Изобретение относится к устройству для изменения положения поступающих каскадным потоком на первый конвейер гибких, плоских предметов, в частности печатных изделий, согласно ограничительной части пункта 1 формулы изобретения.
Устройство такого типа известно из патента Швейцарии 677778. В нижней по потоку концевой зоне первого конвейера между образующими плоскость транспортировки конвейерными ленточками расположено устройство для изменения положения. Оно имеет два расположенных рядом друг с другом в плоскости транспортировки, приводимых во вращение в противоположных направлениях диска, на которых эксцентрично расположен соответствующий сдвигающий кулачок. Эти сдвигающие кулачки предназначены для того, чтобы входить в контакт с задней кромкой каждого поступающего каскадным потоком на первый конвейер предмета, ускорять его в направлении транспортировки и подавать на второй конвейер. Последний имеет тормозное устройство, которое предназначено для того, чтобы тормозить ускоренные за счет вращения дисков предметы до скорости транспортировки второго конвейера. Присущие этому устройству, в частности, при большой производительности обработки высокие скорости и ускорения связаны с высокой нагрузкой на предметы и могут приводить к их повреждениям. Кроме того, для достижения определенного заданного расстояния между предметами на втором конвейере расстояние сдвигающих кулачков от поворотных осей дисков и скорости вращения дисков зависят друг от друга, а также от скоростей транспортировки первого и второго конвейеров заданного расстояния и расстояния между поступающими каскадным потоком предметами, поэтому возможности применения сильно ограничены.
В другом известном из патента Швейцарии СН 631410, расположенном между первым и вторым конвейером устройстве печатные изделия транспортируются с помощью укрепленных на зубчатой цепи сдвигающих средств, которые снабжены прижимными роликами, которые приводятся во вращение в направлении, противоположном направлению движения сдвигающих средств. Поэтому печатные изделия захватываются сдвигающими средствами не сразу, а только во время перехода между первым и вторым конвейерами. Длительность процесса синхронизации зависит от печатных изделий, так что возможность универсального применения устройства вызывает сомнения.
