Изобретение касается способа обработки поступающих в каскадном образовании определенной длины и с приблизительно одинаковым каскадным расстоянием (интервалом в каскаде) типографских изделий типа газет, журналов и т.п. согласно ограничительной части п. 1, а также касается получаемого по этому способу пакета.
Способ этого рода известен из патента ФРГ N 3330485 [1] и патентов США N 4688368 [2] и 4844256 [3] При этом поступающая в каскадном образовании определенной длины и с приблизительно одинаковым каскадным интервалом типографская продукция, начиная с одного конца каскадного образования, сматывается в рулон и вокруг образованного таким образом рулона типографской продукции укладывается связывающая его оболочка или же покрышка. Образованный таким образом, готовый к отправке (переносимый) управляемый ручным способом пакет очень стабилен и прост в обращении. Отдельные типографские изделия берутся из центра пакета.
Устройство для изготовления переносных, трубообразных пакетов известно, например, из европейской заявки N 0313781 и соответствующей заявки США N 4909015. Кроме того, европейская заявка N 0243906 и соответствующая заявка США N 4811548 с целью дальнейшего улучшения обслуживаемости такого пакета предлагают снабдить его (пакет) несущей петлей, состоящей из продолговатого несущего элемента, который проходит через середину (внутри) и на наружной стороне рулона типографской продукции.
Для конечных потребителей пакетов печатной продукции, например для киоскеров или переносчиков газет и журналов, часто желательно, чтобы для единичного или многократного вынимания (извлечения) типографской продукции последняя была расположена не в трубообразном, а стопообразном пакете. Чтобы выполнить это желание, поступающая в каскадном образовании типографская продукция, как вообще известно, укладывается в вертикальную стопу и сжимается (например, заявка ФРГ N 2752514 или соответствующий патент США N 4140052). Непосредственно после осуществляется промежуточная транспортировка стопы из свободно лежащих друг на друге типографских изделий к упаковочной позиции, в которой стопка с помощью заверточной машины снабжается защитной обложкой, например, из синтетической пленки, и непосредственно после перевязывается с целью скрепления (соединения). Для этого перевязывания, которое зачастую является перекрестным, применяется обычно шпагат или искусственная лента. Затем конечный пользователь должен удалить перевязку и защитную обложку. Теперь должно быть понятно, что изготовление таких стопообразных, готовых к отправке пакетов является гораздо менее трудоемким, нежели изготовление трубообразных пакетов. Кроме того, трубчатые пакеты для отправки, например, на платформах штабелируемы более устойчиво, нежели обычные стопчатые пакеты.
Исходя из уровня техники, задачей изобретения является предложение определенного способа, который, используя преимущества для изготовления и использования трубчатых, обслуживаемых рукой пакетов из типографских изделий, предоставляет конечному пользователю возможность извлечения (вынимания) отдельных типографских изделий из стопки.
Эта задача решается посредством способа, имеющего признаки отличительной части п. 1 формулы изобретения.
Сдвигание поступающей в каскадном образовании типографской продукции в одно каскадное образование, длина которого выбрана таким образом, что конечный пользователь после развертывания пакета своими руками одновременно может еще взять (захватить) оба конца образования, позволяет ему типографские продукции сдвинуть друг на друга в одну стопку на небольшом объеме.
При особенно предпочтительном варианте выполнения способа согласно п. 3 формулы изобретения становится возможным образование очень компактного пакета, так как расположенные внутрь в пакете типографские продукты с большим каскадным интервалом могут очень тесно (узко) свертываться.
Другие предпочтительные варианты выполнения способа показаны в других зависимых пунктах формулы изобретения.
Предпочтительный вариант выполнения полученного согласно определенному изобретением способу пакета указан в п. 11 формулы изобретения.
