. За счет поднятия штабеля у самой верхней формы штабеля защелки самой верхней вафельницы откидываются от блокировочных штифтов нижележащей вафельницы, и самая верхняя вафельница присоединяется к обеим, движущимся в боковых стенках станины машины бесконечным звеньевым цепям бесконечного транспортера, который приподнимает эту вафельницу от штабеля, отделяя самую верхнюю форму от штабеля, и транспортирует через верхнюю транспортную плоскость и задний вертикальный транспортный тракт в нижнюю транспортную плоскость и обратно к нижнему концу пекарной шахты, где эта вафельница снова отсоединяется от звеньевых цепей бесконечного транспортера. При приподнимании самой верхней вафельницы от штабеля испеченная вафля остается лежать на верхней стороне нижележащей вафельницы и удаляется с нее на верхней позиции извлечения с помощью скребка. Эта машина для выпечки вафель имеет короткую пекарную шахту с низким штабелем, состоящим из немногих относительно тонкостенных вафельниц, которые жестко соединены между собой защелками и блокировочными штифтами, с тем чтобы можно было выдерживать высокие внутренние давления, возникающие при выпечке вафель в образованных вафельницами формах для выпечки.
Из патента ФРГ 714019 известна также машина для выпечки вафель, которая транспортирует закрытые формы для выпечки вдоль вертикального транспортного тракта через вертикальную пекарную шахту и у которой формы для выпечки образованы направляемыми посредством боковых ходовых роликов в боковых стенках станины машины верхними частями, несущими боковые, выступающие за их нижнюю сторону вниз защелки, и надеваемыми на верхние стороны нижними сторонами, которые несут соответствующие защелкам блокировочные штифты. На верхнем конце пекарной шахты верхние части форм для выпечки присоединяют к обеим, движущимся в боковых стенках станины звеньям бесконечных цепей бесконечного транспортера, который транспортирует верхние части форм для выпечки и прилегающие к их верхним сторонам нижние части через верхнюю транспортную плоскость и задний вертикальный транспортный тракт в нижнюю транспортную плоскость и через нее к нижнему концу пекарной шахты, где верхние части форм, несущие нижние части, снова отсоединяют от звеньев цепей бесконечного транспортера. На нижнем конце пекарной шахты каждую нижнюю часть формы, загруженную при прохождении через нижнюю транспортную плоскость пекарной массой, непрерывно составляют с предшествующей ей верхней частью в единую форму для выпечки и верхнюю часть формы путем затягивания ее защелок на блокировочных штифтах нижней части жестко соединяют с ней. Полученные таким образом закрытые и блокированные формы для выпечки с помощью вертикального шатунного механизма периодически транспортируют через образованные неподвижными собачками, лежащие на расстоянии одна над другой плоскостями штабелирования пекарной шахты от одной плоскости штабелирования к другой вверх через пекарную шахту, в то время как в них выпекаются вафли. На верхнем конце пекарной шахты формы для выпечки после откидывания защелок от блокировочных штифтов снова разделяют на верхние и нижние части форм. При этом верхнюю часть расположенной в предпоследней плоскости штабелирования самой верхней формы штабеля присоединяют к звеньям бесконечных цепей бесконечного транспортера, который приподнимает эту верхнюю часть формы от лежащей под ней нижней части, подхватывает вверх расположенную над ней в последней плоскости штабелирования, несущую испеченную вафлю нижнюю часть и транспортирует к расположенной в верхней транспортной плоскости позиции извлечения, где вафлю снимают с этой нижней части формы. Оставшуюся в предпоследней плоскости штабелирования, несущую испеченную вафлю нижнюю часть формы при следующем подъеме штабеля поднимают шатунным механизмом в последнюю плоскость штабелирования.
Сущность изобретения
Задачей изобретения является создание компактной хлебопекарной печи для выпечки тонкостенных формованных изделий в открываемых и закрываемых формах для выпекания, состоящих каждая из двух полуформ.
Для решения этой задачи изобретение предлагает хлебопекарную печь для выпечки тонкостенных формованных изделий в открываемых и закрываемых формах для выпечки, которые своими полуформами определяют внешний вид изготовленных в них формованных изделий. У этой хлебопекарной печи полуформы образованы, по меньшей мере, попарно штабелируемыми друг на друге подовыми плитами, транспортируемыми в хлебопекарной печи по замкнутому контуру, содержащему расположенный после нижней позиции загрузки, проходящий через вертикальную пекарную шахту к верхней позиции извлечения вертикальный транспортный тракт, на нижнем конце которого загруженные на нижней позиции загрузки исходным продуктом, образующие нижние полуформы подовые плиты вместе с образующими верхние полуформы подовыми плитами интегрируют в состоящий, по меньшей мере, из попарно прилегающих друг к другу подовых плит вертикальный штабель, который проходит вдоль вертикального транспортного тракта через пекарную шахту и который на верхнем конце транспортного тракта разделяют на отдельные подовые плиты, в то время как образованные попарно прилегающими друг к другу подовыми плитами формы для выпечки периодически движутся в штабеле вверх и через пекарную шахту, а содержащийся в формах исходный продукт выпекается в тонкостенные формованные изделия, которые при разделении штабеля снимают на верхней позиции извлечения с разделенных подовых плит. Эта хлебопекарная печь отличается согласно изобретению тем, что проходимый подовыми плитами замкнутый контур содержит второй, расположенный после верхней позиции загрузки, проходящий через вертикальную пекарную шахту к нижней позиции извлечения вертикальный транспортный тракт, на верхнем конце которого загруженные на верхней позиции загрузки исходным продуктом, образующие нижние полуформы подовые плиты вместе с образующими верхние полуформы подовыми плитами интегрируют в состоящий, по меньшей мере, из попарно прилегающих друг к другу и жестко соединенных между собой блокирующими устройствами подовых плит, второй вертикальный штабель, который проходит вдоль второго вертикального транспортного тракта через пекарную шахту и который на нижнем конце второго транспортного тракта после ослабления блокирующих устройств разделяют на отдельные подовые плиты, в то время как образованные попарно прилегающими друг к другу и жестко соединенными между собой посредством блокирующих устройств подовыми плитами формы для выпечки периодически движутся во втором штабеле вниз и через пекарную шахту, и содержащиеся в формах для выпечки исходные продукты выпекаются в тонкостенные формованные изделия, которые при разделении второго штабеля снимают на нижней позиции извлечения с разделенных подовых плит.
Это выполнение обеспечивает заметное повышение производительности хлебопекарной печи, которое может быть в значительной степени независимым от величины площади, требуемой для установки соответствующей башни печи, поскольку любое повышение производительности приводит только к увеличению конструктивной высоты башни. Это имеет преимущество особенно в стесненных пространственных условиях.
Согласно другому признаку изобретения может быть предусмотрено, что у второго вертикального транспортного тракта над пекарной шахтой установлено соответствующее верхней позиции загрузки верхнее блокирующее устройство для блокировки заново загруженных исходным продуктом форм для выпечки, образованных попарно прилегающими друг к другу подовыми плитами.
Согласно другому признаку изобретения может быть предусмотрено, что над пекарной шахтой установлено соответствующее верхним концам обоих транспортных трактов передающее устройство для блокированных форм для выпечки, образованных попарно прилегающими друг к другу подовыми плитами.
Согласно другому признаку изобретения для каждого вертикального транспортного тракта может быть предусмотрена собственная пекарная шахта.
Согласно другому признаку изобретения может быть предусмотрено, что на нижнем конце первого вертикального транспортного тракта установлено образующее первый штабель первое штабелирующее устройство, а на нижнем конце второго вертикального транспортного тракта - разделяющее второй штабель второе штабелирующее устройство.
Согласно другому признаку изобретения может быть предусмотрено, что каждое из установленных на нижних концах вертикальных транспортных трактов штабелирующих устройств выполнено в виде вертикального транспортера, соответствующего данному транспортному тракту.
Согласно другому признаку изобретения может быть предусмотрено, что на верхнем конце первого транспортного тракта над пекарной шахтой установлено соответствующее первому штабелю разделительное устройство для разделения первого штабеля.
Согласно другому признаку изобретения может быть предусмотрено, что подовые плиты снабжены взаимно соответствующими друг другу верхними и нижними поверхностями для штабелирования, которыми они прилегают друг к другу внутри соответствующего штабеля.
Согласно другому признаку изобретения может быть предусмотрено, что на верхних сторонах подовых плит рядом расположено соответственно несколько частей форм для выпечки, выполненных в виде нижних полуформ, и что на нижних сторонах подовых плит рядом расположено соответственно несколько частей форм для выпечки, выполненных в виде верхних полуформ.
Согласно другому признаку изобретения может быть предусмотрено, что соответствующие верхним сторонам верхние поверхности для штабелирования подовых плит интегрированы соответственно в уплотнительные планки нижних полуформ, расположенных на верхних сторонах подовых плит, и что соответствующие нижним сторонам подовых плит нижние поверхности для штабелирования интегрированы соответственно в уплотнительные планки верхних полуформ, расположенных на нижних сторонах подовых плит, причем подовые плиты прилегают друг к другу внутри соответствующего штабеля уплотнительными планками своих полуформ.
Согласно другому признаку изобретения может быть предусмотрено, что каждая подовая плита для выпечки снабжена для жесткого соединения двух штабелированных друг на друге подовых плит боковыми поверхностями зацепления для блокирующих устройств, насаживаемых снаружи на две штабелированные друг на друге подовые плиты.
Согласно другому признаку изобретения может быть предусмотрено, что подовые плиты выполнены соответственно как верхние или нижние подовые плиты с размещенными на их передних сторонах верхними или нижними полуформами, несущие на своих передних и задних сторонах взаимно соответствующие друг другу поверхности для штабелирования, которыми они в штабелированном друг на друге состоянии прилегают друг к другу, и что для жесткого соединения подовых плит, попарно штабелированных друг на друге своими передними сторонами, предусмотрено жестко соединяемое с обеими подовыми плитами блокирующее устройство.
Согласно другому признаку изобретения может быть предусмотрено, что у верхних и нижних подовых плит соответствующие их передним сторонам поверхности для штабелирования интегрированы в уплотнительные планки их полуформ, а попарно штабелированные друг на друге своими передними сторонами подовые плиты прилегают друг к другу уплотнительными планками своих полуформ.
Согласно другому признаку изобретения может быть предусмотрено, что верхние и нижние подовые плиты снабжены боковыми поверхностями зацепления для надеваемых на них снаружи блокирующих устройств.
Согласно другому признаку изобретения может быть предусмотрено, что верхние и нижние полуформы образованы используемыми с обеих сторон, обогреваемыми изнутри блоками подовых плит, которые своими верхними сторонами образуют нижние полуформы, а нижними сторонами - верхние полуформы и прилегают друг к другу в обоих штабелях без зазоров.
Согласно другому признаку изобретения может быть предусмотрено, что используемые с обеих сторон блоки подовых плит лишь свободно прилегают друг к другу внутри первого штабеля, расположенного на ведущем вверх первом вертикальном транспортном тракте, а внутри второго штабеля, расположенного на ведущем вниз втором вертикальном транспортном тракте, попарно жестко соединены между собой блокирующими устройствами, причем внутри первого штабеля каждая отдельная, образованная двумя прилегающими друг к другу блоками подовых плит форма для выпечки удерживается закрытой несмотря на возникающее в ней при выпечке внутреннее давление только за счет веса соответствующей лежащей на ней части первого штабеля, в то время как она внутри первого штабеля постепенно движется вверх через вертикальную пекарную шахту к верхней позиции извлечения.
Выполнение согласно изобретению позволяет заметно уменьшить число постоянно движущихся деталей печи за счет замены проходящего вдоль пекарной шахты или через нее транспортного устройства на постоянно возобновляемый штабель форм, который за пределами пекарной шахты непрерывно заново образуют или разделяют. Постоянно возобновляемый штабель форм требует также заметно меньше обслуживания, чем проходящее вдоль пекарной шахты или через нее транспортное устройство для закрытых форм для выпечки, или чем проходящее через всю печь бесконечное транспортное устройство со всеми его подвижными частями и необходимыми огибными устройствами его бесконечных транспортных цепей.
В варианте выполнения согласно изобретению все подвижные части устройств, обеспечивающих транспортировку закрытых форм для выпечки через соответствующую пекарную шахту, расположены за пределами пекарной шахты и поэтому не подвержены ни воздействию атмосферы пекарной шахты с высоким содержанием в ней водяного пара, ни действию высоких температур пекарной шахты, лежащих в диапазоне 170-240oС.
Используемые с обеих сторон штабелируемые блоки подовых плит с расположенными на их верхней и нижней сторонах поверхностями для выпечки обеспечивают крутильно- и изгибно-жесткое выполнение тела подовой плиты, поддерживающего поверхности для выпечки на их задних сторонах, причем выполненные в теле подовой плиты нагревательные каналы придают ей дополнительную жесткость. Взаимно соответствующие друг другу поверхности для штабелирования обеспечивают точную взаимную выверку обеих полуформ образованной двумя прилегающими друг к другу блоками подовых плит формы при ее закрывании или при наложении обеих подовых плит друг на друга.
Штабелируемые блоки подовых плит могут быть выполнены за одно целое, причем расположенные на их верхних и нижних сторонах поверхности для выпечки и поверхности для штабелирования интегрированы в соответствующее тело подовой плиты.
Штабелируемые блоки подовых плит могут состоять каждый из верхней части, образованной верхней подовой плитой, и образованной нижней подовой плитой нижней части. Верхние подовые плиты образуют с выполненными на их передних сторонах нижними полуформами верхние стороны блоков подовых плит, а с выполненными на их задних сторонах ребрами жесткости - верхнюю часть ограничительных стенок нагревательных каналов блока подовых плит. Нижние подовые плиты образуют с выполненными на их передних сторонах верхними полуформами нижние стороны блоков подовых плит, а с выполненными на их задних сторонах ребрами жесткости - нижнюю часть ограничительных стенок нагревательных каналов блока подовых плит. Эти верхние и нижние подовые плиты прилегают друг к другу на своих задних сторонах торцами своих ребер жесткости и попарно жестко соединены между собой в соответствующий блок подовых плит.
Эти используемые с обеих сторон штабелируемые блоки подовых плит, которые могут быть выполнены за одно целое, или могут состоять каждый из прямоугольного тела подовой плиты с установленными на верхней и нижней сторонах подовыми плитами, или могут быть составлены каждый из двух прилегающих друг к другу своими задними сторонами подовых плит, штабелируют друг на друге для образования форм для выпечки и при этом приставляют снизу друг к другу их взаимно соответствующими друг другу поверхностями для штабелирования. При этом выполненную на нижней стороне верхнего блока подовых плит верхнюю полуформу составляют с выполненной на верхней стороне нижнего блока подовых плит нижней полуформой и эту форму для выпечки одновременно закрывают. Закрытая форма, ограниченная вверх и вниз двумя прилегающими друг к другу блоками подовых плит, может содержать единственную формующую полость для изготовления тонкостенных формованных изделий. Эта форма для выпечки может содержать также несколько формующих полостей одинаковой величины для одновременного изготовления нескольких тонкостенных формованных изделий в одной форме. Эта форма для выпечки может содержать также несколько формующих полостей разного вида для одновременного изготовления нескольких разных тонкостенных формованных изделий в одной форме.