Из выложенной заявки WO 95/03989 известно другое устройство, в котором печатные изделия передаются с первого на второй конвейер. Второй конвейер имеет цепь, на которой на равных расстояниях друг от друга неподвижно смонтированы транспортирующие зажимы. Поэтому транспортирующие зажимы периодически загружаются на месте передачи одним печатным изделием. Устройство для изменения положения служит для того, чтобы печатное изделие в соответствующий правильный момент времени приходило на второй конвейер. Поэтому требования к первому конвейеру и к предшествующим им транспортным системам являются очень высокими, так что при неравномерности подачи могут легко возникать сбои.
Поэтому в основу данного изобретения положена задача такого усовершенствования устройства известного типа, чтобы его можно было применять универсально при щадящем обращении с предметами.
Эта задача решена с помощью устройства, имеющего признаки пункта 1 формулы изобретения. По меньшей мере приблизительно прямолинейная траектория движения сдвигающего средства позволяет сохранять скорость предметов низкой; она никогда не должна быть выше скорости транспортировки второго конвейера, что обеспечивает высокую производительность обработки при щадящем обращении с предметами.
Предпочтительные варианты выполнения устройства приведены в зависимых пунктах формулы изобретения.
Ниже приводится подробное описание вариантов выполнения изобретения со ссылками на чертежи, на которых чисто схематично изображено:
фиг. 1 - часть устройства для подачи поступающих каскадным потоком предметов к отводящему конвейеру на виде сбоку, причем устройство для согласования каскадного потока с требованиями отводящего конвейера имеет, среди прочего, первый вариант выполнения устройства согласно изобретению;
фиг. 2 - также устройство для подачи поступающих каскадным потоком предметов к отводящему конвейеру, содержащее второй вариант выполнения устройства согласно изобретению;
фиг.3 - третий вариант выполнения устройства согласно изобретению;
фиг. 4 - разрез по линии IV-IV на фиг.3 показанного там варианта выполнения устройства согласно изобретению;
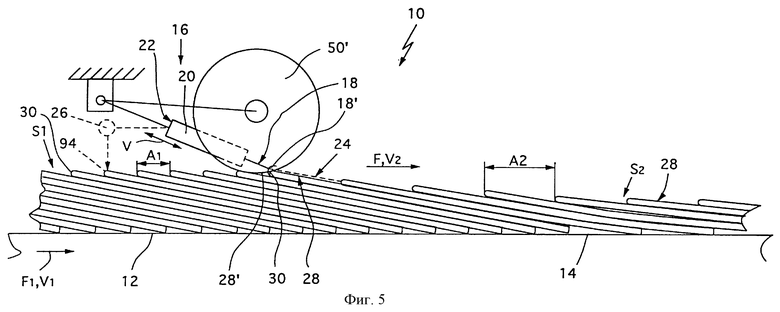
фиг. 5 - четвертый вариант выполнения устройства согласно изобретению, вид сбоку;
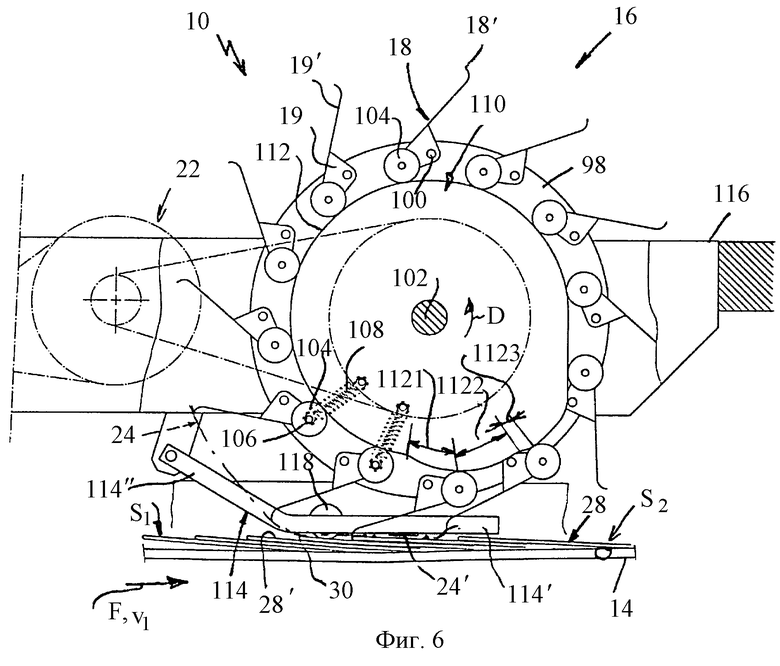
фиг. 6 - пятый вариант выполнения устройства согласно изобретению, вид сбоку;
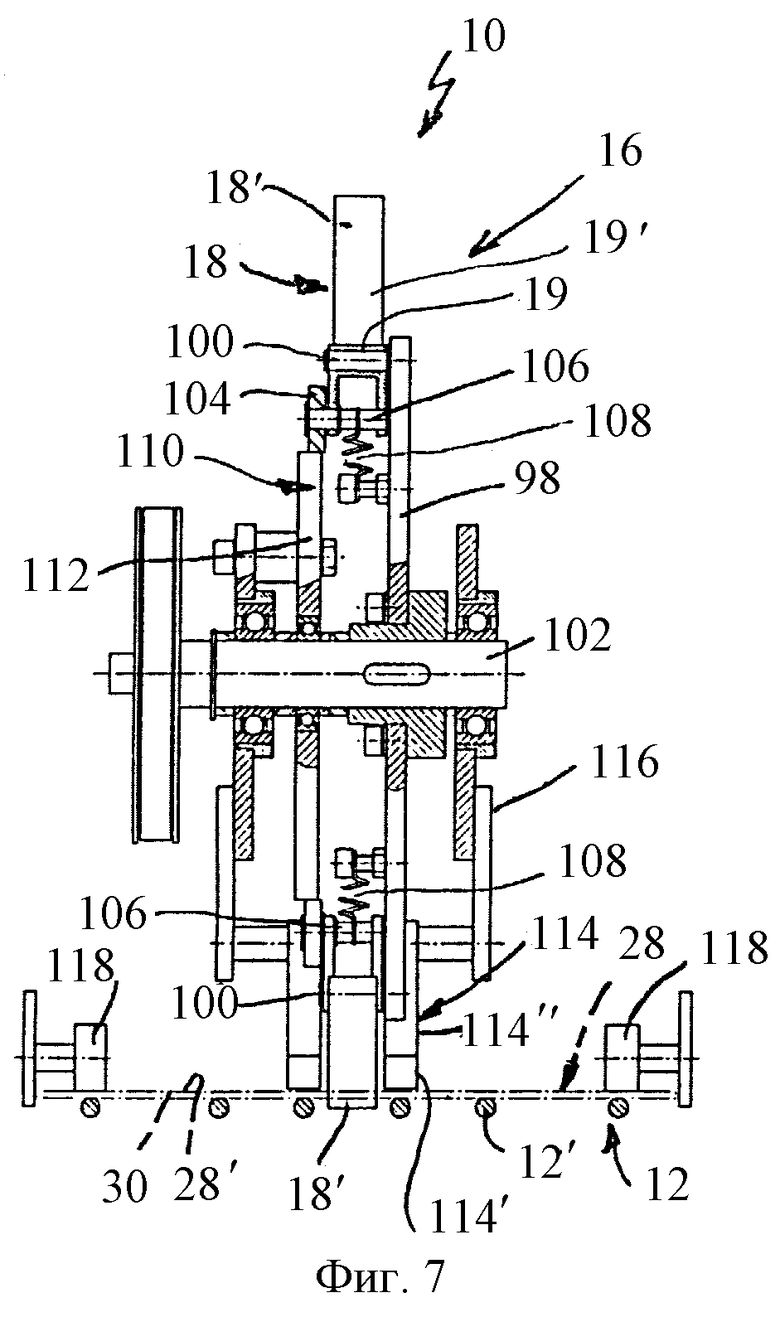
фиг.7 - частичный разрез показанного на фиг.6 устройства.