На фиг. 1 показаны поступающие в одном каскадном образовании определенной длины типографские изделия; на фиг. 2 и 3 расположенные в каскадном образовании типографские изделия различной толщины и с различным взаимным интервалом; на фиг. 4 и 5 образованные свертыванием каскадных образований согласно фиг. 2 и 3 пакеты; на фиг. 6 каскадное образование согласно фиг. 2 после развертывания; на фиг. 7 образование посредством сдвигания друг на друга показанных на фиг. 4 типографских изделий; на фиг. 8 каскадное образование с приблизительно постоянным каскадным интервалом и меньшей по отношению к длине каскадного образования согласно фиг. 1 длиной; на фиг. 9 образованный свертыванием каскадного образования согласно фиг. 8 пакет; на фиг. 10 аналогичное показанному на фиг. 8 образованию каскадное образование с различной длиной печатных продуктов; на фиг. 11 устройство для свертывания каскадных образований.
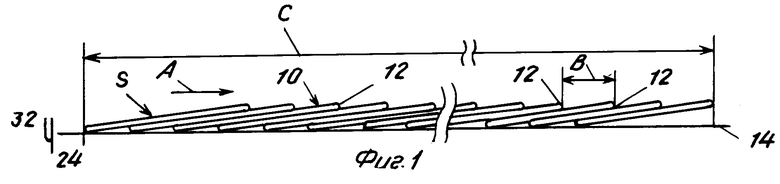
Фиг. 1 показывает поступающие в одном каскадном образовании S в направлении А типографские изделия (экземпляры) 10, причем каждое типографское изделие 10 лежит на идущем впереди (переднем). При типографских изделиях речь идет о журналах и газетах, которые своими фальцованными краями (кромками) 12 вперед, если смотреть в направлении А, расположены в каскадном образовании S. Каскадный интервал между фальцованными краями 12 следующих друг за другом типографских продукций (изделий) 10 обозначен буквой В и приблизительно постоянен для всех типографских продукций 10. При показанном на фиг. 1 каскадном образовании S длины С речь может идти об одной секции гораздо более длинного образования, как оно образуется, например, ротационными печатными машинами, которая посредством образования промежутка отделяется от того. Если каскадное образование S включает, например, сто типографских изделий со взаимным интервалом приблизительно 0,1 м, то длина С составляет приблизительно 10 м. Каскадное образование S находится на лишь схематично представленном ленточном конвейере 14 и транспортируется в направлении А.
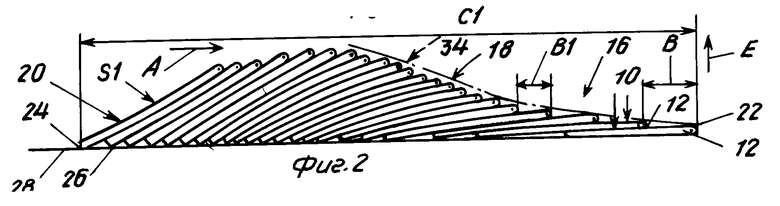
Фиг. 2 показывает каскадообразное образование S 1, которое получается посредством сдвигания типографских продукций 10 каскадного образования S согласно фиг. 1. На переднем, если смотреть в направлении А, концевом участке 16 каскадообразного образования S 1 интервал В между фальцованными краями 12 следующих друг за другом типографских изделий 10 в основном соответствует показанному на фиг. 1 интервалу В. Этот передний концевой участок 16 в показанном примере распространяется через область передних (находящихся впереди) фальцованных краев 12 первых четырех предметов (изделий) 10 типографской продукции. В примыкающей к переднему концевому участку 16 области 18 уменьшается интервал между фальцованными краями 12 последовательных типографских изделий 10, как это указано, например, стрелкой В1. Против направления стрелки А в этой области 18 почти непрерывно уменьшается интервал В1. Тогда на примыкающем к области (участку) 18 навстречу направлению стрелки А, заднем концевом участке 20 интервал между расположенными впереди фальцованными краями 12 следующих друг за другом типографских изделий 10 остается приблизительно постоянным или незначительно увеличивается. Это расположение типографской продукции 10 при лежащем на плоском основании каскадообразном образовании S1 ведет к волнообразной сгибающей с одним единственным гребнем волны между передним 22 и задним 24 концом каскадообразного образования S 1. Сдвигание типографских изделий 10 при сокращении интервала В, В1 в одно каскадообразное образование S1 ведет к длине С1 образования, которая при таком же количестве типографских изделий, как в каскадном образовании S, значительно меньше по сравнению с длиной С. Длина С1 образования выбирается таким образом, что один человек своими руками может достать одновременно как передний 22, так и задний 24 конец. Тем самым длина С1 образования составляет предпочтительно 0,8-1,5 м. Но также возможно, что может быть несколько короче или несколько длиннее.