Эти используемые с обеих сторон штабелируемые блоки подовых плит могут быть снабжены для жесткого соединения двух штабелированных друг на друге блоков подовых плит соответствующими блокирующими устройствами с заключенной между ними формой для выпечки, верхние части которых размещены на верхнем блоке подовых плит, а нижние части - на нижнем блоке подовых плит, и которые содержат блокировочные органы, надеваемые для жесткого соединения обоих блоков подовых плит на верхнюю и нижнюю части соответствующего блокирующего устройства и снова отводимые от его верхней и нижней частей для ослабления соответствующего блокирующего устройства. Каждый отдельный блок подовых плит несет нижние части тех блокирующих устройств, которые соответствуют ограниченной им вниз форме для выпечки, и верхние части тех блокирующих устройств, которые соответствуют ограниченной им вверх форме для выпечки.
Используемые с обеих сторон штабелируемые блоки подовых плит могут быть снабжены для жесткого соединения двух штабелированных друг на друге блоков подовых плит соответствующими блокирующими устройствами с заключенной между ними формой для выпечки, состоящими из приводимых во взаимное зацепление верхних и нижних частей, причем каждый отдельный блок подовых плит несет нижние части тех блокирующих устройств, которые соответствуют ограниченной им вниз форме для выпечки, и верхние части тех блокирующих устройств, которые соответствуют ограниченной им вверх форме для выпечки.
Для жесткого соединения двух штабелированных друг на друге блоков подовых плит они могут быть снабжены известными из международной заявки WO 96/14750 самостопорящимися зажимными устройствами для прижатия друг к другу частей закрытой формы для выпечки. Эти зажимные устройства прижимают друг к другу при их затягивании оба заключающих между собой закрытую форму для выпечки блока подовых плит с заданным усилием натяжения и поддерживают это усилие натяжения за счет самостопорящегося фрикционного зацепления своего соответствующего зажимного элемента вплоть до принудительного ослабления зажимного устройства.
Самостопорящееся зажимное устройство может содержать установленный с возможностью поворота на одном блоке подовых плит зажимной рычаг с обращенным к его оси поворота зажимным отрезком и расположенную на другом блоке подовых плит зажимную поверхность.
Для затягивания зажимного устройства зажимной рычаг его зажимным отрезком приводят с зажимной поверхностью в самостопорящееся фрикционное зацепление с силовым замыканием и перемещают в этом фрикционном зацеплении вдоль зажимной поверхности, пока не будет устранен люфт зажимного рычага и к обоим прилегающим друг к другу блокам подовых плит за счет упругого растяжения зажимного рычага не будет приложено нужное усилие натяжения.
Самостопорящееся зажимное устройство может содержать выполненный, в основном, в виде С-образной скобы зажимной элемент, снабженный на своих концах обращенными друг к другу зажимными отрезками, и две соответствующие этим зажимным отрезкам, обращенные друг от друга зажимные поверхности на обоих блоках подовых плит. Для затягивания зажимного устройства скобу ее обоими зажимными отрезками надевают снаружи на соответствующие друг другу зажимные поверхности обоих блоков подовых плит, приводят с ними в самостопорящееся фрикционное зацепление с силовым замыканием и перемещают в этом фрикционном зацеплении вдоль обеих зажимных поверхностей, пока не будет устранен необходимый для надевания люфт скобы и к обоим прилегающим друг к другу блокам подовых плит за счет упругого растяжения скобы не будет приложено нужное усилие натяжения.
Каждые два штабелированных друг на друге блока подовых плит могут быть жестко соединены между собой на двух противоположных торцах посредством двух расположенных на расстоянии друг от друга вдоль соответствующего торца самостопорящихся зажимных устройств, каждое из которых содержит зажимной рычаг, установленный с возможностью поворота на одном блоке подовых плит вокруг горизонтальной оси поворота, и соответствующую ему, расположенную на другом блоке подовых плит зажимную поверхность, вдоль которой зажимной рычаг соответствующего зажимного устройства может быть повернут своим зажимным отрезком в самостопорящемся фрикционном зацеплении с силовым замыканием, пока не будет устранен люфт зажимного рычага и к обоим прилегающим друг к другу блокам подовых плит за счет упругого растяжения соответствующего зажимного рычага не будет приложено нужное усилие натяжения.
Используемые с обеих сторон штабелируемые блоки подовых плит транспортируют по замкнутому контуру через соответствующую хлебопекарную печь, и они проходят через вертикальную пекарную шахту печи вертикальным штабелем, состоящим из горизонтально штабелированных подовых плит, непрерывно дополняемым на нижнем конце одним блоком подовых плит и непрерывно уменьшаемым на верхнем конце на один блок подовых плит. Используемые с обеих сторон штабелируемые блоки подовых плит позволяют комбинировать процесс образования соответствующего штабеля с процессом закрывания форм для выпечки, а процесс разделения соответствующего штабеля - с процессом открывания форм для выпечки, так что для закрывания форм после загрузки исходным продуктом и для открывания форм перед извлечением испеченных формованных изделий не требуются никакие дополнительные механизмы или исполнительные устройства для блоков подовых плит. Создающее штабель штабелирующее устройство печи штабелирует блоки подовых плит снизу друг на друге и при этом одновременно закрывает формы. Разделяющее штабель разделительное устройство печи снимает блоки подовых плит с соответствующего штабеля вверх и при этом одновременно открывает формы или разделяет их на полуформы.
У хлебопекарных печей согласно изобретению, у которых используемые с обеих сторон штабелируемые блоки подовых плит при их интеграции в соответствующий штабель и связанном с этим закрывании форм для выпечки жестко соединяются с уже предварительно интегрированным в этот штабель блоком подовых плит посредством блокирующих устройств или самостопорящихся зажимных устройств, блокирующие устройства или самостопорящиеся зажимные устройства могут быть выполнены автоматическими, так что они автоматически жестко соединяют между собой оба блока подовых плит в процессе штабелирования, и их необходимо активно ослаблять посредством исполнительного устройства только перед разделением блока подовых плит. Это исполнительное устройство может быть встроено в соответствующее разделительное устройство, которое при захвате последнего блока подовых плит соответствующего штабеля ослабляет блокирующие устройства или самостопорящиеся зажимные устройства, прежде чем оно снимет последний блок подовых плит со штабеля вверх или вниз. У приводимых в действие снаружи блокирующих устройств блокиратор блокирующих устройств может быть встроен в образующее штабель штабелирующее устройство. У приводимых в действие снаружи самостопорящихся зажимных устройств исполнительное устройство, которое затягивает соответствующее самостопорящееся зажимное устройство вплоть до возникновения нужного усилия натяжения, прижимающего друг к другу оба соседних блока подовых плит, может быть встроено в образующее штабель штабелирующее устройство.
У штабеля, состоящего из используемых с обеих сторон штабелируемых блоков подовых плит, непрерывно заново образуемого на своем нижнем конце и непрерывно снова разделяемого на своем верхнем конце, блоки подовых плит штабелируют друг на друге снизу на нижнем конце штабеля и разделяют вверх на верхнем конце. На соответствующей нижнему концу штабеля позиции загрузки новых блоков подовых плит загружают на его верхней стороне исходным продуктом, прежде чем он во время следующего процесса штабелирования будет интегрирован в штабель, лежащий всем своим весом на своем самом нижнем блоке подовых плит. Новый блок подовых плит транспортируют под штабель и прижимают снизу к самому нижнему блоку подовых плит штабеля, пока он в качестве нового самого нижнего блока подовых плит штабеля не будет нести весь его вес. Во время этого процесса штабелирования штабель на его нижнем конце дополняют одним блоком подовых плит и одновременно с этим выполненную на нижней стороне его самого нижнего блока подовых плит верхнюю полуформу составляют с загруженной исходным продуктом нижней полуформой на верхней стороне нового блока подовых плит в новую закрытую форму для выпечки. Эта форма является самой нижней формой в штабеле, образованном штабелированными друг на друге блоками подовых плит. Формующая полость этой формы удерживается закрытой несмотря на возникающее при выпечке внутреннее давление за счет веса всего штабеля. Эта форма движется вместе с обоими блоками подовых плит, ограничивающими ее формующую полость, с каждым следующим процессом штабелирования на один этаж стапеля вверх и на каждом этаже удерживается закрытой за счет веса лежащей над этим этажом части штабеля. На верхнем конце штабеля формующая полость этой формы для выпечки удерживается теперь закрытой больше за счет веса ограничивающего ее вверх блока подовых плит и с приподниманием этого блока подовых плит при разделении штабеля также разделяется. Изготовленное в этой формующей полости тонкостенное формованное изделие остается лежать на нижней полуформе, выполненной на верхней стороне самого верхнего блока подовых плит штабеля, и может быть непосредственно снято с нее.
У штабеля, состоящего из штабелируемых, используемых с обеих сторон блоков подовых плит, попарно жестко соединяемых между собой блокирующими устройствами или самостопорящимися зажимными устройствами, непрерывно заново образуемого на своем верхнем конце и непрерывно снова разделяемого на своем нижнем конце, блоки подовых плит штабелируют друг на друге сверху на верхнем конце штабеля и разделяют вниз на нижнем конце. На соответствующей верхнему концу штабеля позиции загрузки верхнюю сторону штабеля загружают исходным продуктом, прежде чем новый блок подовых плит будет установлен на штабель и жестко соединен с самым верхним блоком подовых плит штабеля за счет блокировки блокирующих устройств или затягивания самостопорящихся зажимных устройств. Во время этого процесса штабелирования штабель на его верхнем конце дополняют одним блоком подовых плит. Одновременно с этим загруженную исходным продуктом нижнюю полуформу на верхней стороне самого верхнего блока подовых плит штабеля составляют с верхней полуформой на нижней стороне нового блока подовых плит в новую закрытую форму для выпечки и полуформы этой формы жестко соединяют между собой блокирующими устройствами или самостопорящимися зажимными устройствами. Эта заново образованная форма для выпечки является в штабеле, образованном штабелированными друг на друге блоками подовых плит, самой верхней формой, удерживаемой закрытой несмотря на возникающее в ней при выпечке внутреннее давление за счет заблокированных блокирующих устройств или затянутых самостопорящихся зажимных устройств. Эта форма с обоими ограничивающими ее блоками подовых плит с каждым следующим процессом штабелирования перемещается на один этаж вниз. По достижении нижнего конца штабеля эта форма образует самую нижнюю форму штабеля, а ограничивающий ее вниз блок подовых плит - самый нижний блок подовых плит штабеля, который находится в зацеплении с боковым удерживающим устройством и несет вес всего штабеля. На нижнем конце штабеля эта форма для выпечки удерживается закрытой за счет веса всего штабеля и с отделением самого нижнего блока подовых плит при разделении штабеля также разделяется. Приданные этой форме заблокированные блокирующие устройства или затянутые самостопорящиеся зажимные устройства ослабляют самое позднее перед отделением самого нижнего блока подовых плит штабеля. Для разделения штабеля весь штабель поднимают, боковое удерживающее устройство отделяют от блока подовых плит штабеля, ограничивающего вниз самую нижнюю форму, штабель опускают на один этаж, боковое удерживающее устройство приводят в зацепление с блоком подовых плит штабеля, ограничивающим вниз самую нижнюю форму, и штабель устанавливают на боковое удерживающее устройство. Отделенный таким образом самый нижний блок подовых плит штабеля вместе с лежащим на нем тонкостенным формованным изделием опускают вниз от нижнего конца штабеля и при этом одновременно отделяют ограниченную им вниз форму. Изготовленное в этой форме тонкостенное формованное изделие остается лежать на верхней стороне опущенного блока подовых плит и может быть непосредственно снято с нее.
У штабеля, состоящего из штабелируемых, используемых с обеих сторон блоков подовых плит, попарно жестко соединяемых между собой блокирующими устройствами или самостопорящимися зажимными устройствами, непрерывно заново образуемого на своем нижнем конце и непрерывно снова разделяемого на своем верхнем конце, блоки подовых плит могут быть штабелированы друг на друге снизу на нижнем конце штабеля без жесткого соединения между собой прилегающих друг к другу блоков подовых плит с помощью блокирующих устройств или самостопорящихся зажимных устройств.
Для жесткого соединения двух штабелированных друг на друге своими передними сторонами подовых плит они могут быть снабжены известными из международной заявки WO 96/14750 самостопорящимися зажимными устройствами для прижатия друг к другу частей закрытой формы для выпечки. Эти зажимные устройства прижимают друг к другу при их затягивании обе штабелированные друг на друге подовые плиты с заданным усилием натяжения и поддерживают это усилие натяжения за счет самостопорящегося фрикционного зацепления своего соответствующего зажимного элемента вплоть до принудительного ослабления зажимного устройства.
Самостопорящееся зажимное устройство может содержать установленный с возможностью поворота на одной подовой плите зажимной рычаг с обращенным к его оси поворота зажимным отрезком и расположенную на другой подовой плите зажимную поверхность. Для затягивания зажимного устройства зажимной рычаг его зажимным отрезком приводят с зажимной поверхностью в самостопорящееся фрикционное зацепление с силовым замыканием и перемещают в этом фрикционном зацеплении вдоль зажимной поверхности, пока не будет устранен люфт зажимного рычага, и к обеим прилегающим друг к другу подовым плитам за счет упругого растяжения зажимного рычага не будет приложено нужное усилие натяжения.
Самостопорящееся зажимное устройство может содержать выполненный, в основном, в виде С-образной скобы зажимной элемент, снабженный на своих концах обращенными друг к другу зажимными отрезками, и две соответствующие этим зажимным отрезкам, обращенные друг от друга зажимные поверхности на обеих подовых плитах. Для затягивания зажимного устройства скобу ее обоими зажимными отрезками надевают снаружи на соответствующие друг другу зажимные поверхности обеих подовых плит, приводят с ними в самостопорящееся фрикционное зацепление с силовым замыканием и движут в этом фрикционном зацеплении вдоль обеих зажимных поверхностей, пока не будет устранен необходимый для надевания люфт скобы, и к обеим прилегающим друг к другу подовым плитам за счет упругого растяжения скобы не будет приложено нужное усилие натяжения.
Две штабелированные друг на друге подовые плиты могут быть жестко соединены между собой на двух противоположных торцах соответственно посредством двух расположенных на расстоянии друг от друга вдоль соответствующего торца самостопорящихся зажимных устройств, каждое из которых содержит зажимной рычаг, установленный с возможностью поворота на одной подовой плите, и соответствующую ему, расположенную на другой подовой плите зажимную поверхность, вдоль которой зажимной рычаг соответствующего зажимного устройства может быть повернут своим зажимным отрезком в самостопорящемся фрикционном зацеплении с силовым замыканием, пока не будет устранен люфт зажимного рычага, и к обеим прилегающим друг к другу подовым плитам за счет упругого растяжения зажимного рычага не будет приложено нужное усилие натяжения.
У хлебопекарных печей, оснащенных штабелируемыми с обеих сторон подовыми плитами, образованные этими подовыми плитами открываемые и закрываемые формы для выпечки транспортируют через соответствующую печь по замкнутому контуру. Каждая из этих форм для выпечки состоит из верхней и нижней подовой плиты и жестко соединяющих обе эти подовые плиты между собой и размещенных на обеих подовых плитах или надеваемых снаружи на обе подовые плиты блокирующих устройств или самостопорящихся зажимных устройств.
У каждой отдельной формы для выпечки после загрузки ее нижней подовой плиты исходным продуктом ее верхнюю подовую плиту устанавливают на нижнюю подовую плиту и обе подовые плиты жестко соединяют между собой в жесткое тело с помощью соответствующего блокирующего устройства или самостопорящегося зажимного устройства. Это жесткое тело транспортируют в качестве закрытого блока формы для выпечки через вертикальную пекарную шахту печи и после прохождения через вертикальную пекарную шахту снова разделяют на обе штабелируемые подовые плиты, с тем чтобы испеченное формованное изделие можно было снять с нижней подовой плиты открытой формы для выпечки.