Показанное на фиг. 1 устройство 10 имеет приводимый в движение в направлении F транспортировки с первой скоростью v1 транспортировки первый ленточный конвейер 12. Непосредственно за ним установлен второй ленточный конвейер 14, который приводится в движение в направлении F транспортировки со второй скоростью v2 транспортировки, которая больше первой скорости v1 транспортировки.
Над первым ленточным конвейером 12 расположено устройство 16 для изменения положения. Оно имеет выполненное в виде крюка сдвигающее средство 18, которое с помощью выполненного в виде цилиндропоршневого агрегата 20 привода 22 может перемещаться в направлении F транспортировки и обратно вдоль прямолинейного пути 24 движения. Цилиндропоршневой агрегат 20, как обозначено пунктирными линиями, соединен с устройством 26 управления, на которое оказывает влияние скорость v2 транспортировки второго ленточного конвейера 14.
На первый ленточный конвейер 12 поступают гибкие, плоские предметы 28, в данном случае печатные изделия, каскадным потоком S1, в котором каждое изделие лежит на следующем за ним изделием. Расстояние между задними кромками 30 следующих друг за другом предметов обозначено позицией А1. Оно может иметь значительный разброс. Устройство 16 для изменения положения предназначено для того, чтобы с помощью сдвигающего средства 18 захватывать с геометрическим зацеплением заднюю кромку 30 каждого подаваемого первым ленточным конвейером 12 предмета и подавать в направлении F транспортировки на второй ленточный конвейер 14 так, чтобы задние кромки 30 следующих друг за другом предметов 28 в каскадном потоке S1 находились на заданном расстоянии А2 друг от друга. Для этой цели привод 22 работает с частотой f, которая определяется отношением второй скорости v2 транспортировки и заданного расстояния А2. Во время хода сдвигания в направлении F транспортировки сдвигающее средство 18 ускоряется на коротком ускорительном участке пути 24 движения до скорости v, которая соответствует второй скорости v2 транспортировки, затем перемещается с этой скоростью на участке 24' пути движения и тормозится снова на коротком тормозном участке. Находящийся ниже по потоку конец участка 24' пути движения находится от второго ленточного конвейера 14 на таком расстоянии, что подаваемый устройством 16 для изменения положения предмет 28 захватывается вторым ленточным конвейером 14, когда сдвигающее средство входит на тормозной участок.
За вторым ленточным конвейером 14, как обозначено штрихпунктирными линиями, расположен отводящий конвейер 32. Он имеет расположенные друг за другом транспортирующие зажимы 34, которые предназначены для приема и отвода со второго ленточного конвейера 14 одного предмета 28. Вторая скорость v2 транспортировки, заданное расстояние А2 и фазовое положение предметов 28 на втором ленточном конвейере 14 и, тем самым, устройство 16 для изменения положения так согласованы с отводящим конвейером 32, что в каждый транспортирующий зажим 34 подается один предмет 28.
По потоку перед устройством 16 для изменения положения над первым ленточным конвейером 12 расположено счетное устройство 36. На приводе 38 расположен счетный механизм 40, который предназначен для того, чтобы входить в контакт с задней кромкой 30 каждого предмета 28 и выдавать для каждого предмета 28 сигнал в счетчик. Прижимной ролик 39 предотвращает захват перемещаемыми в направлении транспортировки предметами соответствующих следующих за ними предметов за счет трения. Особенно предпочтительные варианты выполнения счетного устройства 36 раскрыты в заявках на патент Швейцарии 1997 2983/97, 1997 2984/97 и 1997 2985/97. Полное содержание этих заявок включается в данное описание.
