74/5
С71
77
77
ts5
Oiib
31
Изобретение относится к кондитерской промышленности, а именно к способу изготовления пустотелых конди- терских изделий, начиненных различными начинками.
Известно, устройство для изготовления пустотелой выпеченной заготовки для приема мягкой массы начинки, причем лента выпеченной заготовки снабжается на одной стороне покрывающим слоем, изолируюпщм от массы начинки, например шоколадным, и накатывается, будучи обращенной этим Слоем внутрь, с непрерывным винтовым перекрьгоанием по накатной оправке. до получения бесконечного гильзооб- разного корпуса. Вследствие этого витки выпеченной заготовки склеиваются в зонах перекрывания шоколадным слоем друг с другом. Пркрывающий изолирующий слой при этом наносится распьшением либо разбрызгиванием, либо поливом на ленту выпеченной заготовки. В полученную таким образом пустотелую выпеченную заготовку вводится через центральное продольное отверстие накатной справки - масса начинки.
Однако в устройстве выбор наносимых на ленту выпеченной заготовки масс ограничен распыляюш;имися либо разбрызгивающимися, либо разливаю- шлмися при температуре помещения веществами или веществами, приводи- мыми в такое состояние нагревом.
Кроме того, в известном устройстве существует возможность улетучивания примененного для создания .распыленных масс или разбрызгиваемых масс воздуха. Нанесенные массы должны быть после нанесения еще нас-толь- ко эластичными, чтобы они при последующей накатке ленты выпеченной заготовки оставались сцепленными с . этой лентой или могли с нею деформироваться при ее изгибе. Далее эти вещества должны сохранять достаточную клейкость во время накатки ленты выпеченной заготовки, чтобы оставаться сцепленными с.внешней стороной ленты. При этом само наносимое вещество должно поддержать плотность изолирующего слоя при вызываемом процессом накатки сплюшдвании слоя. Это происходит при ожижаюищхся теплом веществах, например вследствие контакта с внешней стороной еще теп- лой ленты выпеченной заготовки, по- скольку температура ленты для этого
04
достаточна. Применение веществ, не распыляющихся, не разбрызгивающихся или же разливаюш11хся уже при рабочей температуре накатного устройства, либо плавящихся от контакта с лентой выпеченной заготовки для данного вида нанесения покрытия непригодно. Целью изобретения является улучшение качества и повышение производительности.
С помощью предложенного способа одну или несколько покрываюшлх масс в.пастообразном, жидком или пригодном для намазывания состояния вначале подводят через одно или несколько отверстий, предусмотренных на торцовой стороне оправки, либо на продолжении оправки в направлении
транспортирования гильзообразного корпуса, и/или выпускают через одно или несколько отверстий, предусмотренных на боковой поверхности оправки или на сулсающейся в торцу
зоне перехода части оправки, в этом состоянии массу (массы) намазывают для образования покрытия самой на- вивочной оправкой ираспределяют по внутренней стороне полого корпуса,
затем в конкретном случае наносимый после нанесения массы (масс) на таковую (таковые) сыпучий материал и/или вводимая в гильзообразный .корпус начинка подается через оправку.
При помоищ способа по изобретению предотвращается всякое нежелательное повреждение полости гильзообразного корпуса или разделяющего устройства, ибо не происходит никакого распыления наносимых масс и тем самым заполнения взвешенным материалом внутреннего пространства гильзообразного корпуса. Далее можно наряду с жидки- ми веществами наносить и такие массы,
которые не сжижаются и под воздействием тепла.Если наносить по изобретению на выпеченную ленту вещества, точка плавления которых выше температуры ленты во время процесса накатки, то эти вещества нужно нагревать лишь настолько, чтобы они были как раз вязкотекучими при нанесении. При этом нанесению способствует еще и то, что масса после попадания на
внутренюю сторону распределяется. Благодаря распределению нанесенной массы достигается ее надежный контакт с выпеченной лентой. Консистенция распределяемой массы при этом
.
51
выбирается именно так, чтобы силы, необходимые для распределения, на внутренней стороне накатываемого корпуса не вызвали никакого поврежде НИН последнего.
После нанесения массы наносят на внутреннюю стенку гильзообразного корпуса сьшучий материал. Этот сыпучий материал наносится сквозь оправку на, например, еще клейкую массу покрытия, чем повышается шероховатость поверхности внутренней стороны покрытого гильзообразного корпуса, благодаря чему внесенная дополнительно масса начинки лучше удерживается в пустотелом пирожном. При этом в качестве, преимущественно, зернистого сыпучего материала применяют кристаллический сахар, грильяж, тертые орехи или хрустящий рис. Но можно наносить на массу покрытия и порошкооб- разньш сыпучий материал, например сахарную пудру или т.п.