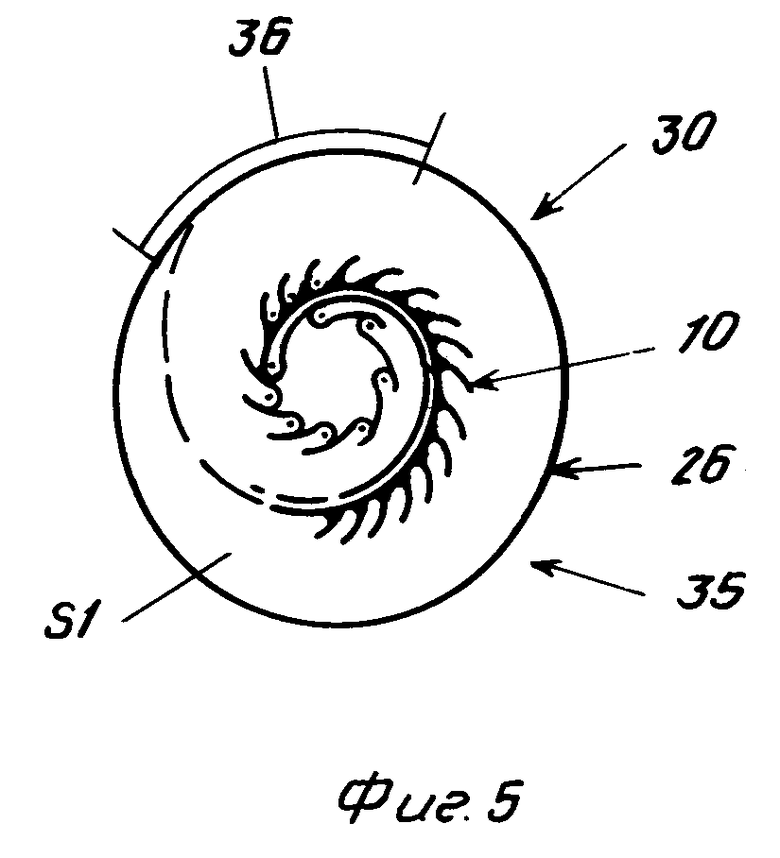
Ниже каскадообразного образования S1 показана часть элемента 26 оболочки, который своим задним концевым участком 28 выступает через задний конец 24 и перекрывает каскадообразное образование S1 до области самого переднего типографского изделия 10. При этом элементе 26 оболочки речь идет преимущественно о пленке из искусственного материала или крафт-бумаги, которая имеет приблизительно ширину предметов 10 типографской продукции. Само собой разумеется, этот покрывающий элемент 26 может быть также уже или шире типографских изделий 10. Выступающий через каскадообразное образование S1 задний концевой участок 28 выбран таким длинным, что он после свертывания вместе с каскадообразным образованием S1, как это более подробно описано дальше внизу, охватывает весь образованный таким образом и показанный на фиг. 5 и 6 рулон 30 типографской продукции в окружном направлении.