Перед первым ленточным конвейером 12 установлен также выполненный в виде ленточного конвейера подающий конвейер 42. Над подающим конвейером 42 расположено устройство 44 для растаскивания подаваемых на подающий конвейер 42 плотным каскадным потоком S0 предметов 28. Оно имеет расположенный на толкающем приводе 46 толкающий механизм 48, который предназначен для прикладывания к задней кромке 30 каждого подаваемого каскадным потоком S0 предмета 28 и подачи на первый ленточный конвейер 12 с повышенной относительно скорости v0 транспортировки подающего конвейера 42 скоростью. При этом грузовой ролик 39' предотвращает захват за счет трения следующего за ним предмета. Скорость v0 транспортировки подающего конвейера 42 меньше скорости v1 транспортировки первого ленточного конвейера 12. Для обеспечения захвата подаваемых на первый и второй ленточные конвейеры 12, 14 предметов 28 с этими ленточными конвейерами в начальных зонах, расположенных выше по потоку, взаимодействуют грузовые ролики 50, соответственно 50'. Другой предпочтительный вариант выполнения устройства 44 раскрыт в заявке на патент Швейцарии 1997 2983/97.
Показанное на фиг.1 устройство работает следующим образом. При синхронизированном с отводящим конвейером 32 устройстве 16 для изменения положения и синхронизированном втором ленточном конвейере 14 приводной агрегат 52 для первого ленточного конвейера 12 регулируют так, что каждый предмет 28 по отдельности захватывается с помощью сдвигающего средства 18 и правильно по фазе и на заданном расстоянии А2 друг от друга подается на второй ленточный конвейер 14. Подающий конвейер 42, счетное устройство 36 и устройство 44 согласованы со скоростью приводного агрегата 52, за счет чего обеспечивается то, что подаваемые каскадным потоком S0 предметы 28 раздвигаются по меньшей мере на необходимое расстояние A1 друг от друга и сосчитываются.
В показанном на фиг. 2 устройстве 10 сдвигающее средство 18 имеет два приводимых в движение в противофазе сдвигающих элемента 18'. Устройство 26 управления управляет приводом 22 сдвигающих элементов 18' так, что в такт второго ленточного конвейера, который задается отношением заданного расстояния А2 и второй скорости v2 транспортировки, один сдвигающий элемент 18' находится у нижнего по потоку конца участка 24' пути движения. Для каждого сдвигающего элемента 18' предусмотрен чувствительный элемент 54, который при каждом взаимодействии соответствующего сдвигающего элемента 18' с задней кромкой 30 предмета 28 выдает сигнал в счетчик 56 и в деблокирующее устройство 58 отводящего конвейера 32, установленного за вторым ленточным конвейером 14.
Перед первым ленточным конвейером 12 установлен подающий конвейер 42, скорость v0 транспортировки которого соответствует скорости v1 транспортировки первого ленточного конвейера 12. Подающий конвейер 42 находится под перемоточным аппаратом 60. С него сматываются каскадным потоком S0 предметы 28, намотанные на сердечник 62 вместе с находящейся под напряжением растяжения намоточной лентой. В направлении W сматывания каждый предмет в каскадном потоке S0 лежит на следующем предмете с небольшим расстоянием А0 между задними кромками 30.
Приводной агрегат 52 для первого ленточного конвейера 12, подающий конвейер 42 и перемоточный аппарат 60 так согласованы с приводом устройства 16 для изменения положения, что производительность устройства 16 для изменения положения примерно на 20% больше производительности, с которой предметы 28 подводятся к устройству 16 для изменения положения. Поскольку сдвигающие элементы 18' приводятся в действие с большей частотой, чем поступают предметы 28, то не каждый сдвигающий элемент 18' сдвигает в каждом ходе транспортировки в направлении F транспортировки один предмет в зону действия второго ленточного конвейера 14. За счет этого в каскадном потоке S2 из-за отсутствующих предметов 28 возникают пробелы L, но при этом за счет синхронизации между вторым ленточным конвейером 14 и устройством 16 для изменения положения обеспечивается, что расстояние между задними кромками 30 следующих друг за другом предметов 28 всегда соответствует заданному расстоянию А2 или кратному ему расстоянию.
Для полноты описания следует отметить, что со вторым ленточным конвейером 14 взаимодействует грузовой ролик 50', а с первым ленточным конвейером 12 - расположенное по потоку перед устройством 16 для изменения положения, выполняющее те же функции, что и грузовые ролики 39 и 39', сдерживающее устройство 64 для предотвращения захвата предметов 28 перемещаемыми с помощью сдвигающих средств 18 предметами 28.