У вертикальной пекарной шахты, через которую проходит вертикальный транспортный тракт для закрытых форм, содержащий непрерывно образуемый заново на одном конце и непрерывно разделяемый на другом конце вертикальный штабель, выполненные в виде жестких тел закрытые блоки форм для выпечки интегрируют на одном конце этого штабеля с помощью образующего его штабелирующего устройства печи в этот штабель, а на другом конце этого штабеля удаляют из него с помощью разделяющего этот штабель устройства.
Внутри штабеля блоки форм для выпечки свободно и только за счет своего собственного веса прилегают друг к другу расположенными на обратных сторонах их подовых плит и поэтому лежащими на их верхней и нижней сторонах поверхностями для штабелирования. Вертикальный штабель состоит, с одной стороны, из попеременно свободно прилегающих друг к другу своими верхними или нижними сторонами закрытых блоков форм для выпечки, а с другой стороны, из расположенных друг над другом в штабеле штабелируемых подовых плит, которые попарно прилегают друг к другу поверхностями для штабелирования, выполненными на их передних и задних сторонах. Штабелируемые подовые плиты жестко соединены между собой внутри штабеля на своих прилегающих друг к другу передних сторонах внутри соответствующего закрытого блока формы и попарно свободно прилегают друг к другу своими задними сторонами.
Выполненные в виде жестких тел закрытые блоки форм для выпечки периодически перемещаются внутри штабеля от штабелирующего устройства к разделительному устройству и проходят при этом через вертикальную пекарную шахту, в то время как исходный продукт выпекается в них в формованные изделия, и они сами противодействуют возникающему в них в процессе выпечки внутреннему давлению своими блокирующими устройствами или самостопорящимися зажимными устройствами, соединяющими обе их подовые плиты в жесткое тело.
Формы для выпечки могут быть снабжены блокирующими устройствами или самостопорящимися зажимными устройствами, которые при закрывании форм посредством предусмотренного для этого исполнительного устройства печи автоматически жестко соединяют между собой обе подовые плиты и которые при разделении закрытых блоков форм для выпечки активно ослабляются с помощью предусмотренного для этого исполнительного устройства печи, прежде чем обе подовые плиты будут разъединены.
Формы для выпечки могут быть снабжены блокирующими устройствами или самостопорящимися зажимными устройствами, активно приводимыми в действие снаружи при закрывании форм посредством предусмотренного для этого исполнительного устройства печи и жестко соединяющими между собой обе подовые плиты, которые при разделении закрытых блоков форм активно ослабляются снаружи с помощью предусмотренного для этого исполнительного устройства печи, прежде чем обе подовые плиты будут разъединены.
Изобретение более подробно поясняется ниже на основе нескольких примеров выполнения с помощью чертежей.
Краткое описание чертежей
На чертежах изображают:
фиг. 1: схематично в разрезе хлебопекарную печь с одним передним вертикальным транспортным трактом для изготовления тонкостенных формованных изделий;
фиг. 2: схематично в разрезе хлебопекарную печь с двумя встречными вертикальными транспортными трактами для изготовления тонкостенных формованных изделий;
фиг. 3: схематично фрагмент проходящего через вертикальную пекарную шахту вертикального транспортного тракта для изготовления тонкостенных формованных изделий;
фиг. 4: в сечении часть штабелируемых блоков подовых плит для изготовления тонкостенных формованных изделий;
фиг. 5: в продольном разрезе часть штабелируемых блоков подовых плит из фиг. 4;
фиг. 6: вид сверху на часть штабелируемых блоков подовых плит из фиг. 4;
фиг. 6а: вид сбоку фрагмента уплотнительной планки штабелируемых блоков подовых плит из фиг. 4;
фиг. 7: фрагмент образованного горизонтально штабелированными друг на друге блоками подовых плит вертикального штабеля, у которого блоки подовых плит внутри штабеля свободно прилегают друг к другу и удерживаются только за счет веса;
фиг. 8: фрагмент образованного горизонтально штабелированными друг на друге блоками подовых плит вертикального штабеля, у которого блоки подовых плит внутри штабеля попарно жестко соединены между собой посредством соответственно размещенных на блоках подовых плит блокирующих устройств;
фиг. 9: фрагмент образованного горизонтально штабелированными друг на друге блоками подовых плит вертикального штабеля, у которого блоки подовых плит внутри штабеля жестко соединены между собой посредством самостопорящихся зажимных устройств, соответственно установленных на два соседних блока подовых плит;
фиг. 10: в сечении блокирующее устройство, жестко соединяющее между собой два штабелированных друг на друге блока подовых плит и размещенное на них;
фиг. 11: продольный разрез блокирующего устройства из фиг. 10;
фиг. 12: вид сверху на расположенное на нижнем конце вертикального транспортного тракта для изготовления тонкостенных формованных изделий удерживающее устройство для образованного штабелируемыми блоками подовых плит вертикального штабеля;
фиг. 13: вид сбоку удерживающего устройства из фиг. 12;
фиг. 14: разрез печи с двумя встречными транспортными трактами для изготовления тонкостенных формованных изделий, образованными непрерывно возобновляемыми штабелями из свободно прилегающих друг к другу, закрытых блоков форм для выпечки;
фиг. 15: сечение закрытого блока формы, у которого обе прилегающие друг к другу своими передними сторонами штабелируемые подовые плиты жестко соединены между собой на противоположных друг другу сторонах посредством размещенного на обеих подовых плитах блокирующего устройства;
фиг. 16: сечение закрытого блока формы, у которого обе прилегающие друг к другу своими передними сторонами штабелируемые подовые плиты жестко соединены между собой на противоположных друг другу сторонах посредством установленного снаружи на обе подовые плиты самостопорящегося зажимного устройства;
фиг. 17: фрагмент вертикального штабеля, состоящего из горизонтально штабелированных друг на друге, закрытых блоков форм для выпечки, штабелируемые подовые плиты которых жестко соединены между собой посредством их боковых блокирующих устройств;
фиг. 18: боковое блокирующее устройство закрытого блока формы для выпечки в сечении;
фиг. 19: продольный разрез блокирующего устройства из фиг. 18.
Описание примеров выполнения
На фиг. 1 изображена обогреваемая газом хлебопекарная печь 1 для изготовления тонкостенных формованных изделий, выполненных, например, в виде прямоугольных плоских коржей, имеющих на своих верхних и нижних сторонах образованный возвышающимися ребрами вафельный узор. Эти тонкостенные формованные изделия изготовляют из бесформенной массы в открываемых и закрываемых формах для выпечки, состоящих каждая из двух полуформ, определяющих внешний вид и толщину стенки тонкостенных формованных изделий.
Для образования открываемых и закрываемых форм для выпечки предусмотрены используемые с обеих сторон штабелируемые блоки 2 подовых плит (фиг. 4 - 6а), прямоугольные тела которых обогреваются изнутри нагревательными каналами 3, снабжены на двух противоположных друг другу торцах 2а боковыми удерживающими отверстиями 4 и на верхних 2b и нижних 2с сторонах несут поверхности 5, 6 для выпечки, а также соответствующие им поверхности 7, 8 для штабелирования. Верхние стороны 2b блоков 2 подовых плит выполнены в качестве нижних полуформ, а нижние стороны 2с - в качестве верхних полуформ. Два штабелированных друг на друге блока 2 подовых плит своими обращенными друг к другу поверхностями 7, 8 для штабелирования прилегают друг к другу и образуют сообща закрытую форму для выпечки для соответственно изготовляемых тонкостенных формованных изделий. Эта форма для выпечки состоит из верхней полуформы, расположенной на нижней стороне 2с верхнего блока 2 подовых плит, и нижней полуформы, расположенной на верхней стороне 2b нижнего блока 2 подовых плит.
Используемые с обеих сторон штабелируемые блоки 2 подовых плит с интегрированными в них полуформами рассчитаны на изготовление определенного тонкостенного формованного изделия.
Каждый из блоков 2 подовых плит для выпечки прямоугольных плоских коржей имеет, в основном, прямоугольное тело. На верхней 2b и нижней 2с сторонах тела выполнена ограниченная боковыми уплотнительными планками 9, 10, в основном, плоская прямоугольная поверхность 5, 6 для выпечки. Поверхности 7, 8 для штабелирования блока 2 подовых плит интегрированы в эти уплотнительные планки 9, 10, которые выступают за ограниченную ими поверхность 5, 6 для выпечки и образуют вместе с ней верхнюю 5, 9 и нижнюю 6, 10 полуформы блока 2 подовых плит. В нижней полуформе 6, 10 в двух противоположных уплотнительных планках 9b выполнено, по меньшей мере, по одному, пронизывающему уплотнительную планку 9b паровыпускному каналу 11. Два штабелированных друг на друге блока 2 подовых плит прилегают друг к другу уплотнительными планками 9, 10 своих обращенных друг к другу полуформ 5, 9 и 6, 10 и образуют закрытую форму для выпечки, которая, за исключением боковых паровыпускных каналов 11, через которые образующиеся в форме при выпечке газы могут выходить при закрытой форме, полностью закрыта.
Каждый из блоков подовых плит для выпечки круглых, треугольных, пятиугольных или веерообразных плоских коржей может иметь, в основном, прямоугольное тело с расположенными на его верхней и нижней сторонах круглыми, треугольными, пятиугольными или веерообразными поверхностями для выпечки, ограниченными каждая боковыми уплотнительными планками, в которые интегрированы поверхности 7, 8 для штабелирования соответствующего блока 2 подовых плит. Каждый из этих блоков подовых плит может содержать также соответствующее форме изготавливаемых коржей прямоугольное тело круглой, треугольной, пятиугольной или веерообразной в плане формы.
Блоки подовых плит для изготовления тонкостенных формованных изделий, выполненных в виде прямоугольной неглубокой открытой вверх чашки, содержат, в основном, прямоугольное тело, которое на своей верхней стороне несет верхнюю поверхность для выпечки, снабженную соответствующим форме чашки углублением, а на своей нижней стороне - нижнюю поверхность для выпечки, снабженную соответствующим форме чашки возвышением. Обе поверхности для выпечки ограничены боковыми уплотнительными планками, которые соответствуют контуру чашки и содержат поверхности для штабелирования блока подовых плит.
Каждый блок подовых плит для изготовления тонкостенных формованных изделий, выполненных в виде плоских коржей без четко определенных краев, содержит прямоугольное тело, на верхней и нижней сторонах которого расположены плоские поверхности для выпечки, соответствующие данной форме контура выпекаемых плоских коржей, а вне их расположены определяющие толщину стенки формованных изделий распорки, в которые интегрированы верхние и нижние поверхности для штабелирования блока подовых плит.
В изображенной на фиг. 1 хлебопекарной печи 1 используемые с обеих сторон штабелируемые блоки 2 подовых плит транспортируют через нее внутри ее внешней теплоизолирующей облицовки 12 по замкнутому контуру. Этот контур включает в себя передний ведущий вертикально вверх транспортный тракт 13, в начале которого блоки 2 подовых плит штабелируют друг на друге для образования закрытых форм для выпечки, а на концах снова разделяют для разделения форм. Передний вертикальный транспортный тракт 13 ведет от нижней позиции 14 загрузки через выполненную в виде вертикальной пекарной шахты 15 пекарную камеру к верхней позиции 16 извлечения. От позиции 16 извлечения разделенные блоки 2 подовых плит передают на детально не показанный на фиг. 1 задний ведущий вертикально вниз транспортный тракт и опускают в нем соединенными между собой, прежде чем они будут снова подведены к переднему ведущему вертикально вверх транспортному тракту 13.
Закрытые формы для выпечки и образующие их блоки 2 подовых плит транспортируют в переднем вертикальном транспортном тракте 13 вверх через пекарную шахту 15 непрерывно возобновляемым штабелем 18, который состоит из свободно прилегающих друг к другу и удерживаемых только за счет веса блоков 2 подовых плит.
Пекарная шахта 15 ограничена наружу внутри печи 1 теплоизолирующей оболочкой 19. Внутри пекарной шахты 15 вдоль штабеля 18 вертикально друг над другом установлены газовые горелки 20. Вырабатываемые ими газы для обогрева проходят по нагревательным каналам 4 блоков 2 подовых плит через штабель 18 и нагревают, таким образом, содержащиеся в штабеле 18 закрытые формы для выпечки с заключенными в них исходными продуктами.
Штабель 18 непрерывно образуют заново под пекарной шахтой 15 с помощью штабелирующего устройства 21 из блоков 2 подовых плит, подаваемых нижним горизонтальным транспортером 22. Штабелирующее устройство 21 состоит из соответствующего нижнему концу штабеля 18 удерживающего устройства 23 и расположенного под штабелем подъемного устройства 24.
Удерживающее устройство 23 (фиг. 12, 13) находится в контакте с самым нижним блоком 2 подовых плит штабеля 18, на который приходится вес всего штабеля 18. Удерживающее устройство 23 включает в себя двое салазок 25, 26, установленных друг против друга в горизонтальной плоскости. Эти салазки 25, 26 вертикально установлены на станине печи и несут на своих обращенных друг к другу торцах горизонтальные удерживающие штыри 27, 28, которые входят в боковые удерживающие отверстия 4 самого нижнего блока 2 подовых плит штабеля 18 и воспринимают вес всего штабеля 18. Во время процесса штабелирования салазки 25, 26 сначала размыкают для освобождения штабеля 18, и при этом извлекают посредством их удерживающих штырей 27, 28 из самого нижнего блока 2 подовых плит штабеля 18, а затем снова сдвигают для фиксации штабеля 18 и при этом помещают их удерживающие штыри 27, 28 в боковые удерживающие отверстия 4 нового, самого нижнего блока 2 подовых плит штабеля 18.
Штабелируемые блоки 2 подовых плит транспортируют нижним горизонтальным транспортером 22 через позицию 14 загрузки, расположенную перед вертикальным транспортным трактом 13 и нижним концом штабеля 18. Эта позиция 14 загрузки может быть выполнена, например, в виде позиции налива, на которой на верхнюю сторону 2b соответствующего блока 2 подовых плит наливают дозированное количество выполненного в виде бесформенной массы исходного продукта. Блок 2 подовых плит, загруженный на верхней стороне 2b исходным продуктом, транспортируют нижним горизонтальным транспортером 22 под штабель 18 и приподнимают там от нижнего горизонтального транспортера 22 посредством вертикально перемещаемого пуансона 29 подъемного устройства 24. Этот пуансон 29 прижимает заново интегрируемый в штабель 18 блок 2 подовых плит снизу к самому нижнему блоку 2 подовых плит штабеля 18, воспринимает весь его вес и интегрирует, тем самым, этот блок 2 подовых плит в штабель 18 в качестве нового, самого нижнего блока 2 подовых плит. После освобождения прежнего самого нижнего блока 2 подовых плит штабеля 18 подъемным устройством 24 пуансон 29 подъемного устройства 24 поднимает весь штабель 18 на высоту одного блока 2 подовых плит. После этого удерживающее устройство 23 приводят в контакт с новым, самым нижним блоком 2 подовых плит штабеля 18 и опускают штабель 18 с подъемного устройства 24 на удерживающее устройство 23.