Массу начинки вводят через саму оправку внутрь гильзообразного корпуса еще до того, как последний будет разделен на отдельные куски, причем нужный изолирующий разделительный слой между вьшеченной лентой и массой начинки может оказаться уже нанесенным на внутреннюю сторону гильзообразного корпуса. При отделении кусков от бесконечного гильзообразного корпуса немедленно получается готовое покрытое внутри слоем и науиненное пустотелое пирожное, которое необходимо только упаковать, .Путем покрытия уже окончательно накатанного гильзообразного корпуса слоем производят фиксацию положения накатанной выпеченной ленты, в случае вафельной ленты - путем сварки последней, например покрытием паром зон перекрывания витков ленты так, что нанесенной внутри массе не нужно предъявлять таких высоких требований как это необходимо, например, при совместной накатке слоя, нанесенного на выпеченную ленту. Кроме того, предложенный способ позволяет ограничивать количество наносимой массы покрытия объемом, обязательно, не-- обходимым для изоляции,В устройстве согласно изобретению в навивочной оправке, имеющей на свободном конце участок для намазывания , выполнен один или несколько каналов для подачи одной или несколь ких покрьшающих масс с одним или не470
сколькими вьтускнымк отверстиями, расположенными на свободном конце оправки, на ее боковой поверхности, на ее торце или на боковой поверхности вблизи торца, на торцовой поверхности оправки смонтировано приспособление для распределения покрывающей массы, при этом в оправке выя полнен дополнительный канал, расположенный по ее продольной оси для подачи сьтучего материала и/или начиночной массы в полый корпус, выпуклое отверстие (отверстия) которос го расположено за выпускным отверстием (отверстиями) канала для подачи покрывающей массы.
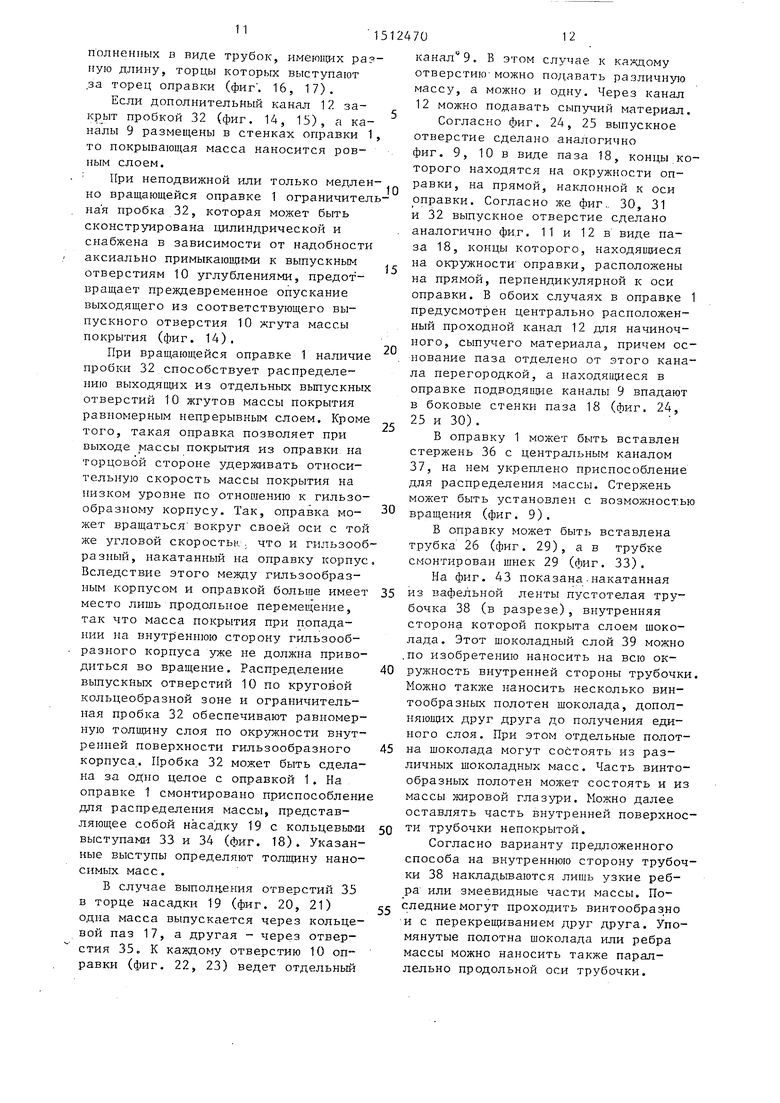
На фиг. 1 изображено устройство для изготовления пустотелой выпечки;
Q на фиг. 2 - разрез А-А на фиг. 1j на фиг. 3 - навивочная оправка и приспособление для распределения массы} на фиг. 4 и 5 - навивовчная оправка с приспособлением для подачи
5 начиночного материала-, на фиг. 6-13 - различные формы выполнения навивоч- ной оправки для нанесения одной массы; на фиг. 14 и 5 - навивочные. оправки для нанесения нескольких . масс (до трех масс); на фиг. 16 и 17 - оправка для нанесения одной массы, на фиг. 18 - оправка для нанесения одной или двух масс; на фиг. 19- 21 - оправки для нанесения двух различных масс; на фиг. 22-36 - оправ5 ки, с помощью которых, пбмимо покрывания внутренней поверхности, гильзообразного корпуса массой, внутрь последнего можно вводить -еще и начиночный или сьшучий материал;
на фиг. 37 - оправка с приспособле- нием дпя распределения массы, с по- ;мощью которой можно наносить две ;массы и вводить внутрь гильзообразного корпуса начиночный или сыпучий