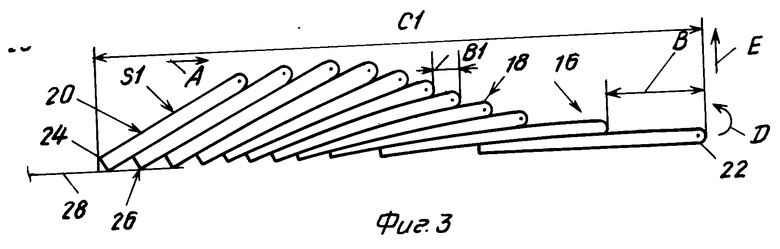
Фиг. 3 тоже показывает каскадообразное образование S1, огибающая которого приблизительно соответствует огибающей показанного на фиг. 2 каскадообразного образования S1. Различие заключается в том, что в каскадообразное образование S1 сдвинуты в меньшем количестве, но зато более толстые типографские изделия. В показанном на фиг. 3 каскадообразном образовании S1 интервал В в переднем концевом участке 16 также больше присоединяющегося к нему против направления стрелки А участка 18, где указан в виде примера укороченный интервал В1. Оболочковый элемент 26 своим задним концевым участком 28 тоже выступает через следующий позади конец 24 каскадообразного образования S1, но перекрывает последнее лишь на заднем концевом участке 20. Длина С1 между передним 22 и задним 24 концом приблизительно соответствует длине С1 показанного на фиг. 2 каскадного образования.
Для сдвигания поступающей в каскадном образовании S типографской продукции 10 в одно показанное на фиг. 2 и 3 каскадообразное образование S1 может использоваться, например, лишь схематично показанный на фиг. 1 толкающий элемент 32, который передвигается относительно каскадного образования S в направлении стрелки А. При этом толкающий элемент 32 действует на задний конец 24 каскадного образования S и приближает этот конец 24 к переднему концу 22 до интервала, соответствующего длине С1 образования. Тогда имеющееся между отдельными типографскими изделиями относительное трение автоматически приводит к показанному на фиг. 2 и 3 или очень похожему каскадообразному образованию S1. С другой стороны, также можно перемещать каскадное образование S (фиг. 1) в направлении стрелки А, например, с