Штабель 18 непрерывно разделяют над пекарной шахтой 15 на отдельные блоки 2 подовых плит разделительным устройством 30, содержащим установленную на верхнем горизонтальном транспортере 31 захватную головку 32, которая с помощью электромагнита или механически захватывает каждый раз самый верхний блок 2 подовых плит штабеля 18, приподнимает со штабеля 18 и передает на задний, ведущий вертикально вниз транспортный тракт. Когда захватная головка 32 приподнимает со штабеля 18 самый верхний блок 2 подовых плит, происходит размыкание самой верхней формы для выпечки штабеля 18, ограниченной до сих пор вверх этим блоком 2 подовых плит. Испеченное в этой форме формованное изделие остается лежать на верхней стороне ограничивающего до сих пор вниз эту форму блока 2 подовых плит. Последний является теперь самым верхним блоком 2 подовых плит штабеля 18, чья верхняя сторона образует верхнюю сторону штабеля 18.
Испеченные в штабеле 18 формованные изделия снимают на позиции 16 извлечения с верхней стороны штабеля 18, например, посредством присоски (не показана), и подают к соседней верхнему концу штабеля 18 позиции 34 выгрузки, на которой их выгружают из печи 1.
В пекарной шахте 15, через которую проходит штабель 18 (фиг. 1), газовые горелки 20 могут быть установлены вертикально друг над другом на противоположных сторонах штабеля 18 с попеременным смещением по отношению друг к другу. Газы для обогрева, поступающие на одной стороне штабеля 18 в нагревательные каналы 4 блоков 2 подовых плит, выходят после прохождения блоков 2 подовых плит на противоположной стороне штабеля 18 в пекарную шахту 15. Обогревающие газы покидают пекарную шахту 15 вместе с газами, образующимися при выпечке и выходящими из закрытых форм штабеля 18, через верхние вытяжные отверстия 35, 36. Газовые горелки 20 и соответствующее им вытяжное отверстие 35, 36 пекарной шахты 15 расположены на противоположных сторонах штабеля 18.
Согласно альтернативному примеру выполнения (фиг. 3) пекарная шахта 37 может быть разделена горизонтальной перегородкой 38 на две расположенные друг над другом камеры 39, 40, в которых газовые горелки 41, 42 и соответствующее им вытяжное отверстие 43, 44 расположены вертикально друг над другом соответственно на одной стороне штабеля 18. Каждая камера 39, 40 имеет нижнюю зону нагрева 39а, 40а, в которой установлены газовые горелки 41, 42, и верхнюю зону нагрева 39b, 40b, в которой расположено вытяжное отверстие 43, 44 пекарной шахты 39, 40. Газовые горелки 41, 42 и вытяжное отверстие 43, 44 отделены друг от друга соответственно горизонтальным промежуточным дном 45, 46, в котором выполнены центральное сквозное отверстие 45а, 46а для прохождения штабеля 18 и боковое донное отверстие 45b, 46b для прохождения обогревающих газов и газов, образующихся при выпечке, из нижней зоны нагрева 39а, 40а в верхнюю зону нагрева 39b, 40b.
Установленный под пекарной шахтой 15 нижний горизонтальный транспортер 22 проходит за нижний конец штабеля 18 до соседней со штабелем 18, изображенной на фиг. 1 справа боковой стенки 12а печи 1 позиции 47 выгрузки для штабелируемых блоков 2 подовых плит, которой соответствует дверца для техобслуживания (не показана) в боковой стенке 12а печи 1.
Посредством позиции 47 выгрузки для штабелируемых блоков 2 подовых плит каждый блок 2, который был передан с ведущего вертикально вниз транспортного тракта 17 на нижний горизонтальный транспортер 22, может быть транспортирован нижним горизонтальным транспортером 22 мимо нижнего конца штабеля 18 к позиции 47 выгрузки и выгружен там из печи 1. После очистки или техобслуживания блока 2 подовых плит он снова может быть введен посредством позиции 47 выгрузки в печь 1 и направлен нижним горизонтальным транспортером 22 к штабелирующему устройству 21 без необходимости демонтажа или разборки печи 1 или ее частей.
Позиция 47 выгрузки для штабелируемых блоков 2 подовых плит позволяет заменять блоки 2 подовых плит печи 1 по отдельности другими блоками 2 подовых плит и переналаживать, тем самым, печь 1 на изготовление другого тонкостенного формованного изделия. Так, например, предусмотренные для выпечки плоских коржей штабелируемые блоки 2 подовых плит могут быть заменены предусмотренными для изготовления неглубоких чашек штабелируемыми блоками 2 подовых плит.
На фиг. 2 изображена обогреваемая газом хлебопекарная печь 48 с двумя встречными вертикальными транспортными трактами 49, 50 для изготовления тонкостенных формованных изделий в открываемых и закрываемых формах для выпечки, каждая из которых состоит из двух полуформ, определяющих внешний вид и толщину стенки тонкостенных формованных изделий.
Для образования открываемых и закрываемых форм для выпечки (фиг. 8) на их верхних 51 и нижних 52 поверхностях для штабелирования предусмотрены штабелируемые и попарно жестко соединяемые между собой сбоку блоки 53 подовых плит, обогреваемые изнутри посредством нагревательных каналов и выполненные на своих верхних сторонах 53а в виде нижних полуформ, а на своих нижних сторонах 53b - в виде верхних полуформ. Эти блоки 53 подовых плит, в основном, соответствуют описанным в связи с печью 1 на фиг. 1 блокам 2 подовых плит и дополнительно на двух противоположных торцах 53с и 53d снабжены блокируемыми и снова ослабляемыми блокирующими устройствами 54 для жесткого соединения двух блоков 53 подовых плит, прилегающих друг к другу своими поверхностями 51, 52 для штабелирования.
Штабелируемые и попарно жестко соединяемые между собой блоки 53 подовых плит транспортируют через изображенную на фиг. 2 хлебопекарную печь 48 внутри ее внешней теплоизолирующей облицовки 55 по замкнутому контуру. Этот контур включает в себя первый вертикальный, ведущий вверх транспортный тракт 49, на нижнем конце которого блоки 53 подовых плит штабелируют друг на друге для образования закрытых форм для выпечки, а на верхнем конце блоки 53 подовых плит снова разъединяют для разделения форм. Этот первый вертикальный транспортный тракт 49 для закрытых форм ведет от нижней позиции 56 загрузки через вертикальную пекарную шахту 57 к верхней позиции 58 извлечения. От верхней позиции 58 извлечения разъединенные блоки 53 подовых плит передают на встречный первому транспортному тракту 49, ведущий вертикально вниз второй транспортный тракт 50, на верхнем конце которого блоки 53 подовых плит снова штабелируют друг на друге для образования закрытых форм для выпечки, а на нижнем конце блоки 53 подовых плит снова разъединяют для разделения форм. Этот второй вертикальный транспортный тракт 50 для закрытых форм ведет от верхней позиции 59 загрузки через вертикальную пекарную шахту 57 к нижней позиции 60 извлечения. От нижней позиции 60 извлечения разъединенные блоки 53 подовых плит транспортируют обратно к первому, ведущему вертикально вверх транспортному тракту 49.
Оба встречных вертикальных транспортных тракта 49, 50 и их непрерывно возобновляемые штабели 61, 62, состоящие каждый из прилегающих друг к другу блоков 53 подовых плит, расположены рядом в хлебопекарной печи 48 и проходят через вертикальную пекарную шахту 57. На фиг. 2 первый, ведущий вертикально вверх транспортный тракт 49 с первым штабелем 61 печи изображен справа, а второй, ведущий вертикально вниз транспортный тракт 50 со вторым штабелем 62 печи, - слева.
На обоих транспортных трактах 49, 50 закрытые формы для выпечки и образующие их блоки 53 подовых плит транспортируют в соответствующем, непрерывно возобновляемом штабеле 61, 62 через пекарную шахту 57 в противоположных направлениях. Пекарная шахта 57 ограничена наружу внутри печи 48 теплоизолирующей оболочкой 63. Внутри пекарной шахты 57 вдоль обоих штабелей 61, 62 вертикально друг над другом установлены газовые горелки 64. Газовые горелки 64 при каждом штабеле 61 или 62 установлены попеременно на противоположных сторонах штабелей 61, 62. Образуемые ими нагревательные газы протекают по нагревательным каналам блоков 53 подовых плит через соответствующий штабель 61, 62 и нагревают, таким образом, содержащиеся в соответствующем штабеле 61, 62 закрытые формы с заключенным в них исходным продуктом. На задней стенке пекарной шахты 57 предусмотрены центральное вытяжное отверстие 65 и два боковых вытяжных отверстия 66, 67, через которые выходящие из нагревательных каналов блоков 53 подовых плит газы для обогрева и образующиеся при выпечке газы, выходящие из закрытых форм, лежащих между блоками 53 подовых плит, покидают пекарную шахту 57. Центральное вытяжное отверстие 65 расположено между обоими штабелями 61, 62, а между боковой стенкой 63а, 63b пекарной шахты 57 и соседним с ней штабелем 61, 62 расположено соответственно боковое вытяжное отверстие 66, 67.
Первый штабель 61 непрерывно заново образуют под пекарной шахтой 57 посредством нижнего штабелирующего устройства 68 из отдельных, подаваемых нижним горизонтальным транспортером 69 блоков 53 подовых плит и над пекарной шахтой 57 посредством верхнего разделительного устройства 70 непрерывно снова разделяют на отдельные блоки 53 подовых плит. Нижнее штабелирующее устройство 68 соответствует штабелирующему устройству 24 печи 1 на фиг. 1 и предусматривает, как и оно, соответствующее нижнему концу первого штабеля 61 удерживающее устройство 71 для удержания первого штабеля 61 и соответствующее первому штабелю 61 подъемное устройство 72 для подъема интегрируемого в первой штабель 61 снизу блока 53 подовых плит и для подъема всего первого штабеля 61. Верхнее разделительное устройство 70 предусматривает установленную на верхнем горизонтальном транспортере 73 печи 48 захватную головку 74, которая каждый раз самый верхний блок 53 подовых плит первого штабеля 61 приподнимает с него и транспортирует к верхнему концу ведущего вертикально вниз второго транспортного тракта 50.
На первом транспортном тракте 49 из исходных продуктов, помещенных на нижней позиции 56 загрузки печи 48 на верхнюю сторону 53а штабелируемых блоков 53 подовых плит, в проходящих через первый штабель 61 формах выпекают формованные изделия, которые на верхней позиции 58 извлечения печи 48 снимают с верхней стороны первого штабеля 61, например, посредством присоски (не показана), и подают к соседней с верхним концом первого штабеля 61 верхней позиции 75 выгрузки, на которой испеченные в первом штабеле 61 формованные изделия выгружают из печи 48.
Второй штабель 62 непрерывно заново образуют над пекарной шахтой 57 посредством верхнего штабелирующего устройства 76 из разделенных у первого штабеля 61 блоков 53 подовых плит и под пекарной шахтой 57 посредством нижнего разделительного устройства 77 непрерывно снова разделяют на отдельные блоки 53 подовых плит. На верхнем конце второго штабеля 62 верхнюю сторону его самого верхнего блока 53 подовых плит загружают исходным продуктом на верхней позиции 59 загрузки второго транспортного тракта 50. Затем снятый с первого штабеля 61 блок 53 подовых плит устанавливают с помощью захватной головки 74 верхнего горизонтального транспортера 73 в качестве нового блока 53 подовых плит сверху на самый верхний блок 53 подовых плит второго штабеля 62 и жестко соединяют с ним путем блокировки общих для обоих прилегающих друг к другу блоков 53 подовых плит, боковых блокирующих устройств 54 (фиг. 8 - 11). Жестко соединяющие между собой соседние блоки 53 подовых плит блокирующие устройства 54 ослабляют, прежде чем соответствующие блоки 53 подовых плит достигнут нижнего конца второго штабеля 62 и будут там разделены нижним разделительным устройством 77 и уложены на нижний горизонтальный транспортер 69, который подает отдельные блоки 53 подовых плит к нижней позиции 56 загрузки первого транспортного тракта 49. Нижнее разделительное устройство 77 предусматривает соответствующее нижнему концу второго штабеля 62 удерживающее устройство 78 для удержания второго штабеля 62 и установленное под вторым штабелем 62 подъемное устройство 79 для опускания всего второго штабеля 62 и для опускания отделенного вниз от него блока 53 подовых плит.
На втором транспортном тракте 50 из исходного продукта, помещенного на верхней позиции 59 загрузки печи 48 на верхнюю сторону 53а штабелируемых блоков 53 подовых плит, в проходящих через второй штабель 62 формах выпекают формованные изделия, которые на нижней позиции 60 извлечения печи 48 снимают с верхней стороны 53а уложенного на нижний горизонтальный транспортер 69 блока 53 подовых плит, например, посредством присоски (не показана), и подают к соседней с нижним концом второго штабеля 62 нижней позиции 80 выгрузки, на которой испеченные во втором штабеле 63 формованные изделия выгружают из печи 48.
Верхний горизонтальный транспортер 73 печи 48 с его захватной головкой 74 является как частью верхнего разделительного устройства 70 первого транспортного тракта 49, так и частью верхнего штабелирующего устройства 76 второго транспортного тракта 50.
Установленный под пекарной шахтой 57 нижний горизонтальный транспортер 69 проходит сбоку за нижние концы обоих штабелей 61, 62 до соседней с соответствующим штабелем 61 или 62 боковой стенки 55а или 55b печи 48. У второго штабеля 62 нижний горизонтальный транспортер 69 проходит до позиции 80 выгрузки формованных изделий, испеченных во втором штабеле 62. У первого штабеля 61 нижний горизонтальный транспортер 69 проходит до позиции 81 выгрузки штабелируемых блоков 53 подовых плит, которой соответствует дверца для ее обслуживания (не показана) в боковой стенке 55а печи 48.
Позиция выгрузки 81 штабелируемых блоков 53 подовых плит позволяет транспортировать блок 53 подовых плит, установленный на нижнем конце второго штабеля 62 нижним разделительным устройством 77 на нижний горизонтальный транспортер 69, посредством нижнего горизонтального транспортера 69 мимо нижних концов обоих штабелей 61, 62 к позиции 81 выгрузки и выгружать через нее из печи 48. После очистки или техобслуживания блока 53 подовых плит он может быть через позицию 81 выгрузки штабелируемых блоков 53 подовых плит снова загружен в печь 48 и подведен нижним горизонтальным транспортером 69 к нижнему штабелирующему устройству 68 первого штабеля 61. Позиция 81 выгрузки штабелируемых блоков 53 подовых плит позволяет заменять блоки 53 подовых плит печи 48 по отдельности другими блоками 53 подовых плит и переналаживать тем самым печь 48 на изготовление другого тонкостенного формованного изделия без необходимости демонтажа или разборки печи 48 или ее частей. Так, например, штабелируемые блоки 53 подовых плит для изготовления плоских коржей могут быть заменены блоками подовых плит для изготовления неглубоких чашек или низких стаканчиков.