Отводящий конвейер 32 имеет расположенные друг за другом в направляющей 66, по отдельности перемещаемые транспортирующие зажимы 34. Непосредственно перед местом 68 передачи, расположенным у нижнего по потоку конца второго ленточного конвейера 14, направляющая 66 проходит вокруг приводного колеса 70, которое, как обозначено пунктирными линиями, соединено с приводом второго ленточного конвейера 14. Приводное колесо 70 имеет расположенные по периметру на равных расстояниях друг от друга захватные механизмы для транспортирующих зажимов 34. Непосредственно перед приводным колесом 70 установлено деблокирующее устройство 58. Поскольку деблокирующее устройство 58 деблокирует транспортирующий зажим 34 только по сигналу счетчика 56, то обеспечивается подача одного предмета 28 в транспортирующий зажим 34. Это обозначено тем, что соответствующие пробелам L в каскадном потоке S2 захватные механизмы приводного колеса 70 не заняты транспортирующим зажимом 34. Такое крайне простое управление приводит только к тому, что между деблокирующим устройством 58 и местом 68 передачи находится столько же транспортирующих зажимов 34 или больше - в этом случае деблокирующее устройство управляется с соответствующей задержкой - сколько предметов 28 находится на заданном расстоянии А2 между устройством 16 для изменения положения и местом 68 передачи. В месте 68 передачи или по потоку за ним транспортирующие зажимы 34, загруженные предметом, соединяются с перемещающимся по меньшей мере на некоторых участках вдоль направляющей 66 приводным элементом, например, с помощью магнитов и отводятся от места 68 передачи. Особенно предпочтительный вариант выполнения отводящего конвейера 32 раскрыт в заявке на патент Швейцарии 1997 2963/97.
Поскольку в показанном на фиг.2 устройстве возможны пробелы L, то требования к регулированию приводного агрегата 52 для первого ленточного конвейера 12 и перемоточного аппарата 60 не являются высокими. Необходимо только обеспечивать, чтобы при минимальном допустимом расстоянии А0 в плотном каскадном потоке S0 не превышалась максимальная допустимая первая скорость v1 транспортировки.
Возможность независимого регулирования скорости, хода и частоты перемещения сдвигающих элементов обеспечивает большую гибкость управления.
Особенно предпочтительный вариант выполнения устройства 16 для изменения положения, применяемого преимущественно в показанном на фиг.2 устройстве, показан на фиг.3 и 4. Оно имеет два расположенных параллельно, проходящих в направлении F транспортировки направляющих рельса 72. В каждом направляющем рельсе 72 перемещаются салазки 74, на которых одним концом закреплен пружинный, изготовленный, например, из пружинной стали сдвигающий элемент 18'. Выступающий в направлении F транспортировки над соответствующими салазками 74 сдвигающий элемент 18' выполнен в своей свободной, передней концевой зоне в виде прокалывающего язычка 76, который на своей обращенной от первого ленточного конвейера 12 стороне снабжен отражательным элементом 78. У обращенного к салазкам 74 конца прокалывающего язычка 76 сдвигающий элемент 18' имеет толкающий кулачок 80. Прокалывающий язычок 76 предназначен для того, чтобы с напряжением прилегать к обращенной к нему плоской стороне 28' предмета 28 и прокалывать его у задней кромки 30 для сдвигания предмета 28. На расположенном ниже по потоку конце участка 24' пути движения каждого отражательного элемента 78 и тем самым сдвигающего элемента 18' неподвижно расположен блок 82, включающий источник света и световой датчик, соединенный со счетчиком 56 (фиг. 2). Таким образом, если отражательный элемент 78 закрыт предметом 28, то световой затвор, образованный блоком 82 из источника света и светового датчика и рефлекторным элементом 78, является закрытым, что означает, что при соответствующем ходе транспортировки сдвигающего элемента 18' на второй ленточный конвейер 14 подается предмет 28. Если же наоборот световой затвор открыт, то это означает, что сдвигающий элемент 18' не перемещает никакого предмета 28.
Привод 22 для сдвигающего элемента 18' имеет замкнутый, например, образованный цепью протяжный механизм 84. Он проходит вокруг двух концевых колес 86 так, что активная транспортирующая ветвь 84' проходит между направляющими рельсами 72 в направлении F транспортировки. Из протяжного механизма 84 выступают на заданном расстоянии А2 друг от друга с двух сторон захватные кулачки 88. При приведении в действие протяжного механизма 84 в направлении U вращения захватные ролики 88 приходят в контакт с расположенной выше по потоку торцевой стороной 74' находящихся в положении 90 покоя салазок 74 и увлекают их в направлении F транспортировки, пока не будет достигнут конец пути 24 движения, где захватные ролики вследствие отклонения вокруг расположенного ниже по потоку концевого колеса 86 отходят от торцевой стороны 74'. Скорость v, с которой приводятся в движение захватные кулачки 88, соответствует второй скорости v2 транспортировки. На ускорительном участке пути 24 движения между положением 90 покоя салазок 74, в котором они удерживаются с помощью пружины 92 растяжения, и положением оси расположенного ниже по потоку концевого колеса 86, салазки 74 ускоряются до второй скорости v2 транспортировки. На участке 24' пути движения, длина которого соответствует расстоянию между осями обоих концевых колес 86, они сохраняют эту скорость. От положения оси расположенного ниже по потоку концевого колеса 86 до отхода соответствующего захватного кулачка 88 от торцевой стороны 74' салазки 74 замедляются, причем после отхода кулачков салазки 74 под действием пружины 92 растяжения снова скользят в свое положение 90 покоя.