помощью ленточного конвейера 14 к показанному на фиг. 2 штрихпунктиром упорному элементу 34, который на обращенной к каскадообразному образованию S1 стороне имеет контур, соответствующий форме огибающих каскадообразного образования S1 по крайней мере на том участке, на котором сокращается каскадный интервал. Для дальнейшего перемещения образованного таким образом каскадообразного образования S1 в направлении стрелки А упорный элемент 34 известными средствами может быть удален из зоны перемещения.
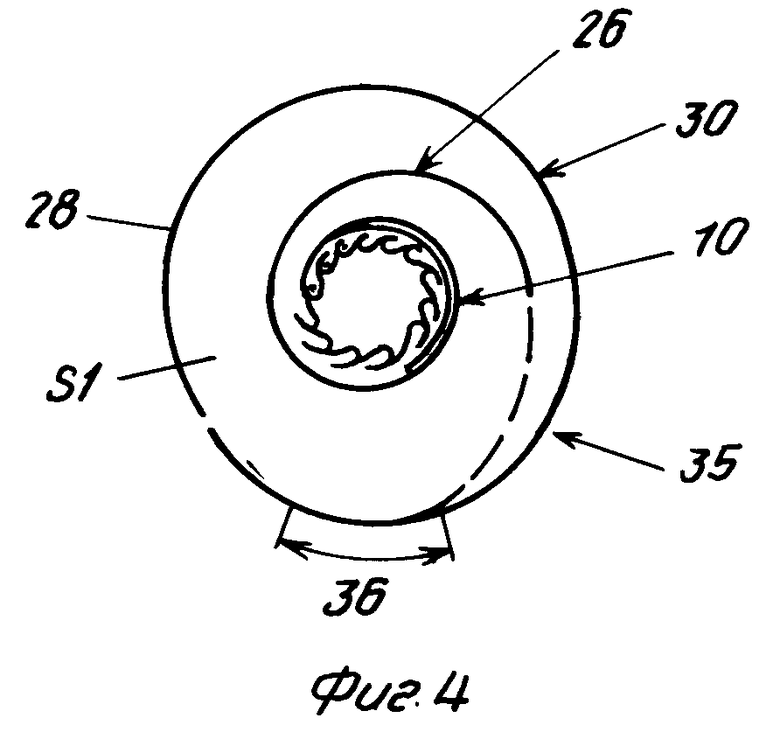
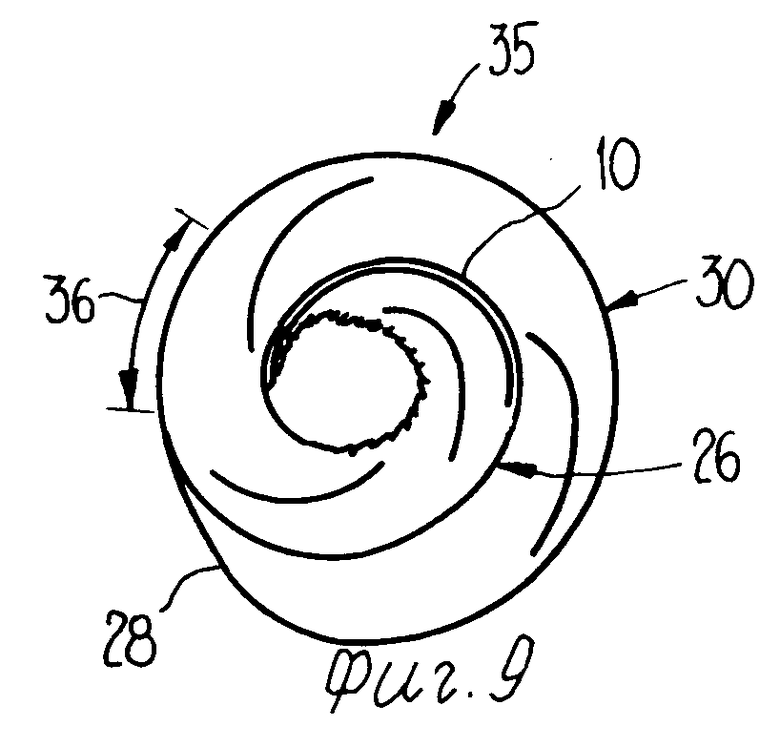
Каскадообразное образование S1, начиная с переднего конца 22, свертывается в направлении стрелки D в один рулон 30 типографской продукции, как это показано на фиг. 3. Фиг. 5 и 6 показывают представленные на фиг. 2 и 3 и вместе с огибающим элементом 26 свернутые в готовые к отправке и обслуживаемые рукой пакеты 35 каскадообразные образования S1. В этих пакетах 35 показано самое внутреннее и самое переднее в каскадообразном образовании S1 в направлении стрелки А типографское изделие и обозначено цифрой 10. Свернутый вместе с каскадообразным образованием S1 огибающий элемент 26 (фиг. 4) перекрывает это самое внутреннее в пакете 35 типографское изделие 10, отделяет расположенные в виде спирали витки свернутого в рулон каскадообразного образования S1 друг от друга и охватывает своим задним концевым участком 28 весь рулон 30 типографской продукции таким образом, что перекрывается внахлестку на обозначенном цифрой 36 участке (зоне). Если речь при этом огибающем элементе идет о синтетической фольге со свойствами самоприлипания, то это перекрывание в зоне 36 ведет к самоудержанию пакета 35.