Штабелируемые блоки 53 подовых плит печи 48 на фиг. 2 имеют на двух противоположных друг другу торцах 53с, 53d (фиг. 8, 10, 11) выступающие вбок блокировочные отрезки 53е, 53f, которые при штабелированных друг на друге блоках 53 подовых плит прилегают друг к другу со взаимной выверкой. Каждый блокировочный отрезок 53е, 53f блока 53 подовых плит несет на своей верхней стороне нижнюю часть блокирующего устройства 54 для блокировки формы для выпечки, ограниченной верхней стороной 53а блока 53 подовых плит, а на своей нижней стороне - верхнюю часть блокирующего устройства 54 для блокировки формы для выпечки, ограниченной нижней стороной 53b блока 53 подовых плит. Верхняя часть предусматривает выступающую вертикально вниз от нижней стороны соответствующего блокировочного отрезка 53е, 53f, прямоугольную проушину 54а с горизонтальным отверстием 54b. Нижняя часть предусматривает на верхней стороне соответствующего блокировочного отрезка 53е, 53f открытый вверх вертикальный приемный шлиц 54с для проушины 54а, а внутри блокировочного отрезка 53е, 53f - проходящий поперек проушины 54а, открытый сбоку рабочий шлиц 54d, в котором размещен установленный с возможностью горизонтального перемещения палец 54е с клинообразным острием 54f. При штабелировании друг на друге двух блоков 53 подовых плит у каждого блокирующего устройства 54 размещенная на блокировочном отрезке 53е, 53f верхнего блока 53 подовых плит проушина 54а входит в выполненный на блокировочном отрезке 53е, 53f нижнего блока 53 подовых плит приемный шлиц 54с. Для жесткого соединения обоих блоков 53 подовых плит необходимо лишь больше вводить палец 54е его клинообразным острием 54f посредством внешнего исполнительного устройства (не показано) в проушину 54а, пока верхний блок 53 подовых плит не будет затянут на нижнем блоке 53 подовых плит (фиг. 8, 10, 11).
Штабелируемые блоки 53 подовых плит могут быть снабжены на обоих противоположных друг другу торцах также соответствующими их верхней стороне 53а верхними блокировочными отрезками 81 и соответствующими их нижней стороне 53b нижними блокировочными отрезками 82. Верхние блокировочные отрезки 81 имеют на своих нижних сторонах нижние поверхности 81а зацепления для самостопорящегося зажимного устройства, а нижние блокировочные отрезки 82 на своих верхних сторонах имеют верхние поверхности 82а зацепления для самостопорящегося зажимного устройства. При штабелировании друг на друге двух блоков 53 подовых плит нижние блокировочные отрезки 82 верхнего блока 53 подовых плит находятся над верхними блокировочными отрезками 81 нижнего блока 53 подовых плит. Для жесткого соединения обоих блоков 53 подовых плит самостопорящиеся зажимные устройства, выполненные, в основном, в виде С-образных скоб 83, надевают на расположенные друг над другом блокировочные отрезки 81, 82 обоих блоков 53 подовых плит. Каждую скобу 83 выполненными на ее концах 84, 85, обращенными друг к другу зажимными отрезками 84а, 85а надевают снаружи одновременно на верхнюю поверхность 82а зацепления нижнего блокировочного отрезка 82 верхнего блока 53 подовых плит и на нижнюю поверхность 81а зацепления верхнего блокировочного отрезка 81 нижнего блока 53 подовых плит. Обращенные друг к другу зажимные отрезки 84а, 85а скобы 83 и обе обращенные друг от друга поверхности 81а, 82а зацепления соответствующих друг другу блокировочных отрезков 81, 82 прилегающих друг к другу блоков 53 подовых плит образуют между собой самостопорящееся фрикционное зацепление с силовым замыканием. Скобу 83 ее зажимными отрезками 84а, 85а перемещают в этом самостопорящемся фрикционном зацеплении с силовым замыканием вдоль обеих поверхностей 82а, 81а зацепления блокировочных отрезков 82, 81, пока сначала не будет устранен необходимый для надевания скобы 83 люфт, а затем за счет упругого растяжения скобы 83 к обоим прилегающим друг к другу блокам 53 подовых плит не будет приложено нужное усилие натяжения (фиг. 9).
В хлебопекарной печи 48 на фиг. 2 тонкостенные формованные изделия изготовляют в открываемых и закрываемых формах для выпечки, образованных штабелируемыми блоками 53 подовых плит, которые выполнены на верхних и нижних сторонах в качестве полуформ и могут быть попарно жестко соединены между собой блокирующими устройствами 54 или зажимными устройствами 83. Эти блоки 53 подовых плит проходят на двух встречных вертикальных транспортных трактах 49, 50 соответственно непрерывно возобновляемый штабель 61, 62, в котором попарно образованные блоками 53 подовых плит закрытые формы для выпечки транспортируют через вертикальную пекарную шахту 57, в то время как блоки 53 подовых плит в начале штабеля 61, 62 штабелируют друг на друге, а в конце штабеля 61, 62 снова разделяют. Каждый штабель 61, 62 удерживают на его нижнем конце удерживающим устройством 71, 78, поднимают установленным под ним подъемным устройством 72, 79 и снова опускают, в то время как на его нижнем конце добавляют новый блок 53 подовых плит и удаляют самый нижний блок 53 подовых плит. На верхнем конце соответствующего штабеля 61, 62 добавление нового блока 53 подовых плит и удаление самого верхнего блока 53 подовых плит может происходить при поднятом или опущенном штабеле 61, 62. Движение подъема и движение опускания штабеля 61, 62 может быть использовано на его верхнем конце также для добавления нового блока 53 подовых плит и удаления самого верхнего блока 53 подовых плит.
Первый штабель 61, который образует ведущий вертикально вверх в печи 48 транспортный тракт 49, состоит из прилегающих друг к другу блоков 53 подовых плит, которые на его нижнем конце в результате следующих друг за другом, выполняемых нижним штабелирующим устройством 68 процессов штабелирования последовательно интегрируют в первый штабель 61 и после прохождения первого штабеля 61 и пекарной шахты 57 снова последовательно снимают с верхнего конца первого штабеля 61 посредством верхнего разделительного устройства 70.
Во время каждого процесса штабелирования новый блок 53 подовых плит, уже загруженный на своей верхней стороне 53а исходным продуктом, интегрируют снизу в первый штабель 61. Новый блок 53 подовых плит транспортируют нижним горизонтальным транспортером 69 под нижний конец первого штабеля 61, приподнимают с нижнего горизонтального транспортера 69 посредством пуансона 72а, установленного ниже подъемного устройства 72, поднимают к нижнему концу первого штабеля 61 и прижимают верхней стороной 53а к нижней стороне первого штабеля 61. После этого новый блок 53 подовых плит вместе с лежащим на нем первым штабелем 61 поднимают выше посредством пуансона 72а подъемного устройства 72 и первый штабель 61 с его прежним самым нижним блоком 53 подовых плит приподнимают от горизонтальных удерживающих штырей соответствующего ему удерживающего устройства 71. За счет горизонтального расхождения несущих удерживающие штыри салазок штыри выходят из прежнего самого нижнего блока 53 подовых плит первого штабеля 61. Первый штабель 61 поднимают еще выше посредством пуансона 72а подъемного устройства 72, пока боковые удерживающие отверстия нового и теперь самого нижнего блока 53 подовых плит первого штабеля 61 не будут ориентированы по горизонтальным удерживающим штырям удерживающего устройства 71. Теперь обе салазки удерживающего устройства 71 сдвигают вместе, и удерживающие штыри входят в удерживающие отверстия нового самого нижнего блока 53 подовых плит первого штабеля 61. Затем пуансон 72а подъемного устройства 72 опускают в его нижнее исходное положение, причем он сначала устанавливает первый штабель 61 на удерживающие штыри удерживающего устройства 71, прежде чем он опустится под транспортную плоскость нижнего горизонтального транспортера 69. После этого нижний горизонтальный транспортер 69 транспортирует следующий, уже загруженный исходным продуктом на его верхней стороне 53а блок 53 подовых плит под нижний конец первого штабеля 61, и начинается следующий процесс штабелирования.
Во время каждого процесса штабелирования выполненная на верхней стороне 53а интегрируемого блока 53 подовых плит и уже загруженная исходным продуктом нижняя полуформа устанавливается своими направленными вверх уплотнительными планками снизу на направленные вниз уплотнительные планки выполненной на нижней стороне 53b самого нижнего блока 53 подовых плит верхней полуформы, и обе полуформы составляются в закрытую форму для выпечки.
Во время каждого процесса штабелирования на нижнем конце первого штабеля 61 из двух полуформ образуется новая закрытая форма для выпечки, формующая полость которой ограничена вверх и вниз обращенными друг к другу поверхностями для выпечки обоих самых нижних блоков 53 подовых плит первого штабеля 61, а сбоку - прилегающими друг к другу уплотнительными планками этих обоих блоков подовых плит. Эта формующая полость полностью закрыта, за исключением паровыпускных шлицев, выполненных в горизонтально противоположных друг другу уплотнительных планках. Бесформенную массу, заключенную в процессе штабелирования при закрывании формы в ее формующей полости, выпекают в выполненное в виде плоского коржа тонкостенное формованное изделие, в то время как формующая полость вместе с обоими ограничивающими ее блоками 53 подовых плит в первом штабеле 61 постепенно движется вверх через пекарную шахту 57. Во время этого процесса выпечки бесформенная масса вспенивается за счет образующихся в ней газов и распределяется в формующей полости, прежде чем газы покинут формующую полость через паровыпускные шлицы и выйдут из закрытой формы в пекарную шахту 57. Возникающему в формующей полости в процессе выпечки внутреннему давлению, которое на начальном этапе процесса выпечки быстро возрастает, а через короткое время быстро падает, противодействует вес лежащей в данный момент над формующей полостью части первого штабеля 61. Формующая полость движется в первом штабеле 61 во время каждого следующего процесса штабелирования вверх на один этаж, и лежащая над ней часть первого штабеля 61 с каждым отделенным на его верхнем конце блоком 53 подовых плит становится меньше и легче. Во время всего процесса выпечки возникающее в формующей полости внутреннее давление всегда заметно ниже, чем давящее на формующую полость сверху давление веса лежащей над ней части первого штабеля 61. Это достигается за счет большого веса штабеля 61, определяемого весом отдельных блоков 53 подовых плит и числом штабелированных друг на друге блоков 53 подовых плит.
На верхнем конце первого штабеля 61 формующая полость удерживается закрытой в основном весом ограничивающего ее вверх блока 53 подовых плит и с приподниманием этого блока 53 подовых плит при разделении первого штабеля 61 также разделяется. Для отделения блоков 53 подовых плит на верхнем конце первого штабеля 61 захват 74 верхнего горизонтального транспортера 73 перемещают за верхний конец первого штабеля 61 и останавливают, пока первый штабель 61 в процессе штабелирования не будет приподнят установленным под ним подъемным устройством 72 в его самое верхнее положение. Тогда захват 74 захватывает самый верхний блок 53 подовых плит первого штабеля 61 и прочно удерживает его, в то время как подъемное устройство 72 снова опускает первый штабель 61, и прежде второй сверху, а теперь самый верхний блок 53 подовых плит удаляется вниз от удерживаемого захватом 74 блока 53 подовых плит. За счет этого происходит разделение формы для выпечки, образованной прежде обоими самыми верхними блоками 53 подовых плит штабеля 18, причем испеченное формованное изделие остается лежать на верхней стороне теперь самого верхнего блока 53 подовых плит первого штабеля 61 и снимается оттуда, в то время как захват 74 транспортирует снятый блок 53 подовых плит к верхнему концу второго штабеля 62. Захват 74 верхнего горизонтального транспортера 73 снова перемещают за верхний конец первого штабеля 61, прежде чем он в процессе следующего штабелирования снова не будет приподнят своим подъемным устройством 72 в свое самое верхнее положение и пока не начнется следующий процесс его разделения.
При ограниченной конструктивной высоте хлебопекарной печи имеющаяся в распоряжении для соответствующего штабеля высота может быть слишком мала, чтобы на ведущем вертикально вверх транспортном тракте всегда поддерживать вес давящей на форму для выпечки части штабеля, превышающий внутреннее давление, действующее на полуформы в процессе выпечки. Для того чтобы у такой печи с уменьшенной высотой штабеля можно было поддерживать низким собственный вес штабелируемых блоков подовых плит, нижнему концу укороченного штабеля соответствует исполнительное устройство, которое во время каждого процесса штабелирования блокирует блокирующие устройства или затягивает зажимные устройства, общие для нового блока подовых плит и для самого нижнего блока подовых плит штабеля.
При укороченном штабеле процесс штабелирования протекает немного иначе, чем при штабеле достаточной высоты. Загруженный исходным продуктом на своей верхней стороне новый блок подовых плит транспортируют нижним горизонтальным транспортером под нижний конец укороченного штабеля. Установленное под укороченным штабелем подъемное устройство приподнимает своим подъемным пуансоном новый блок подовых плит с нижнего горизонтального транспортера и прижимает его снизу к нижней стороне штабеля, закрепленного на своем самом нижнем блоке подовых плит посредством соответствующего ему удерживающего устройства. Как только новый блок подовых плит своей верхней стороной будет уложен на нижнюю сторону самого нижнего блока подовых плит штабеля, исполнительное устройство блокирует блокирующие устройства или затягивает зажимные устройства, общие для обоих блоков подовых плит, за счет чего новый блок подовых плит интегрируют в штабель в качестве его самого нижнего блока подовых плит. После этого удерживающее устройство штабеля отделяют от его прежнего самого нижнего блока подовых плит, штабель поднимают подъемным устройством с его новым самым нижним блоком подовых плит к удерживающему устройству, которое приводят в зацепление с новым самым нижним блоком подовых плит штабеля и удерживают его до следующего процесса штабелирования.
Второй штабель 62, который образует ведущий вертикально вверх в печи 48 транспортный тракт 50, состоит из прилегающих друг к другу блоков 53 подовых плит, которые на его верхнем конце в результате следующих друг за другом, выполняемых верхним штабелирующим устройством 76 процессов штабелирования последовательно интегрируют во второй штабель 62 и после прохождения второго штабеля 62 и пекарной шахты 57 снова последовательно удаляют с нижнего конца второго штабеля 62 посредством нижнего разделительного устройства 77.
Во время каждого процесса штабелирования снятый с первого штабеля 61 блок 53 подовых плит в качестве нового блока 53 подовых плит интегрируют сверху во второй штабель 62. Захват 74 верхнего горизонтального транспортера 73 устанавливает новый блок 53 подовых плит его нижней стороной 53b на загруженную исходным продуктом верхнюю сторону 53а самого верхнего блока 53 подовых плит второго штабеля 62. При этом выполненная на нижней стороне 53b интегрируемого в блок 53 подовых плит верхняя полуформа своими направленными вниз уплотнительными планками устанавливается сверху на направленные вверх уплотнительные планки выполненной на верхней стороне 53а самого верхнего блока 53 подовых плит второго штабеля 62 и уже загруженной исходным продуктом нижней полуформы. Как только оба блока 53 подовых плит будут уложены друг на друга своими обращенными друг к другу уплотнительными планками или поверхностями 51, 52 для штабелирования, будут блокированы блокирующие устройства 54 или затянуты зажимные устройства 83, общие для обоих блоков 53 подовых плит. За счет этого оба образующих закрытую форму для выпечки блока 53 подовых плит жестко соединяются между собой, и новый блок 53 подовых плит интегрируют во второй штабель 62.