На фиг.4 салазки 74 показаны на нижнем по потоку конце участка 24' пути движения, откуда соответствующий предмет 28 транспортируется дальше с помощью второго ленточного конвейера 14. Показанный вариант выполнения устройства 16 для изменения положения имеет то преимущество, что сдвигающие элементы 18' не должны выходить из зоны предмета 28, за счет чего обеспечивается очень точное позиционирование и передача предметов на второй ленточный конвейер 14. Поскольку сдвигающие элементы 18' в своем положении покоя и при перемещении противоположно направлению F транспортировки скользят по предметам 28, то нет необходимости возвращения их на путь 24 движения при перемещении в направлении транспортировки и при воздействии на предметы 28. Они взаимодействуют с предметами 28 наподобие свободного хода. Это приводит к надежному захвату каждого предмета.
Как показано на фиг.4, длина участка 24' пути движения соответствует заданному расстоянию А2, однако она может и отличаться от него. В этом случае первая скорость v1 транспортировки также согласована со второй скоростью v2 транспортировки так, что надежно никогда два предмета 28 не захватываются сдвигающими элементами 18' и не подаются на второй ленточный конвейер 14.
Расположенные рядом друг с другом конвейерные ленточки первого ленточного конвейера 12 состоят из упругого резинового материала, так что при наличии предметов 28 они могут образовывать проход между собой и согласованной с прокалывающими язычками опорной плоскостью 96. За счет этого подлежащий захвату соответствующим сдвигающим элементом 18' предмет 28 лежит приблизительно параллельно направляющим рельсам 72 и плоскости транспортировки второго ленточного конвейера 14.
Другой вариант выполнения устройства 16 для изменения положения показан на фиг.5. Привод 22 выполнен в виде цилиндропоршневого агрегата 20, который с одной стороны установлен неподвижно, а с другой стороны снабжен сдвигающим элементом 18'. Цилиндропоршневой агрегат 20 соединен с устройством 26 управления, которое в свою очередь соединено с ощупывающим устройством 94 для задних кромок 30 поступающих на первый ленточный конвейер 12 каскадным потоком S1 предметов 28. Сдвигающий элемент 18' предназначен для того, чтобы прилегать к плоской стороне 28' предметов 28. Устройство 26 управления управляет цилиндропоршневым агрегатом 20 в зависимости от заданного расстояния А2, второй скорости v2 транспортировки и сигналов ощупывающего устройства 94. При этом путь 24 движения задается плоской стороной 28' предметов 28. Грузовой ролик 50' предотвращает захват предметов, расположенных выше по потоку относительно сдвигающего элемента 18'.
На фиг.6 и 7 показан другой вариант выполнения устройства 16 для изменения положения, в котором сдвигающее средство 18 имеет двенадцать сдвигающих элементов 18'. Они выполнены в виде двойных рычагов и своей U-образной в поперечном сечении опорной частью 19 опираются с возможностью поворота на опорные цапфы 100, выступающие из несущего диска 98. Опорные цапфы 100 проходят параллельно приводному валу 102, на котором неподвижно закреплен несущий диск 98 с возможностью вращения вместе с валом, и расположены с равномерным распределением по периферии на окружности, концентричной приводному валу. На опорных частях 19 закреплена соответствующая изготовленная из стальной пружинной ленты скоба 19', которая на своем свободном конце изогнута в виде крюка. С помощью привода 22 несущий диск 98 приводится во вращение, согласованное со скоростью v2 транспортировки установленного за первым ленточным конвейером 12 второго ленточного конвейера 14, в направлении D вращения. Опорные части 19 сдвигающих элементов 18' несут по одному установленному с возможностью свободного вращения ведомому ролику 104. За опорный штифт 106 каждого ведомого ролика 104 зацеплен один конец пружины 108 растяжения, другой конец которой закреплен дальше внутри в радиальном направлении на несущем диске 98. Пружины 108 растяжения удерживают ведомые ролики 104 по периметру неподвижно установленного управляющего диска 110 в прижатом состоянии. Периметр управляющего диска 110 образует направляющую кулису 112 для положения поворота сдвигающих элементов 18'.