Так как при показанном на фиг. 3 каскадообразном образовании огибающий (покрывающий) элемент 26 лишь слегка перекрывает его на заднем концевом участке 20, при сматывании каскадообразного образования S1 в рулон огибающий элемент 26 не свертывается, а располагается лишь снаружи по периметру типографской продукции 10, свернутой в рулон 30. И в этом случае посредством перекрывания переднего и заднего концевого участка покрывающего элемента 26 на участке 36 перекрывания достигается самоудержание. Само собой разумеется, можно также использовать в качестве покрывающего элемента 26 материал, который не является самоудерживающимся. В этом случае или вокруг пакета может укладываться обвязка (обмотка), или задний конец огибающего элемента 26 фиксируется другими известными средствами, например клеевой лентой.
Так как каскадообразные образования S1 на переднем концевом участке 16 вследствие относительно больших каскадных интервалов В в направлении стрелки Е являются тонкими (фиг. 2 и 3), они могут свертываться, начиная с небольшого диаметра, что приводит к небольшим стабильным, просто управляемым пакетам 35, как это показывают фиг. 4 и 5. Цилиндрообразные пакеты 35 имеют приблизительно круговое поперечное сечение, что также связано с тем, что при свертывании один толстый участок каскадообразного образования S1, если смотреть в радиальном направлении, располагается над более тонким.
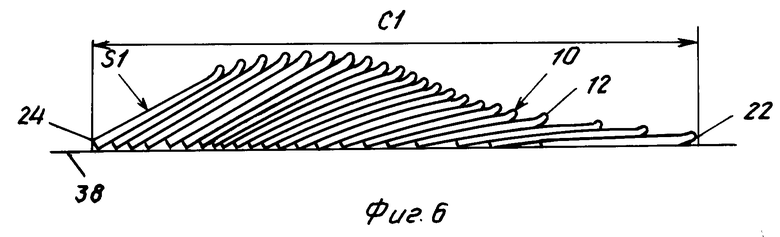
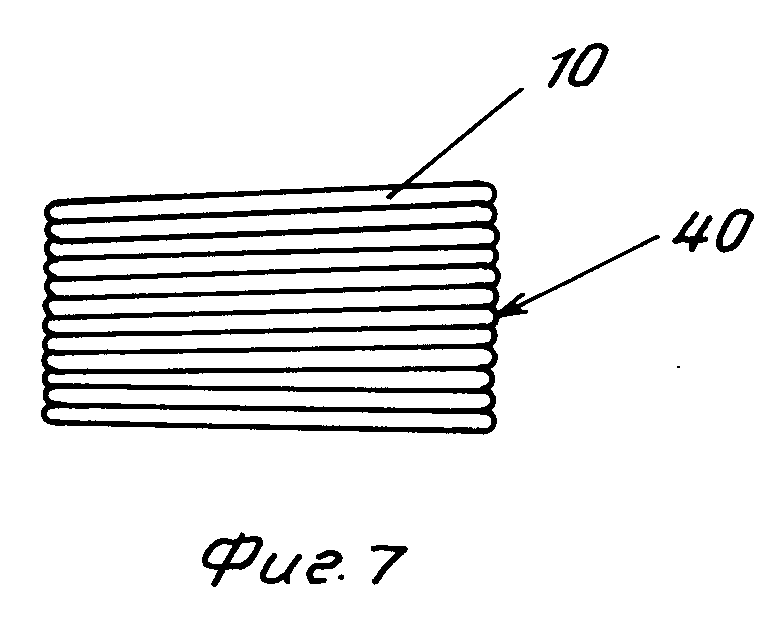
Содержащие типографскую продукцию 10 рулоновидные пакеты 35 доставляются конечному потребителю. Последний кладет пакет 35 на схематично представленное на фиг. 6 основание 38, освобождает задний конец огибающего элемента 26 и развертывает пакет 35. Как это показывает фиг. 6, типографские изделия 10 расположены тогда в стопообразном образовании, которое соответствует образованию S1 до свертывания в рулон (фиг. 2). При этом фальцованные края 12 типографских изделий 10 вследствие сгибания при свертывании могут быть загнуты немного вверх. Так как длина С1 образования выбрана таким образом, что концы 22, 24 могут одновременно захватываться руками того же самого человека, теперь можно просто рукой посредством взаимного сдвигания концов 22, 24 образовать из типографских изделий 10 одну, показанную на фиг. 7, стопку 40. Из этой стопки могут затем сверху извлекаться отдельные экземпляры 10 типографской продукции.