Образованная в процессе штабелирования закрытая форма для выпечки имеет формующую полость, которая полностью закрыта, за исключением паровыпускных шлицев, выполненных в горизонтально противоположных друг другу уплотнительных планках, и удерживается закрытой блокированными блокирующими устройствами 54 или затянутыми зажимными устройствами 83 несмотря на возникающее в ней в процессе выпечки внутреннее давление. Эта форма для выпечки перемещается вместе с обоими образующими ее блоками 53 подовых плит и жестко соединяющими их между собой блокирующими устройствами 54 или зажимными устройствами 83 во время каждого следующего процесса штабелирования во втором штабеле 62 на один этаж вверх и, тем самым, периодически через пекарную шахту 57. При прохождении пекарной шахты 57 бесформенная масса, заключенная в процессе штабелирования при закрывании формы в ее формующей полости, выпекается в выполненное в виде плоского коржа тонкостенное формованное изделие. Во время этого процесса выпечки бесформенная масса вспенивается за счет образующихся в ней газов и распределяется в формующей полости, прежде чем газы покинут формующую полость через паровыпускные шлицы и выйдут из закрытой формы в пекарную шахту 57. Прежде чем форма для выпечки достигнет самого нижнего положения во втором штабеле 62, а оба ограничивающих ее формующую полость блока 53 подовых плит образуют предпоследний и последний блоки 53 подовых плит второго штабеля 62, блокирующие устройства 54 или зажимные устройства 83 будут ослаблены. При разделении второго штабеля 62 нижним разделительным устройством 77 последний блок 53 подовых плит второго штабеля 62 отделяют от его предпоследнего блока 53 подовых плит и с разделением формы опускают вниз от предпоследнего блока 53 подовых плит. Изготовленное в этой форме тонкостенное формованное изделие остается лежать на верхней стороне 53а опущенного блока 53 подовых плит.
При разделении второго штабеля 62 его захватывают пуансоном 79а установленного под ним подъемного устройства 79 за нижнюю сторону его последнего блока 53 подовых плит и приподнимают от боковых удерживающих штырей соответствующего ему удерживающего устройства 78. Удерживающие штыри за счет горизонтального раздвигания несущих их салазок выходят из последнего блока 53 подовых плит второго штабеля 62. Затем второй штабель 62 опускают подъемным устройством 79, пока боковые удерживающие отверстия его предпоследнего блока 53 подовых плит не будут ориентированы по горизонтальным удерживающим штырям удерживающего устройства 78. Теперь обе салазки удерживающего устройства 78 сдвигают вместе, и удерживающие штыри входят в удерживающие отверстия предпоследнего блока 53 подовых плит второго штабеля 62. После этого пуансон 79а подъемного устройства 79 опускают в его нижнее исходное положение. При этом сначала второй штабель 62 своим предпоследним блоком 53 подовых плит устанавливают на удерживающие штыри удерживающего устройства 79, а затем его прежде последний блок 53 подовых плит отделяют от его предпоследнего блока 53 подовых плит и отделенный, прежде последний блок 53 подовых плит опускают дальше пуансоном 79а подъемного устройства 79 и вместе с испеченным, лежащим на его верхней стороне 53а формованным изделием устанавливают на нижний горизонтальный транспортер 69. Испеченное формованное изделие снимают на нижней позиции 60 извлечения печи 48 с этого блока 53 подовых плит и через нижнюю позицию 80 выгрузки выгружают из печи 48. Удаленный со второго штабеля 62 блок 53 подовых плит транспортируют нижним горизонтальным транспортером 69 сначала к нижней позиции 56 загрузки печи 48, на которой его снова загружают исходным продуктом, а затем к нижнему концу первого штабеля 61.
На фиг. 14 изображена хлебопекарная печь 86 с двумя встречными вертикальными транспортными трактами 87, 88 для изготовления тонкостенных формованных изделий, образованными постоянно возобновляемыми штабелями из свободно прилегающих друг к другу закрытых блоков 89 форм для выпечки.
Для образования открываемых и закрываемых форм предусмотрены используемые только с одной стороны штабелируемые подовые плиты 90, 91, которые на своих передних сторонах 90а, 91а выполнены в виде верхних и нижних полуформ, а на своих задних сторонах 90b, 91b снабжены ребрами 92, 93 жесткости, между которыми выполнены нагревательные каналы 94, 95.
У подовых плит для хлебопекарных печей с газовым обогревом через эти нагревательные каналы в пекарной шахте протекают горячие газы для обогрева. У подовых плит для хлебопекарных печей с электрообогревом в нагревательных каналах расположены электронагревательные элементы.
Подовые плиты 90, 91 имеют на своих передних 90а, 91а и задних 90b, 91b сторонах взаимно соответствующие друг другу поверхности 96а, 96b, 97а, 97b для штабелирования, с которыми они могут быть штабелированы друг на друге стороной 90а к стороне 91а, а стороной 90b - к стороне 91b. Для образования закрытой формы штабелируемые подовые плиты 90, 91 попарно укладывают друг на друга их передними сторонами 90а, 91а и на противоположных друг другу торцах формы жестко соединяют между собой посредством размещенных на них блокирующих устройств 98 или устанавливаемых на них снаружи самостопорящихся зажимных устройств 99 в закрытый блок формы, который в виде жесткого тела транспортируют через вертикальные транспортные тракты 87, 88.
Формы, образованные используемыми только с одной стороны штабелируемыми подовыми плитами 90, 91, рассчитаны на изготовление определенного тонкостенного формованного изделия. Каждая форма состоит из верхней подовой плиты 90, передняя сторона 90а которой выполнена в качестве верхней полуформы, и из нижней подовой плиты 91, передняя сторона 91а которой выполнена в качестве нижней полуформы.
Формы для изготовления прямоугольных плоских коржей образуют из штабелируемых подовых плит, имеющих, в основном, прямоугольное тело подовой плиты, на передней стороне которого выполнена, в основном, плоская прямоугольная поверхность для выпечки, ограниченная боковыми уплотнительными планками, интегрированными в поверхности для выпечки передней стороны подовой плиты. Две прилегающие друг к другу своими передними сторонами подовые плиты прилегают друг к другу уплотнительными планками своих обращенных друг к другу полуформ и образуют закрытую форму, которая полностью закрыта, за исключением выполненных в одной из уплотнительных планок паровых каналов.
Формы для изготовления круглых, треугольных, пятиугольных или веерообразных плоских коржей образуют из штабелируемых подовых плит, имеющих, в основном, прямоугольное тело подовой плиты, которое несет на своей передней стороне круглую, треугольную, пятиугольную или веерообразную поверхность для выпечки, ограниченную боковыми уплотнительными планками, в которые интегрированы поверхности для штабелирования передней стороны.
Формы для изготовления круглых, треугольных, пятиугольных или веерообразных плоских коржей могут быть образованы из штабелируемых подовых плит, имеющих соответствующее форме изготавливаемых коржей прямоугольное тело круглого, треугольного, пятиугольного или веерообразного контура.
Формы для изготовления тонкостенных формованных изделий, выполненных в виде прямоугольных, неглубоких, открытых вверх чашек, образуют из штабелируемых подовых плит, в основном, с прямоугольным телом подовой плиты. Каждая верхняя подовая плита имеет на своей передней стороне поверхность для выпечки, которая снабжена соответствующим форме чашки возвышением и ограничена боковыми уплотнительными планками, которые соответствуют контуру чашки и имеют поверхности для штабелирования передней стороны верхних подовых плит. Каждая нижняя подовая плита имеет на своей передней стороне поверхность для выпечки, которая снабжена соответствующим форме чашки углублением и ограничена боковыми уплотнительными планками, которые соответствуют контуру чашки и имеют поверхности для штабелирования передней стороны нижних подовых плит.
Формы для изготовления тонкостенных формованных изделий, выполненных в виде плоских коржей без четко определенных краев, образуют из штабелируемых подовых плит, каждая из которых имеет прямоугольное тело, на передней стороне которого выполнена плоская поверхность для выпечки, соответствующая данной форме контура изготавливаемых плоских коржей, и размещены определяющие толщину стенки формованных изделий распорки, в которые интегрированы поверхности для штабелирования передней стороны.
На фиг. 15 изображен блок 89 формы для выпечки, образованный двумя штабелируемыми, жестко соединенными между собой с боков подовыми плитами 90, 91. Подовые плиты 90, 91 снабжены на двух противоположных друг другу торцах блока формы для выпечки расположенными на расстоянии друг от друга блокирующими устройствами 98, верхние части которых выполнены на блокировочном отрезке 90с верхней подовой плиты 90, а нижние части - на блокировочном отрезке 91с нижней подовой плиты 91. У каждого блокирующего устройства верхняя часть выполнена в виде снабженной горизонтальным отверстием 98а прямоугольной проушины 98b, которая выступает вертикально вниз от нижней стороны блокировочного отрезка 90с верхней подовой плиты 90. Нижняя часть имеет открытый вверх вертикальный приемный шлиц 98с для проушины 98b, выполненный на верхней стороне блокировочного отрезка 91с нижней подовой плиты 91, и проходящий внутри блокировочного отрезка 91с поперек проушины 98b, открытый сбоку рабочий шлиц 98d, в котором размещен установленный с возможностью горизонтального перемещения палец 98е с клинообразным острием 98f. При штабелировании друг на друге обеих подовых плит 90, 91 проушина 98b верхней подовой плиты 90 входит в приемный шлиц 98с нижней подовой плиты 91. Для жесткого соединения обеих подовых плит 90, 91 палец 98е блокирующего устройства 98 вводят его клинообразным острием 98f посредством внешнего исполнительного устройства (не показано) в проушину 98а, пока верхняя подовая плита 90 не будет затянута на нижней подовой плите 91 и обе плиты 90, 91 не образуют закрытый блок 89 формы, который может быть транспортирован и штабелирован в виде жесткого тела.
На фиг. 16 изображена другая форма выполнения закрытого блока 100 формы, который может быть транспортирован и штабелирован в виде жесткого тела. Блок 100 формы образуют двумя штабелируемыми подовыми плитами 101, 102, соответствующими, в основном, подовым плитам 90, 91 на фиг. 15. Штабелируемые подовые плиты 101, 102 жестко соединены между собой на противоположных торцах блока 100 формы посредством самостопорящихся зажимных устройств 99. Зажимные устройства 99 состоят каждое из двух размещенных на верхней 101 и нижней 102 подовых плитах зажимных отрезков 103, 104 и, в основном, С-образной скобы 105, которая обоими своими выполненными в качестве зажимных отрезков концами 106, 107 может быть надета со самостопорящимся фрикционным зацеплением с силовым замыканием на оба зажимных отрезка 103, 104 подовых плит 101, 102. Зажимной отрезок 103 верхней подовой плиты 101 имеет на своей верхней стороне верхнюю зажимную поверхность 103а, а зажимной отрезок 104 нижней подовой плиты 102 на своей нижней стороне - нижнюю зажимную поверхность 104а. Скоба 105 имеет на обоих своих концах 106, 107 обращенные друг к другу зажимные поверхности 106а, 107а. При штабелировании друг на друге обеих подовых плит 101, 102 блокировочные отрезки 103 верхней подовой плиты 101 находятся над блокировочными отрезками 104 нижней подовой плиты 102. Для жесткого соединения обеих подовых плит 101, 102 скобу 105 ее обращенными друг к другу зажимными поверхностями 106а, 107а надевают на обращенные друг от друга зажимные поверхности 103а, 104а блокировочных отрезков 103, 104 обеих подовых плит 101, 102 и приводят эти зажимные поверхности в самостопорящееся фрикционное зацепление с силовым замыканием. Скобу 105 движут ее зажимными поверхностями 106а, 107а вдоль зажимных поверхностей 103а, 104а обеих подовых плит 101, 102, пока сначала не будет устранен необходимый для надевания скобы 105 люфт и обе подовые плиты 101, 102 не образуют закрытый блок 100 формы, который может быть транспортирован и штабелирован в виде жесткого тела.
В хлебопекарной печи на фиг. 14 тонкостенные формованные изделия изготовляют в образованных штабелируемыми подовыми плитами 90, 91, 101, 102 блоках форм для выпечки, движущихся по замкнутому контуру. Этот контур состоит из двух расположенных рядом на расстоянии друг от друга встречных вертикальных транспортных трактов 87, 88 для закрытых блоков 98, 100 форм для выпечки и двух расположенных друг над другом встречных, соединяющих между собой вертикальные транспортные тракты 87, 88 горизонтальных транспортных трактов 108, 109, на которых блоки форм для выпечки транспортируют от одного вертикального транспортного тракта к другому и при этом на последовательно проходимых рабочих позициях открывают, опорожняют, заново загружают и опять закрывают.
На ведущем вертикально вверх транспортном тракте 87 закрытые блоки 98, 100 форм для выпечки проходят первый штабель, состоящий из свободно прилегающих друг к другу закрытых блоков 98, 100 форм для выпечки, которые на его нижнем конце за счет следующих друг за другом, выполняемых нижним штабелирующим устройством процессов штабелирования последовательно интегрируют в первый штабель, а после прохождения первого штабеля и пекарной шахты снова последовательно снимают с верхнего конца первого штабеля посредством верхнего разделительного устройства.
На ведущем вертикально вниз транспортном тракте 88 закрытые блоки 98, 100 форм для выпечки проходят второй штабель, также состоящий из свободно прилегающих друг к другу закрытых блоков форм для выпечки, которые на его верхнем конце за счет следующих друг за другом, выполняемых верхним штабелирующим устройством процессов штабелирования последовательно интегрируют во второй штабель, а после прохождения второго штабеля и пекарной шахты снова последовательно снимают с нижнего конца второго штабеля посредством нижнего разделительного устройства.