Под устройством 16 для изменения положения проходят образующие первый ленточный конвейер 12 ленточки 12', которые изготовлены из резинового упругого материала. Они приводятся в движение в направлении F транспортировки с первой скоростью v1 транспортировки. Они предназначены для подачи поступающих каскадным потоком S1 плоских предметов 28 к устройству 16 для изменения положения. В каскадном потоке S1 каждый предмет 28 лежит на последующем предмете, за счет чего задняя кромка 30 каждого предмета лежит открытой в направлении вверх.
Над первым ленточным конвейером 12 и под несущим диском 98 расположены два прижимных элемента 114, которые закреплены на раме 116 машины, на которую опирается с возможностью свободного вращения приводной вал, а также укреплен управляющий диск 110. Расположенные по обе стороны пути 24 движения сдвигающих элементов 18' прижимные элементы 114 имеют прямолинейный, проходящий в направлении F транспортировки направляющий прижимной участок 114' и расположенный выше по потоку относительно него под тупым углом входной участок 114". Прижимные участки 114', к которым прижимаются предметы 28 за счет упругого выполнения первого ленточного конвейера 12, задают путь движения задних кромок 30 предметов 28. Входной участок 114" образует вместе с ленточным конвейером 12 клиновидно сужающийся вход в щель, образованную ленточкой 12' и прижимным участком 114'.
Как показано на фиг.6, направляющая кулиса 112 в противоположном часовой стрелке направлении проходит от положения около 3 часов до положения около шести часов, т.е. положения под приводным валом 102 по вертикали, концентрично приводному валу 102. При этом соответствующие сдвигающие элементы 18' принимают относительно круглого несущего диска 98 положение, при котором крюкообразный конец находится сзади ведомого ролика 104 и сдвигающие элементы 18' расположены по соответствующей касательной к несущему диску 98 примерно под углом 45o. Примерно вертикально под приводным валом 102 в направлении D вращения начинается отрезок 1121 кулисы, на котором расстояние до приводного вала 112 непрерывно увеличивается. К нему примыкает приблизительно равный по длине участок 1122, на котором расстояние снова уменьшается. Непосредственно за ним расположен участок 1123, на котором внутри небольшого диапазона углов расстояние снова увеличивается. В следующей за участком 1123 зоне расстояние снова остается неизменным, которое затем снова уменьшается в зоне, соответствующей положениям между примерно четырьмя часами и тремя часами, и снова приближается к радиусу концентричного участка.
Эта форма направляющей кулисы 112 имеет следующие последствия. При приближении в направлении D вращения ведомого ролика 104 к участку 1121 направляющей кулисы крюкообразный конец сдвигающего элемента 18' перемещается между прижимными элементами 114 через входной участок 114" и приходит своим свободным концом в контакт с верхней плоской стороной 28' предмета 28. За счет этого крюкообразный конец сдвигающего элемента 18' упруго отжимается, однако при этом пружина 108 растяжения удерживает ведомый ролик 104 в контакте с направляющей кулисой 112. Начало прижимного участка 114' примерно совпадает с зоной, в которой сдвигающий элемент 18' приходит в соприкосновение с соответствующим предметом 28. Участок 1121 направляющей кулисы 112 приводит к тому, что крюкообразный конец сдвигающего средства 18 перемещается вдоль участка 24' пути движения, который по меньшей мере приблизительно проходит в направлении F транспортировки. С этой целью сдвигающий элемент 18' поворачивается по часовой стрелке. Поскольку окружная скорость крюкообразного конца сдвигающего элемента 18' больше первой скорости v1 транспортировки, то сдвигающий элемент 18' приходит в контакт с задней кромкой 30 движущегося перед ним предмета 28 и увлекает его в направлении F транспортировки. На участке 1122 направляющей кулисы 112 соответствующий сдвигающий элемент 18' поворачивается в противоположном направлении, что приводит к тому, что с одной стороны, крюкообразный конец сдвигающего элемента 18' движется дальше вдоль по меньшей мере примерно прямолинейного участка 24' пути движения, и с другой стороны, крюкообразный конец сдвигающего элемента 18' получает ускорение в направлении F транспортировки. До расположенного в направлении D вращения ниже по потоку конца участка 1122 крюкообразный конец сдвигающего элемента 18' в направлении F транспортировки ускоряется до второй скорости v2 транспортировки второго ленточного конвейера 14, что приводит к тому, что сдвинутый соответствующим сдвигающим элементом 18' в направлении F транспортировки предмет 28 подается с желаемой второй скоростью v2 транспортировки и в правильном фазовом положении на второй ленточный конвейер. Третий участок 1123 приводит к тому, что сдвигающий элемент 18' поворачивается в направлении часовой стрелки для перемещения его крюкообразного отстающего конца внутрь от задней кромки сдвинутого вперед предмета 28. Этот и следующий участки предотвращают дальнейшее воздействие сдвигающего элемента 18' на предметы 28.