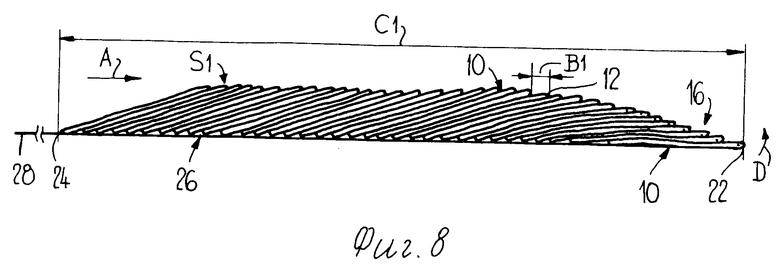
На фиг. 8 показано другое каскадообразное образование S1, в котором каскадный интервал В1 между фальцованными краями 12 следующих друг за другом типографских экземпляров 10 уменьшен до приблизительно постоянной величины. И это каскадообразное образование S1 образуется из показанного на фиг. 1 каскадного образования S посредством сдвигания всех типографских экземпляров 10. Это может произойти, например, вследствие того, что при двух включенных друг за другом ленточных конвейерах передний ленточный конвейер приводится с меньшей скоростью перемещения, нежели задний. И в показанном на фиг. 8 каскадообразном образовании S1 длина С1 выбрана таким образом, что передний конец 22 и задний конец 24 могут захватываться руками одним лицом. Огибающий элемент 26 перекрывает практически все каскадное образование и выступает своим задним концевым участком 28 за задний конец 24, чтобы аналогичным образом или способом, как описано дальше, вверху при свертывании отделять друг от друга витки и своим задним концевым участком 28 окружать рулон 30 типографской продукции и удерживать (соединять) пакет 35 (фиг. 9). Область, на которой два участка огибающего элемента 26 перекрывают друг друга и прилегают друг к другу, обозначена цифрой 36. На фиг. 9 самый внутренний типографский экземпляр, который соответствует показанному на фиг. 8 самым первым, если смотреть в направлении стрелки А, типографскому экземпляру, обозначен цифрой 10. Огибающий элемент 26 перекрывает этот печатный экземпляр 10 участками (частично). Надо принять во внимание то, что и показанное на фиг. 8 каскадообразное образование S1 на переднем концевом участке 16 тоньше, чем на среднем участке. Вследствие этого можно и в этом случае получить рулон 30 типографской продукции с одним центром с небольшим свободным внутренним диаметром. При этом центр может быть эксцентрично расположен относительно приблизительно круговой периферии пакета 35.
И в этом случае пакет развертывается конечным пользователем и посредством взаимного сдвигания концов 22, 24 рукой из каскадообразного образования S1 образуется стопка 40, как показано на фиг. 7.