5 материалi на фиг. 38 - вариант навивочной оправки с двумя головками для нанесения двух масс , на фиг. 39-42 - оправки с трубкой из материала с низкой теплопроводностью; на фиг. 430 46 - четыре, вида выполнения пустотелой вьшечки, продольные разрезы. Сущность способа состоит в следующем .
Испеченную мягкую вафельную лен5 ту накатьшают винтообразно непрер ыв- но внахлест через вращающуюся нави- вочную оправку до получения бесконечного гильзообразного вращающегося полого корпуса. Затем производят по0
дачу в образованный полый корпус через навивочную оправку съедобной покрывающей массы, покрывающую массу наносят на внутреннюю сторонуполо- го корпуса для образования слоя покрытия и затем разделяют полученный полый корпус на отдельные куски определенной длины, при этом одну или несколько покрывающих масс в пастообразном, жидком или пригодном для намазывания состоянии вначале подводят через одно или несколько отверстий, предусмотренных на торцовой стороне оправки, либо на продолжении оправки в направлении трянспор ти рования гильзообразного корпуса, и/или выпускают через одно или несколько отверстий, предусмотренных на боковой поверхности оправки или на сужающейся к торцу части оправки. В этом состоянии массу (массы) намазывают для образования покрытия самой навивочной оправкой и распределяют по внутренней стороне полого корпуса, затем в конкретном случае . сьтучий материал и/или начинку подают через оправку отдельно от покрывающей массы или масс и наносят на .покрытие.
Целесообразно образовывать покрытие из нескольких слоев.
Можно образовывать один или каждый отдельный слой пз нескольких масс.
Одну или каждую покрывающую массу можно намазывать в виде винтообразной или продольной полосы.
В1П1тообразную полосу можно нама- зывать внахлест.
Две или несколько полос можно намазывать с частичньм перекрыванием
Целесообразно после намазывания одной или нескольких покрывающих масс по меньщей мере часть толщины покрытия снимать.
Для осуществления способа используют устройство для изготовления пустотелой вьшечки,покрытой по меньшей мере хшстично на внутренней стороне слоем и в конкретном случае начиненной по меньшей мере частично Устройство содержит навивочное приспособление, включающее установленную с возможностью вращения навивочную оправку 15 имеющую свободный конец, на котором выполнен участок 2 для намазывания. В оправке, имеющей участок накатки 3, выполнен по меньшей мере один канал 4 для покрываю
5
0
5
щей с по меньшей мере одним выпускным-отверстием 5. Над оправкой 1 размещен взаимодействующий с ней накаткой ролик 6. Устройство содержит приспособление для подачи мягкой выпечной ленты 7 к навивочному приспособлению, приспособление для подачи по меньшей мере одной покрывающей массы к навивочной оправке, приспособление 8 для разделения полого вафельного корпуса на отдельные куски определенной длины. Это может быть пила, ножницы и т.п.
Накатной ролик 6 смонтирован так, что его ось параллельна оси навивочной оправки и имеет на боковой поверхности нарезку, посредством которой вафельной ленте 7 сообщается i движение.