В этом варианте выполнения заданное расстояние А2 между задними кромками 30 следующих друг за другом предметов 28 в образованном каскадном потоке S2 определяется расстоянием между сдвигающими элементами 18' на несущем диске 98. Этот вариант выполнения отличается особенно спокойным ходом даже при очень высокой производительности обработки.
Прижимные элементы 114 предотвращают отгибание вверх предметов 28 при воздействии на них сдвигающего элемента 18'. Кроме того, расположенные по обеим сторонам первого ленточного конвейера 12 прижимные ролики 118 предотвращают боковое отгибание вверх предметов 28.
Естественно, что этот вариант выполнения может также иметь взаимодействующее со сдвигающими элементами 18' обнаруживающее устройство, которое выдает на счетное и/или управляющее устройство каждый раз сигнал, когда сдвигающий элемент 18' взаимодействует с предметом 28.
Во всех вариантах выполнения частота f, с которой сдвигающее средство перемещается в направлении F транспортировки по пути 24 движения, предпочтительно примерно в 1,2-1,4 раза больше отношения первой скорости v1 транспортировки и допустимого минимального расстояния A1 между задними кромками следующих друг за другом предметов в поступающем каскадном потоке S0, соответственно S1. Кроме того, вторая скорость v2, транспортировки предпочтительно по меньшей мере приблизительно в 2-4 раза больше первой скорости v1 транспортировки. При этом отношение второй скорости v2 транспортировки и заданного расстояния А2, больше отношения первой скорости v1 транспортировки и минимального расстояния А1 в поступающем каскадном потоке S0, соответственно S1. Кроме того, участок 24' пути движения предпочтительно по меньшей мере приблизительно в 2-4 раза длиннее, чем допустимое минимальное расстояние А1 между задними кромками следующих друг за другом предметов 28 в поступающем каскадном потоке S0, соответственно S1.
Естественно, возможно также, что салазки 74 при своем вызванном пружиной 92 растяжения движении против направления F транспортировки снова своей торцевой стороной 74' приходят в контакт с захватным кулачком 88, так что они тотчас, т.е. без ожидания в положении 90 покоя, снова могут приводиться в движение в направлении F транспортировки.
Показанное, в частности, на фиг.2 устройство, предпочтительно в комбинации с показанным на фиг.3-7 устройством, пригодно также для снабжения каждого предмета транспортирующим зажимом 34.



Изобретение относится к средствам для изменения положения поступающих каскадным потоком на первый конвейер гибких, плоских предметов, в частности печатных изданий. Устройство (16) имеет перемещаемые с помощью привода (22) вдоль пути (24) движения сдвигающие средства (18). Эти средства приводятся в движение со скоростью (V), которая, по меньшей мере, приблизительно соответствует скорости (V2) транспортировки второго конвейера (14), на который сдвигающие средства (18) подают предметы (28) с заданным расстоянием (А) друг от друга. Предметы поступают каскадным потоком (S1) на первый конвейер (12), который перемещает их в зону действия устройства (16) для изменения положения. Использование изобретения обеспечивает высокую производительность обработки при щадящем обращении с предметами. 2 с. и 8 з.п.ф-лы, 7 ил.
| Всасывающее сопло пневмотранспортной установки | 1977 |
|
SU631410A1 |
| Прибор для очистки паром от сажи дымогарных трубок в паровозных котлах | 1913 |
|
SU95A1 |
| DE 3903610 A, 28.09.1989 | |||
| ЛИТЕЙНАЯ ФОРМА | 1993 |
|
RU2089329C1 |
| УСТРОЙСТВО ДЛЯ ИМПУЛЬСНО-ИНДУКЦИОННОГО ИЗМЕРЕНИЯ ПАРАМЕТРОВ ИЗДЕЛИЙ | 0 |
|
SU254851A1 |
| СПОСОБ ОРЛОВСКОЙ КОСВЕННОЙ ИЛИ ПРЯМОЙ МНОГОКРАСОЧНОЙ ПЕЧАТИ С ИРИСОВЫМ ЭФФЕКТОМ В ПРЕДЕЛАХ ПОЛНОГО ОХВАТА ПО ОКРУЖНОСТИ | 1999 |
|
RU2143344C1 |