| название | год | авторы | номер документа |
|---|---|---|---|
| ХЛЕБОПЕКАРНАЯ ПЕЧЬ С СОСТОЯЩИМИ ИЗ ДВУХ ПОЛУФОРМ ОТКРЫВАЕМЫМИ И ЗАКРЫВАЕМЫМИ ФОРМАМИ ДЛЯ ВЫПЕЧКИ ТОНКОСТЕННЫХ ФОРМОВАННЫХ ИЗДЕЛИЙ | 1998 |
|
RU2193849C2 |
| ЗАГРУЗОЧНОЕ УСТРОЙСТВО ДЛЯ ХЛЕБОПЕКАРНЫХ ПЕЧЕЙ ДЛЯ ИЗГОТОВЛЕНИЯ ВЫПЕЧНЫХ ФОРМОВАННЫХ ИЗДЕЛИЙ | 2001 |
|
RU2297144C2 |
| ХЛЕБОПЕКАРНАЯ ПЕЧЬ ДЛЯ ИЗГОТОВЛЕНИЯ ПЕЧЕНЫХ ФОРМОВАННЫХ ИЗДЕЛИЙ | 2001 |
|
RU2331195C2 |
| МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ РОЖКОВ | 1998 |
|
RU2202205C2 |
| УСТАНОВКА ДЛЯ ВЫПЕЧКИ БЕСКОНЕЧНЫХ ЛЕНТ | 1997 |
|
RU2193314C2 |
| ПЕЧЬ | 2009 |
|
RU2504155C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ВЫПЕЧНЫХ ИЗДЕЛИЙ | 2012 |
|
RU2599832C2 |
| Форма для выпечки вафель | 1979 |
|
SU1106443A3 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ВАФЕЛЬНЫХ ФОРМОВАННЫХ ИЗДЕЛИЙ, ВЫПЕЧЕННЫХ ПОД ДАВЛЕНИЕМ | 2014 |
|
RU2656415C2 |
| Способ изготовления пустотелой выпечки и устройство для его осуществления | 1982 |
|
SU1512470A3 |
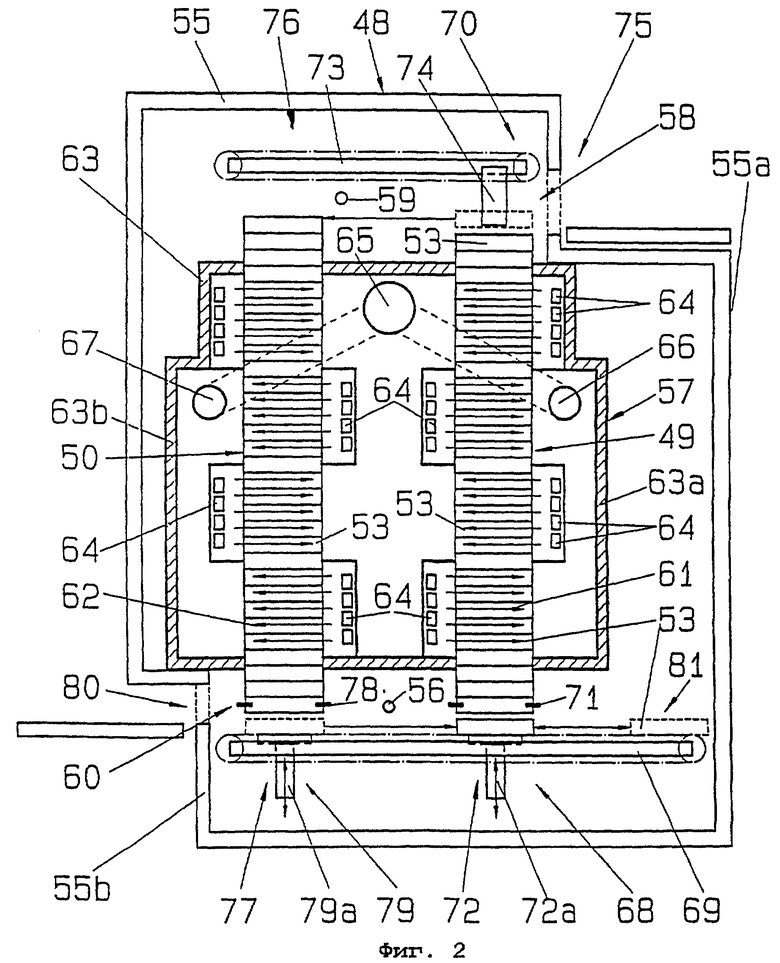
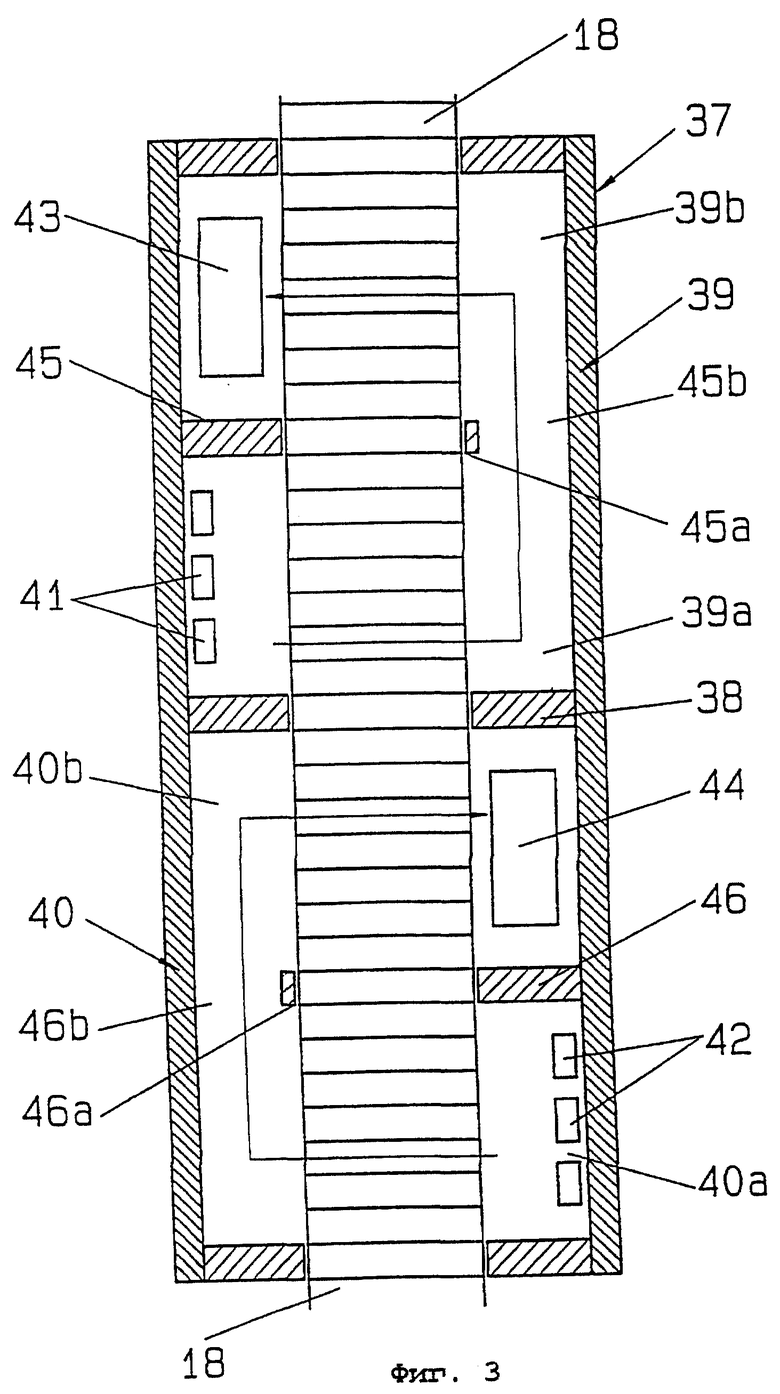
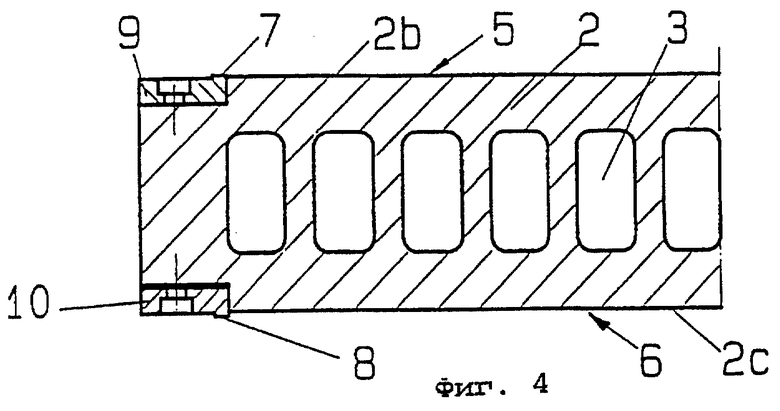
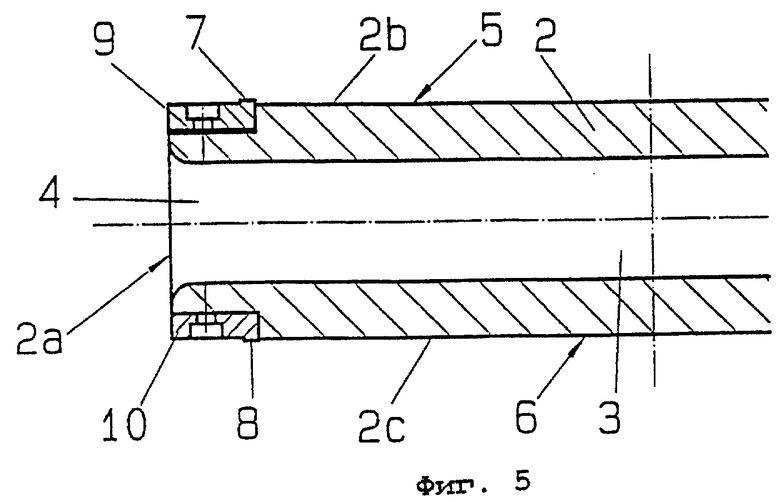
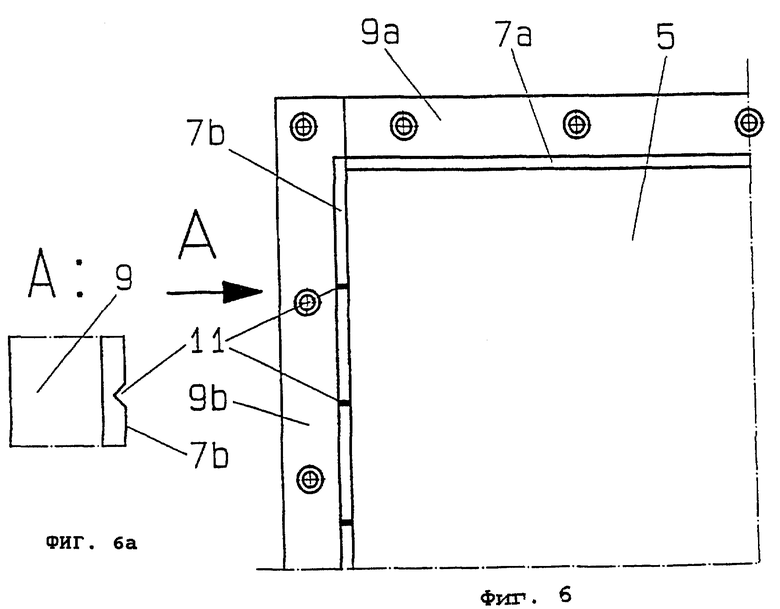
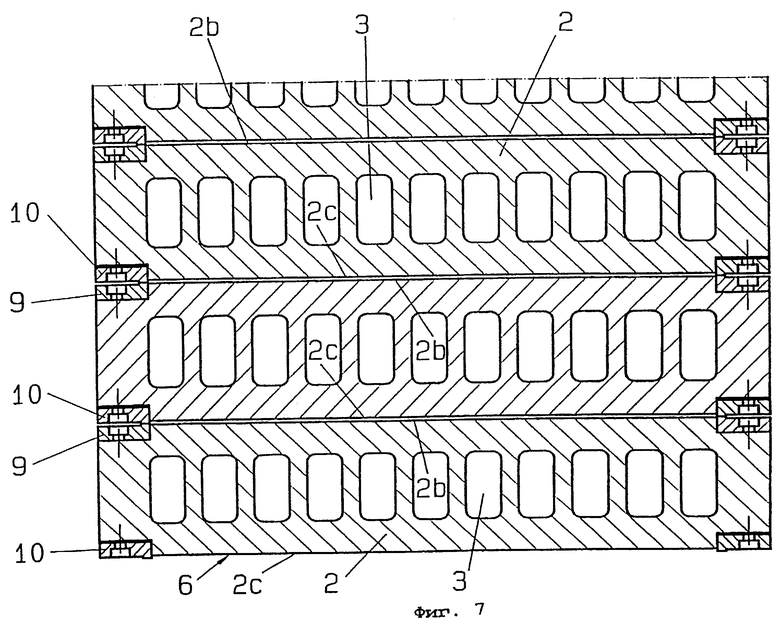
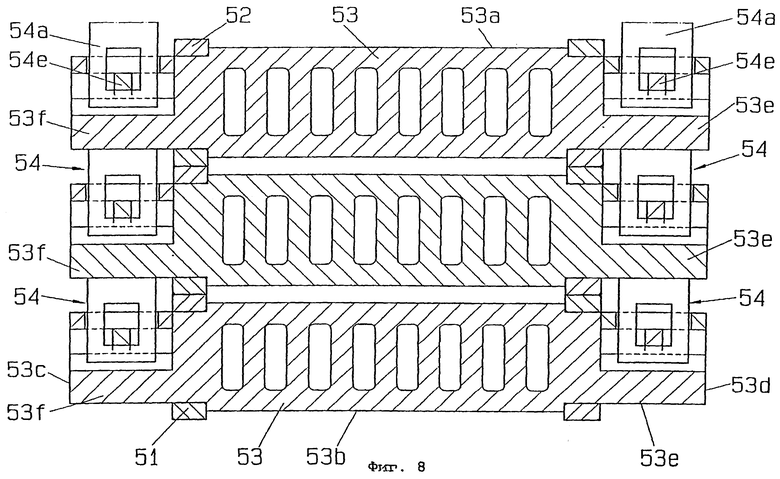
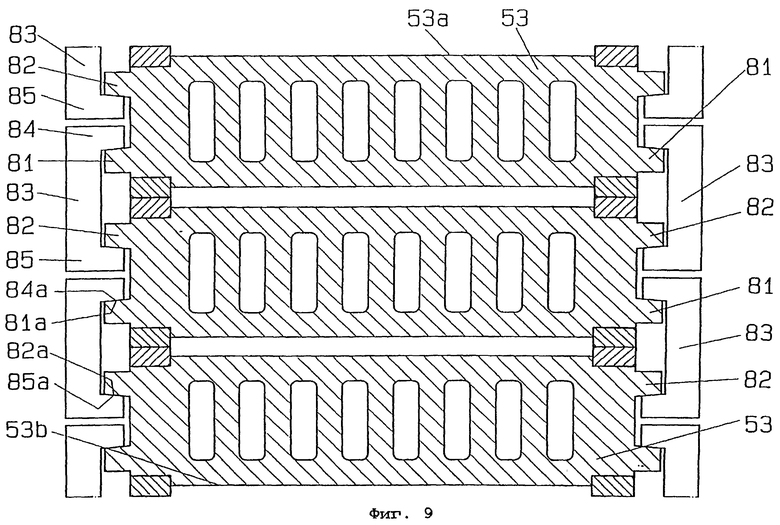
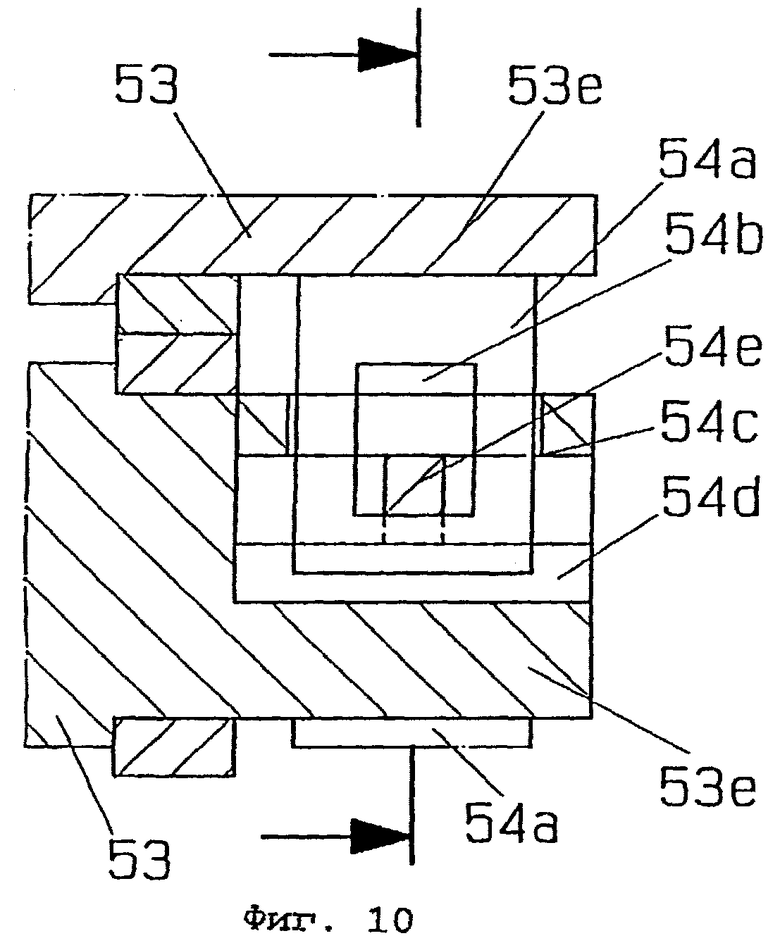
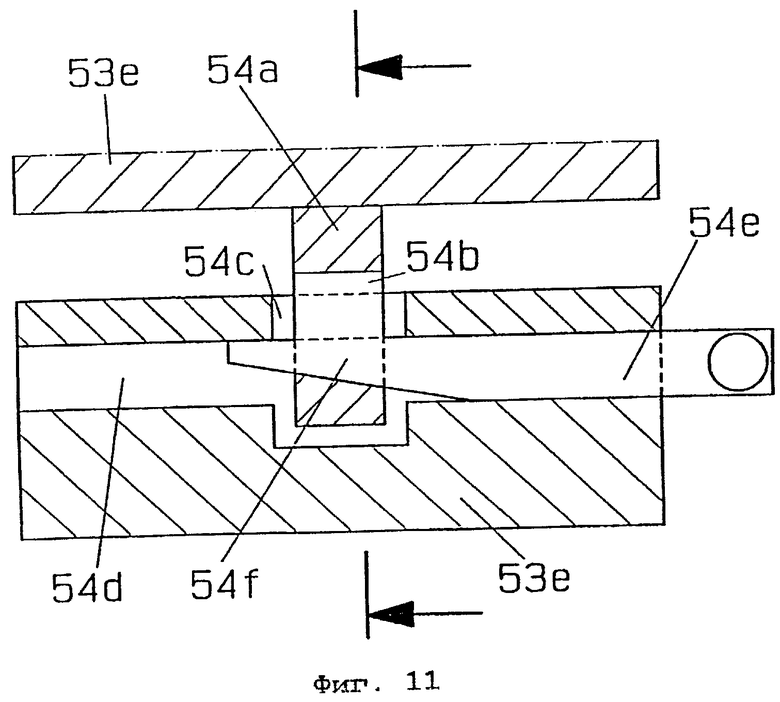
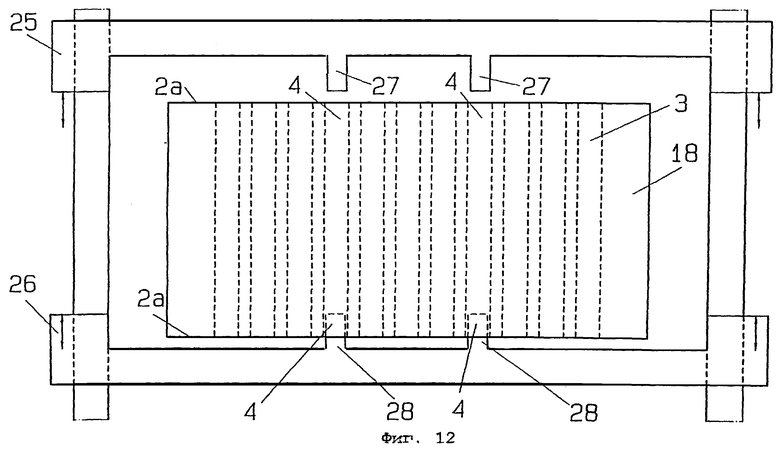
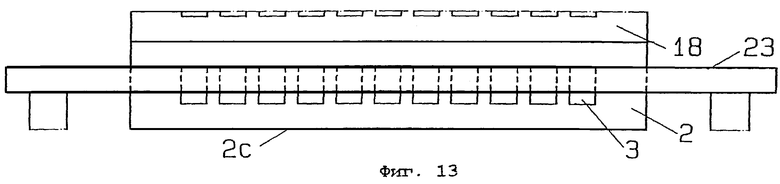
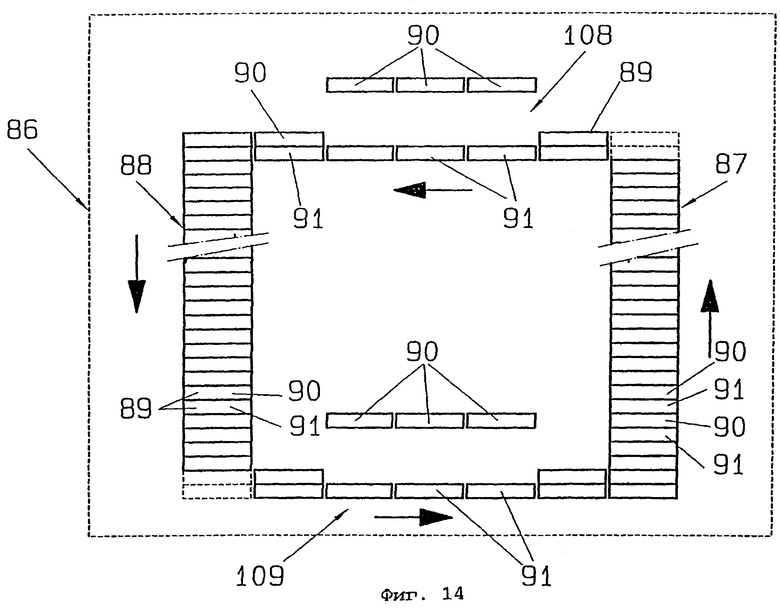
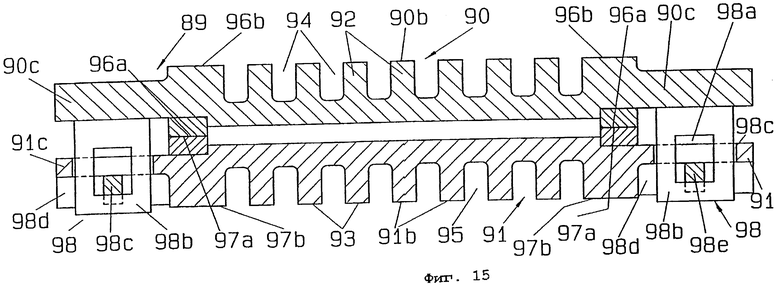
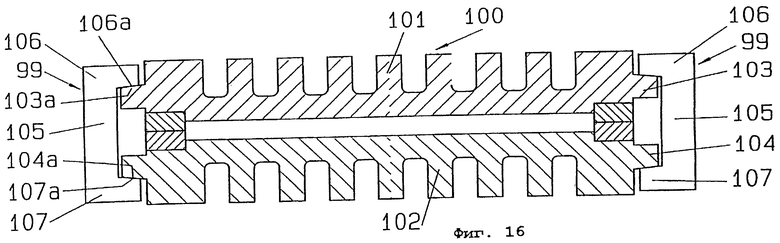
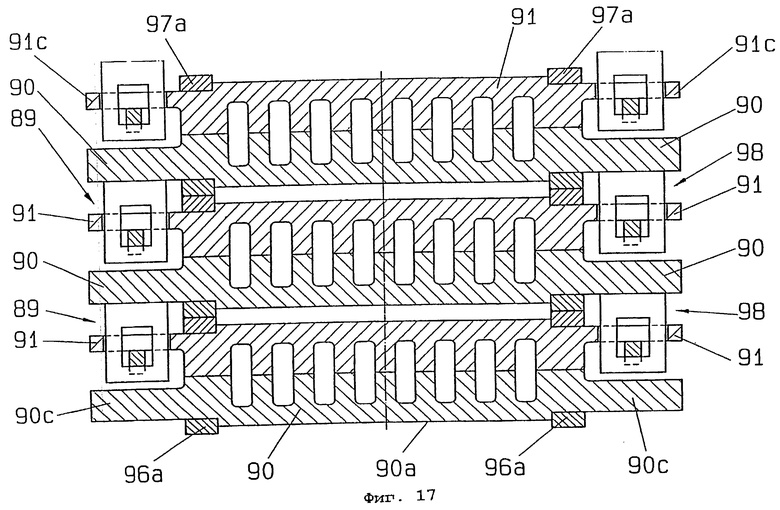