В навивочной оправке 1 выполнен один или несколько каналов 9 для подачи одной или нескольких покры- . вающих масс с одним или несколькими выпускными отверстиями 10, располо- лсенными на свободном конце оправки, на -ее боковой поверхности, на ее торце или на боковой поверхности вблизи торца. На торцовой поверхности оправки смонтировано приспособление 11 для для распределения покрывающей массы, при этом в оправке выполнен дополнительный канал 12, расположенный по ее продольной оси, для. подачи сыпучего материала и/или начиночной массы в полый корпус. Вы- .пускное отверстие 13 (отверстия) канала 12 расположено за выпускным отверстием (отверстиями) канала 9 . подачи покрывающей массы. Начинка и сыпучий материал подаются из бункера 14 через канал 15 и с помощью сопла 16 вдуваются внутрь гильзообразного корпуса. I
Целесообразно выпускное отверстие 10 канала 9 выполнить круглой формы либо выполнить в виде кольцевого паза 17 или прямоугольного паза 18.
Приспособление 11 для распределения массы может представлять собой насадку 19, расположенную после выпускного отверстия канала для покрывающей массы.
0
5
0
5
0
Несколько каналов в навивочной оправке для под,ачи покрывающей массы могут иметь общее выпускное отверстие, расположенное на участке 2 для намазывания.
Один или несколько каналов 9 в на- вивочной оправке для подачи покрьшаю- щей массы могут иметь раздельные выпускные отверстия 10.
Выпускные отверстия 10 могут быть расположены в насадке и соединены посредством дополнительных каналов 20 с каналами 9 оправки. j Целесообразно насадку Г9 снабдить
дополнительной насадкой 21 с выпускными отверстиями 22, соединенными посредством дополнительных каналов 23 с каналами оправки.
Внутри навивочной оправки может быть смонтирована вдоль ее осевого канала трубка 24, выполненная из материала с низкой теплопроводностью, при этом часть ее боковой поверхности плотно прилегает к поверхности осевого канала, а на другой части поверхности трубки выполнен продольный срез 25, образующий канал для подачи покрывающей массы, соединенный с одним или несколькими отвер- стиями на оправке.
Целесообразно установить в навивочной оправке трубку 26 с зазором к ее внутренним стенкам, при этом приспособление для распределения массы установлено на трубке, торец которой выступает за торец оправки, причем зазор между оправкой и трубкой образует канал для покрывающей массы.
В трубку 26 может быть помещена дополнительная трубка 27, зазор между ними образует канал для подачи покрывающей массы.
Трубки 26 vi 21 могут быть смон
.тйрованы с возможностью поворота.
Внутри канала 12 для начинки может быть установлено приспособление для подачи сьшучегр материала и/или начинки, выподненное в виде винтовых пазов или ребер 28, размещенных на стенке канала для начинки или в виде одного или нескольких приводных шнеков 29. Труб1си 26, 27 могут быть выполнены из теплоизоляционного мате риала. Это необходимо в случае заполнения гильзообразного корпуса мороженым.
Оправка 1 может иметь на конце коническое сужение 30 (фиг. 8). На наружной боковой поверхности оправки вьшолнены четыре вьшускньк от- верстия 10, связанные посредством радиальных каналов 31 с каналом 4
15124
а- ю-
ь ь
10
., 25
35 30
40
. х 45 е е- .Q
гс
7010
для покрывающей массы. Отверстия расположены частично на щлиндричес- кой и частично на конической части оправки. В зависимости от толщины наносимого слоя выбирается угол конуса либо выпускные отверстия смещаются в зону конического сужения 30, С помощью такой оправки могут быть нанесены продольные полосы либо при вращении оправки винтообразные поло- сы, либо при высокой скорости подачи гильзообразного корпуса и его малого вращения можно нанести четьфе перекрывающих одна другую винтообразные полосы.
При выполнении выпускного отверстия в виде прямоугольного паза последний расположен так, что его на- ходяи1 еся на окружности оправки концы оказываются на прямой, наклонной к оси оправки (фиг. 9, 10), или на прямой, перпендикулярной к оси оправки (фиг. 11, 12). Пазы соединены с каналом. Оправки с описанными пазами позволяют подводить большие массы покрытия.
Выпускные отверстия 10 могут быть расположены на торце оправки 1 (фиг. 13) и соединены с каналами 9. Через эти отверстия масса в зависимости от своей консистенгщи набрызгивается на внутреннюю стенку пустотелой выпеченной заготовки густой струей или напрессовывается на эту стенку в виде жгута. Как только выходящая, в основном, в жидком виде масса попадает на внутреннюю сторону гильзообразного корпуса, она вследствие своего жидкого состояния распределяется и таким путем образует в зависимости от скорости подачи гильзообразного корпуса в направлении оси оправки либо связанный слоГг, либо несколько винтообразных полос, переходящих лишь частично друг в друга или полностью отделенных друг от друга. При неподвижной оправке масса покрытия вследствие силы тя жести попадет на находяп1уюся, в основном, вертикально под соответствующим выпускным отверстием часть внутренней стороны гильзообразного корпуса.
Если, например, на внутреннюю сторожу гильзообразного корпуса нужно накладывать несколько масс покрытия одна над другой или возле другой, то оправка 1 может содержать несколько аксиальных каналов 9,.вы11
полненных в виде трубок, имеющих разную длину, торцы которых выступают за торец оправки (фиг . 16, 17).
Если дополнительный канал 12 за- пробкой 32 (фиг. 14, 15), а каналы 9 размещены в стенках оправки 1 то покрывающая масса наносится ровным слоем.
При неподвижной или только медленно вращающейся оправке 1 ограничител ная пробка 32, которая может быть сконструирована цилиндрической и снабжена в зависимости от надобности аксиально примыкающими к выпускным отверстиям 10 углублениями, предотвращает преждевременное опускание выходящего из соответствующего выпускного отверстия 10 жгута массы покрытия (фиг. 14).
При вращающейся оправке 1 наличие пробки 32 способствует распределению выходящих из отдельных выпускных отверстий 10 жгутов массы покрытия равномерным непрерывным слоем. Кроме того, такая оправка позволяет при выходе массы покрытия из оправки на торцовой стороне удерживать относительную скорость массы покрытия на низком уровне по отношению к гильзо- образному корпусу. Так, оправка может вращаться вок:руг своей оси с той же угловой скоростьк.; что и гильзооб разный, накатанный на оправку корпус Вследствие этого между гильзообраз- иым корпусом и оправкой больше имеет место лишь продольное перемещение, так что масса покрытия при попадании на внутреннюю сторону гильзооб- разного корпуса уже ие должна приводиться во вращение. Распределение выпускных отверстий 10 по круговой кольцеобразной зоне и ограничительная пробка 32 обеспечивают равномерную слоя по окру:жности внутренней поверхности гильзообразного корпуса. Пробка 32 может быть сделана за одно целое с оправкой 1. На оправке 1 смонтировано приспособлени для распределения массы, представляющее собой насадку 19 с кольцевыми выступами 33 и 34 (фиг. 18). Указанные выступы определяют наносимых масс.
В случае выполн.ения отверстий 35 в торце насадки 19 (фиг. 20, 21) одна масса выпускается через кольцевой паз 17, а другая - через отверстия 35. К каждому отверстию 10 оправки (фиг. 22, 23) ведет отдельный
151247012
канал 9. В этом случае к каждому отверстию-можно подавать различную
0
5
0
5
0
5
0
5
0
5
массу, а можно и одну. Через канал 12 можно подавать сыпучий материал.
Согласно фиг. 24, 25 выпускное отверстие сделано аналогично фиг. 9, 10 в виде паза 18, концы которого находятся на окружности оправки, на прямой, наклонной к оси оправки. Согласно же фиг,, 30, 31 и 32 выпускное отверстие сделано аналогично фи,г. 11 и 12 в виде паза 18, концы которого, находящиеся на окружности оправки, расположены на прямой, перпендикулярной к оси оправки. В обоих случаях в оправке 1 предусмотрен центрально расположенный проходной канал 12 для начиночного, сыпучего материала, причем основание паза отделено от этого канала перегородкой, а находяищеся в оправке подводящие каналы 9 впадают в боковые стенки паза 18 (фиг. 24, 25 и 30).
В оправку 1 может быть вставлен стержень 36 с центральным каналом 37, на нем укреплено приспособление для распределения массы. Стержень может быть установлен с возможностью вращения (фиг. 9).
В оправку может быть вставлена трубка 26 (фиг. 29), а в трубке смонтирован шнек 29 (фиг. 33).