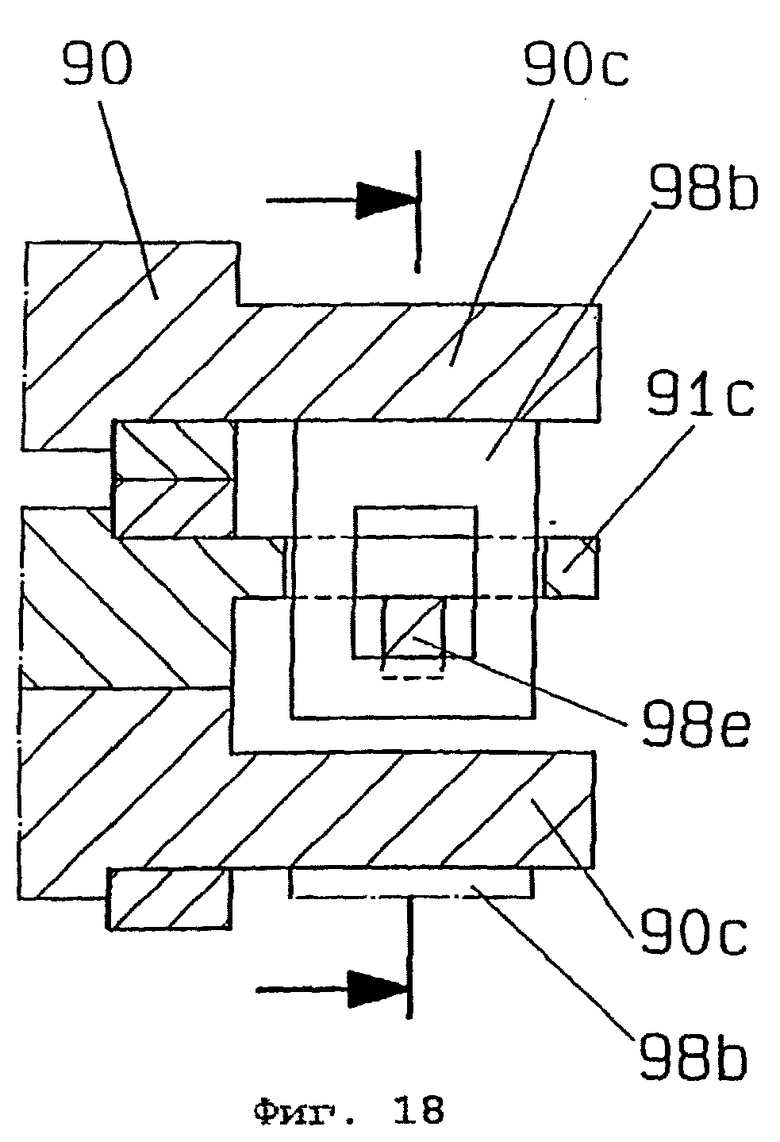
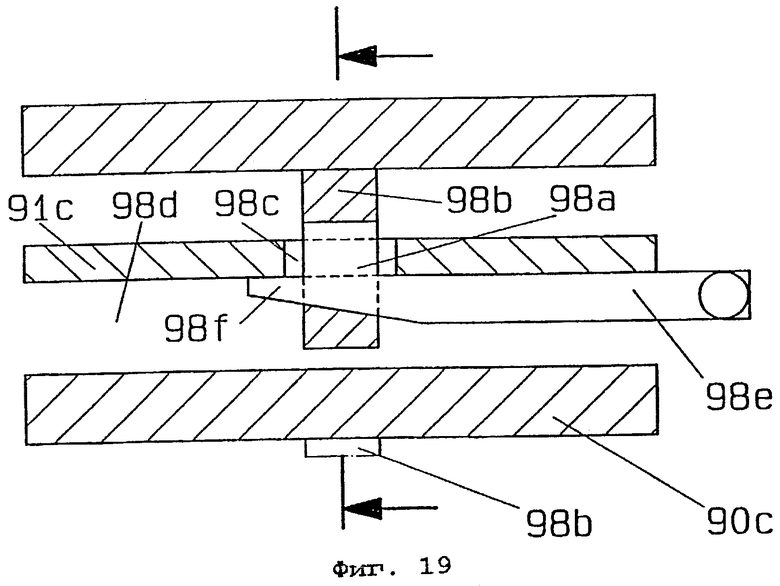
Хлебопекарная печь предназначена для изготовления тонкостенных формованных изделий в открываемых и закрываемых формах для выпечки, которые своими полуформами определяют внешний вид изготовленных в них формованных изделий. Полуформы образуются попарно штабелируемыми друг на друге для образования форм для выпечки подовыми плитами, транспортируемыми по замкнутому контуру. Контур содержит два встречных вертикальных транспортных тракта, на которых соответственно предусмотрен штабель из горизонтально штабелированных подовых плит, непрерывно заново образуемый на одном конце за счет непрерывного добавления загруженной исходным продуктом подовой плиты, а на другом конце непрерывно разделяемый за счет удаления одной подовой плиты. В этом штабеле подовые плиты и образованные ими формы периодически перемещаются через пекарную шахту к позиции извлечения, в то время как в формах исходный продукт выпекается в тонкостенные формованные изделия, извлекаемые на позиции извлечения из форм при их разделении. Выполнение печи, согласно изобретению, позволяет значительно уменьшить количество постоянно движущихся деталей печи за счет замены проходящего вдоль пекарной шахты или через нее транспортного устройства на постоянно возобновляемый штабель форм, который за пределами пекарной шахты непрерывно заново образуют или разделяют. Постоянно возобновляемый штабель форм требует значительно меньше обслуживания. 15 з.п.ф-лы, 19 ил.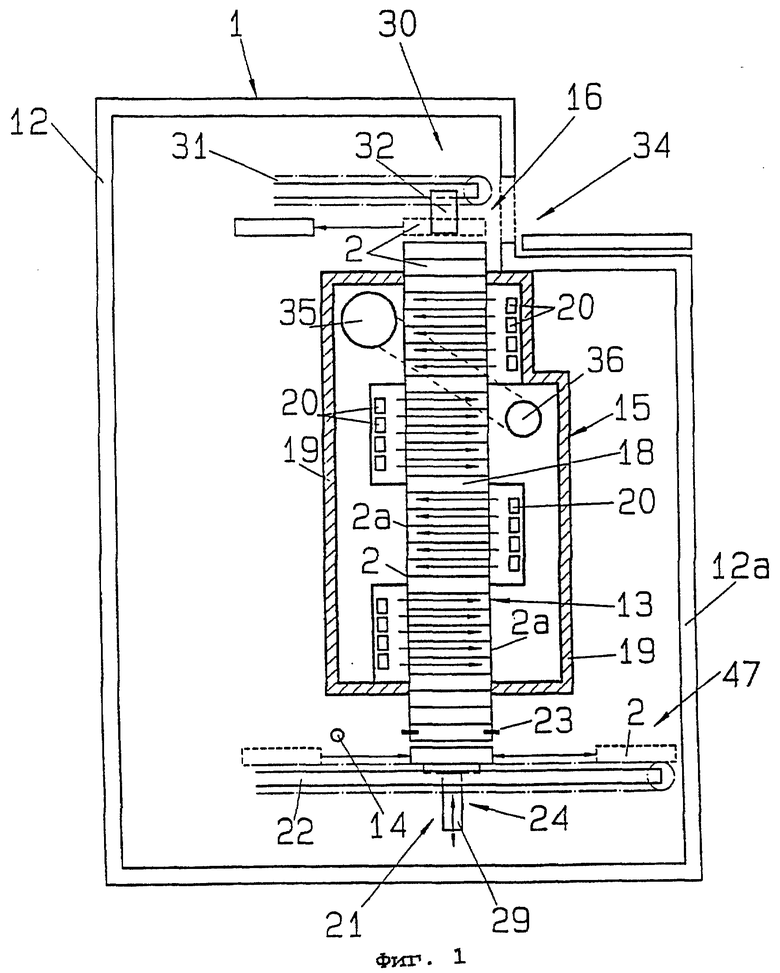
| WO 9526635 А, 12.10.1995 | |||
| Рудничный пневмобаллон | 1978 |
|
SU714019A2 |