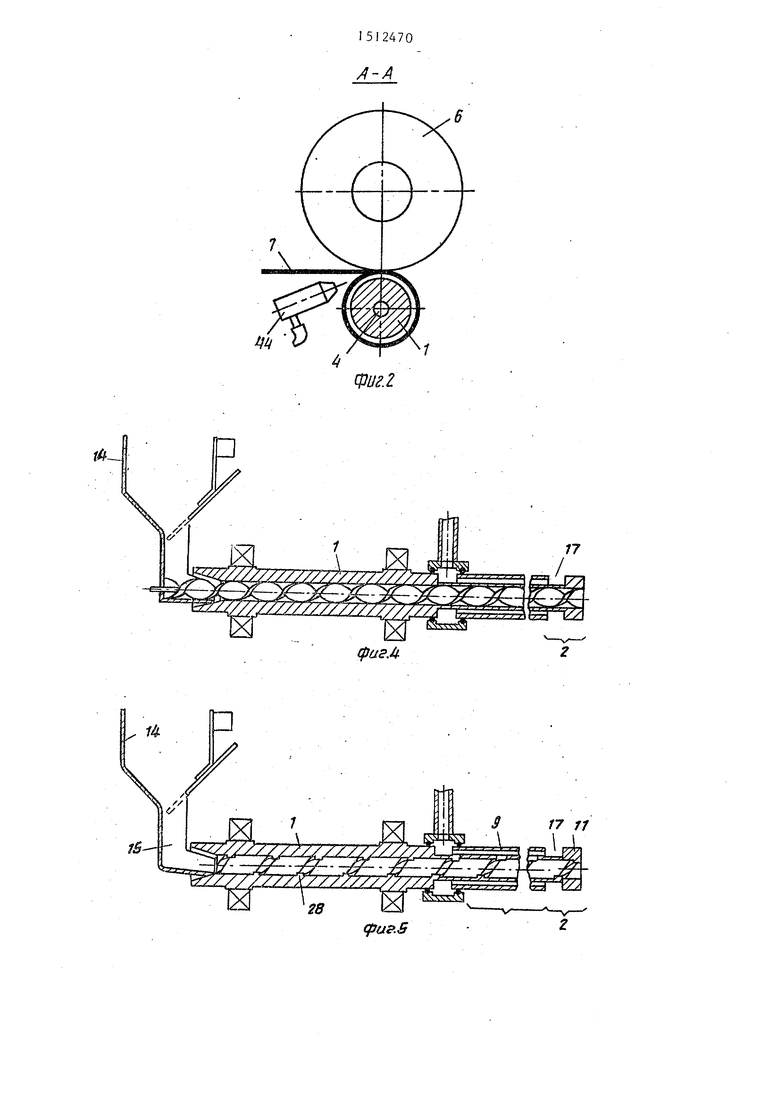
На фиг. 43 показана.накатанная из вафельной ленты пустотелая трубочка 38 (в разрезе), внутренняя сторона которой покрыта слоем шоколада. Этот шоколадный слой 39 можно .по изобретению наносить на всю окружность внутренней стороны трубочки. Можно также наносить несколько винтообразных полотен шоколада, допол- няющ1-1Х друг друга до получения единого слоя. При этом отдельные полотна шоколада могут состоять из различных шоколадных масс. Часть винтообразных полотен может состоять и из массы зкировой глазури. Можно далее оставлять часть внутренней поверхности трубочки непокрытой.
Согласно варианту предложенного способа на внутреннюю сторону трубочки 38 накладываются лишь узкие ребра или змеевидные части массы. Последние могут проходить винтообраз.но -и с перекрещиванием друг друга. Упомянутые полотна шоколада или ребра массы можно наносить также параллельно продольной оси трубочки.
Фиг. 44 изображает трубочку 38, у которой на одно- или многослойное покрытие 30 из шоколада или жировой глазури нанесен сыпучий материал 41 например орехи, грильяж или т.п. До нанесения сыпучего материала на сло шоколада или жировой глазури можно наносить также отдельными полосами мармелад.
На фиг. 45 показана покрытая внутри пустотелая трубочка 38, пеликом заполненная массой нуги 42, мороженого или крема.
Фиг, 46 представляет покрытую на внутренней стороне шоколадом трубоч- ,ку 38, на внутреннюю сторону которой в качестве второй наносимой массы 43 нанесена нуга, до нанесения на слой юследней сыпучего материала 41 - грильяжа.
В качестве масс покрытия можно использовать шоколад, жировые глазури, нугу или мермалад. Кроме того, можно наносить и другие вещества от кремо- до пастообразных, например марципан, а также карамельную массу
Оправка может быть изготовлена из металла с закаленной поверхностью Она может состоять также из метал- лической гильзы с вставленным синтетическим сердечником или же полностью из синтетического материала. Кроме того, из последнего можно изготовлять приспособление для распре- деления массы.
Способ осуществляется следующим образом.
К накатной навивочной оправке 1 подводится выпеченная лента 7, кото- рая накатывается вокруг оправки 1 до получения бесконечного гильзооб- разного корпуса, который подается .вдоль оправки и вращается.
При этом можно установить танген- циально к оправке, налример, для склеивания перекрьтаюш {х друг друга краев вафельной ленты пароструйное, сопло 44, которое подвергает воздействию пара зоны перекрывания ва- фельной ленты перед накаткой (фиг. 2). Выпеченная лента 7 также подвергаться воздействию пара и непрерывным нанесением малого количества воды на расположенный ниже ленты горячий лист металла,
В полученной таким образом полый гильзообразный корпус через каналы 9 оправки подводят одну или .несколь
ко покрывающих масс в пастообразном, жидком или пригодном для намазы зания состоянии. Массу намазывают для образования покрытия самой накивочной оправкой 1 и распределяют по внутренней стороне полого корпуса. Затем через канал 12 могут подавать отдельно от покрывающей массы или масс сыпучий материал или начинку и наносить на покрытие. Комбинируя количество масс,конструкция оправок, можно получать выпечку с различной начинкой. Начиненный корпус разрезается на отдельные части.
5
0
0 5
0
5 Q
5
форм у лай 3 обр етения
1. Способ изготовления пустоте- -,лой выпечки, покрытой по меньшей . мере частично на внутренней стороне слоем и в конкретном случае начиненной по меньшей мере частично, вкпюча- юший накатывание испеченной мягкой вафельной ленты непрерывно винтообразно внахлест через вращающуюся на- вивочную оправку до получения бесконечного гильзообразного вращающегося полого корпуса, подачу в образованный полый корпус через навивочную оправку съедобной докрывающей массы, наносимой на внутреннюю сторону полого корпуса для образования слоя по- . крытия, и затем разделение полученного полого корпуса на отдельные куски определенной длины, о т л и- чающийся тем, что, с целью улучшения качества и повышения производительности, одну или несколько покрываюш х масс в пастообразном, жидком или пригодном для намазывания состоянии вначале подводят через одно или несколько отверстий, предусмотренных на торцовой стороне оправки, либо на продолжении оправки в направлении транспортирования гильзообразного корпуса, и/или выпускают. через одно или несколько отверстий, предусмотренных на боковой поверхности оправки или на сужающейся к торцу части оправки, в этом состоянии массу (массы) намазывают для образования покрытия самой навивочной оправкой и распределяют по внутренней стороне полого корпуса, затем в конкретном случае сыпучий материал и/или начинку подают через оправку отдельно от покрывающей массы или масс и наносят на покрытие.
2.Способ по II. 1 , о т л и ч а- ю щ и и с я тем, что покрытие образовано из нескольких слоев,
3.Способ по п. 2, -о т л и ч а- ю щ и и с я тем, что один или каждый отдельный слой образован из нескольких масс.
4.Способ по пп. 1-3, о т л и- чающийся тем, что одну или каждую покрывающую массу намазывают в .виде винтообразной или продольной полосы,
5.Способ по п. 4, о т л и ч а ю щ и и с я тем, что винтообразную полосу намазывают внахлест„
6.Способ по п. 4, о т л и ч а- ю щ и и с я тем, что две или несколько полос намазывают с.частичным перекрыванием.
7.Способ по пп. 1-6, о т л и- ч а ю щ и и с я тем, что после намазывания одной или нескольких по- крываю1цих масс по меньшей мере часть ТОЛЩ1-1НЫ покрытия снимают.
8„ Устройство для изготовления пустотелой выпечк -, покрытой по меньшей мере частично на внутренней стороне слоем и в конкретном случае начиненной но меньшей мере частично, содержащее навивочное приспособление включающее установ,г1.: иную с возможностью врао1,ения називочную oni:;aHKyj имеющую свободный конец,, по ь;ен.ьшей мере оди}1 вы.полненны1т з оправке кана для покрываюБШЙ массы с по меньшей мере одним .тзыпускным отверстием, размещенный над оправкой, взаимодей- ствую1 щй с ней накатной ролик,, приспособление для подачи мягкой выпе
для распределения покрывающей массы, при этом в оправке выполнен дополнительный канэл, расположенный по ее продольной оси для подачи сыпучего материала и/или начиночной массы в полый корпус, выпускное отверстие (отверстия) которого расположено за выпускным отверстием (отверстиями) канала для подачи покрывающей массы.
9 о Устройство по п, 8, о т л и- чающееся тем, что выпускное отверстие имеет круглую форму либо форму кольцевого паза, либо прямоугольного паза.
10. Устройство по пп« 8-9, отличающееся тем, что несколько каналов в навивочной оправке для подачи покрывающей массы имеют общее выпускное отверстие, расположенное на участке для намазывания.
11. Устройство по пп. 8-9
о т-
0 5
5
или несколько каналов в навивочной оправке для подачи покрывающей массы имеют раздельные выпускные отверстия.
12. Устройство яо п. 8, о т л и- чающееся тем, что приспособление для распределения массы представляет собой насадку, расположенную после выпускного отверстия канала для покрывающей массы.
13.-Устройство по пп. 11- и 12, о т л и ч а ю щ е е с я тем, что в.ы- пускные отверстия расположены в насадке и .соединены посредством дополнительных каналов с каналами оправки.
14. Устройство по пп. 12 и 13, отличающееся тем, что насадка снабжена дополнительной на








Изобретение относится к кондитерской промышленности. Цель изобретения - улучшение качества и повышение производительности. На оправку 1, имеющую каналы 9 для подвода покрывающей массы, накатывается вафельная лента. Оправка имеет канал 12 для подвода сыпучего и/или начиночного материала. Оправка имеет приспособление для распределения массы. Через каналы 9 может подаваться одна или несколько масс. Начиненный гильзообразный корпус разделяется на части. 2 с. и 19 з.п.ф-лы, 46 ил.
ченной ленты к 11авивочному приспособ-40 садкой с выпycI :ны и отверстиями, сое- лению, приспособление для подачи по диненными посредством дополнительных меньшей мере одной покрываю1цей массы к навивочной оправке и приспособление для разделения полого вафельного
каналов с каналами оправют. 15. Устройство по пп, 8-10,
о тли чающееся тем, что внут- корпуса на отдельные куски определен- 45 ри навивочной оправки смонтирована
.ной длины, отличающееся тем, что, с целью улучшения качества и повышения производительности, в навивочной оправке, имеющей на свободном конце участок для намазывания, JQ ет к поверхности осевого канала, а
выполнен один или несколько каналов для подачи одной или нескольких по- крьшающих масс с одним или несколькими выпускными oJr вepcтия мJ. расположенными на свободном конце оправки, на ее боковой поверхности, на ее торце или на боковой поверхности вблизи торца, на торцовой поверхности оправки смонтировано приспособление
садкой с выпycI :ны и отверстиями, сое- диненными посредством дополнительных
каналов с каналами оправют. 15. Устройство по пп, 8-10,
о твдоль ее осевого канала трубка, выполненная из материала-с низкой теплопроводностью, при этом часть ее боковой поверхности плотно прилегана другой части поверхности трубки выполнен продольный срез, образующий канал для подачи покрывающей массы, соединенный с одним или несколькими отверстиями на оправке о
при этом приспособление для распределения массы установлено на трубке торец-которой выступает за торец оправки, причем зазор между оправко и трубкой образует канал для покрывающей массы.
приспособление дпя подачи сыпучего материала и/или начинки.
22о Устройство по пп. 17-21, отличающееся тем, что трубки выполнены из теплоизоляционного материала.
(Риг.1
.(.SyTLj x
Xv/22ZZ/Z/Z7/y/777/70r i .. r. .
7
17
/
фигЛ
Г7 r/
cpu.S
I pS-r
lfTtJ-Ж
I /;/i
Щ I till
gjue.l3
фиг.6
/
П
18
2
ViJ.
,X
r
фйг.З
J/
ЗГ
;&ae /
(риг. 16
Фиг. 17
f
8
1/ фиг. 18
37
efftff. 19
(pUS.21
cp и 5.2:5
(pu.28
J//
(pus.25
g)ue.7
17
26
(риз.29
I l
I III
tjftje.JO
дгиг.Л
(риг. ЗАг
ериг.Зб
фиг
дгие.о
/Л
26
29
фие.32
фие.ТЗ
tpu.y
фиг. ЗВ
25
(ригЛг
фиг. 3
Фuг.if
Фиг. 5
фцг. if6