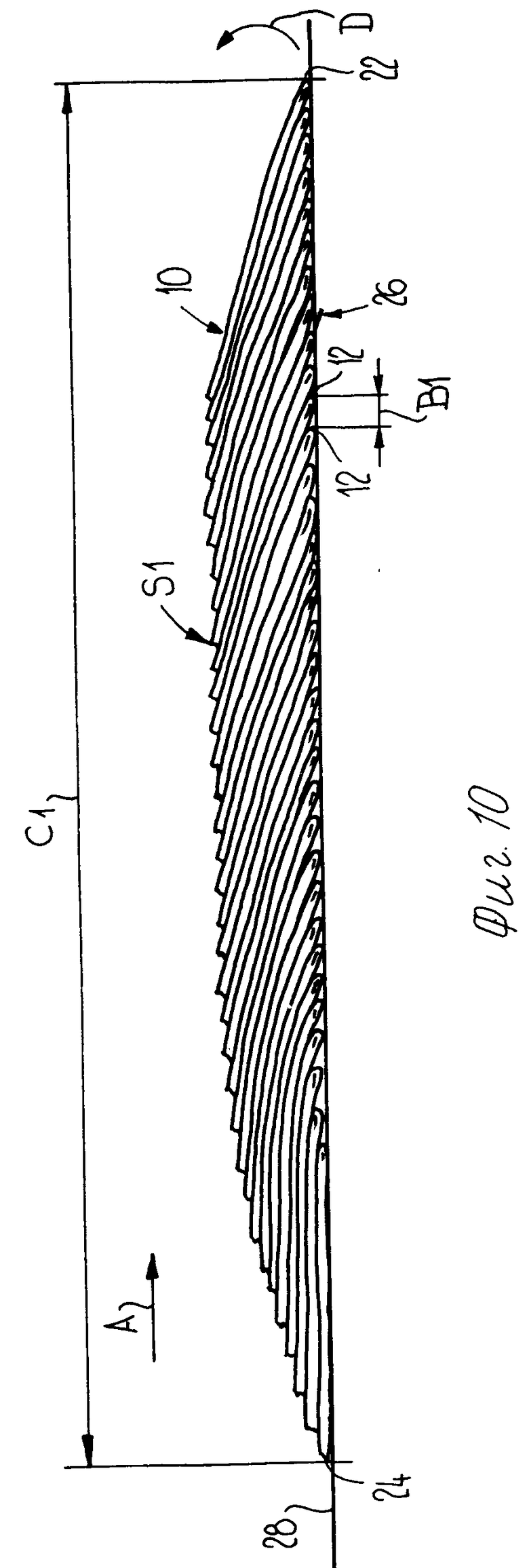
Фиг. 10 показывает аналогичное представленному на фиг. 8 каскадообразному образованию S1 каскадное образование, причем положение типографских экземпляров 10 внутри каскадообразного образования S1 различно. Если смотреть в направлении А перемещения каскадообразного образования S1, в показанном на фиг. 10 образовании фильцованные кромки 12 каждого зкземпляра типографской продукции располагаются впереди и внизу так, что каждый печатный экземпляр 10 лежит на идущем сзади. И это каскадообразное образование S1 образуется из каскадного образования с большим каскадным интервалом, в котором каждый экземпляр типографской продукции лежит на идущем сзади, посредством одновременного сдвигания всех типографских экземпляров 10 так, что каскадный интервал между фальцами 12 следующих друг на друге печатных экземпляров уменьшен на почти постоянную величину. Продольное сечение образованного таким образом каскадообразного образования S1 имеет приблизительно форму трапеции.
И в показанном на фиг. 10 каскадообразном образовании S1 длина С1 выбрана таким образом, что передний конец 22 и задний конец 24 могут браться руками одним человеком. Обозначенный цифрой 26 огибающий элемент своим задним концевым участком 28 выступает за задний конец 24 точно также, как это уже описано выше. Каскадообразное образование S1 в направлении стрелки D свертывается в один пакет, который удерживается вместе (скрепляется) огибающим элементом 26. Конечным пользователем пакет развертывается и из раскрепленного таким образом каскадного образования S1 посредством взаимного сдвигания концов 22, 24 рукой образуется одна стопка аналогично тому, как это представлено выше. Однако свертывание показанного на фиг. 10 каскадообразного образования S1 в направлении стрелки D позволяет также извлечение отдельных экземпляров 10 типографской продукции из центра рулона типографской продукции.
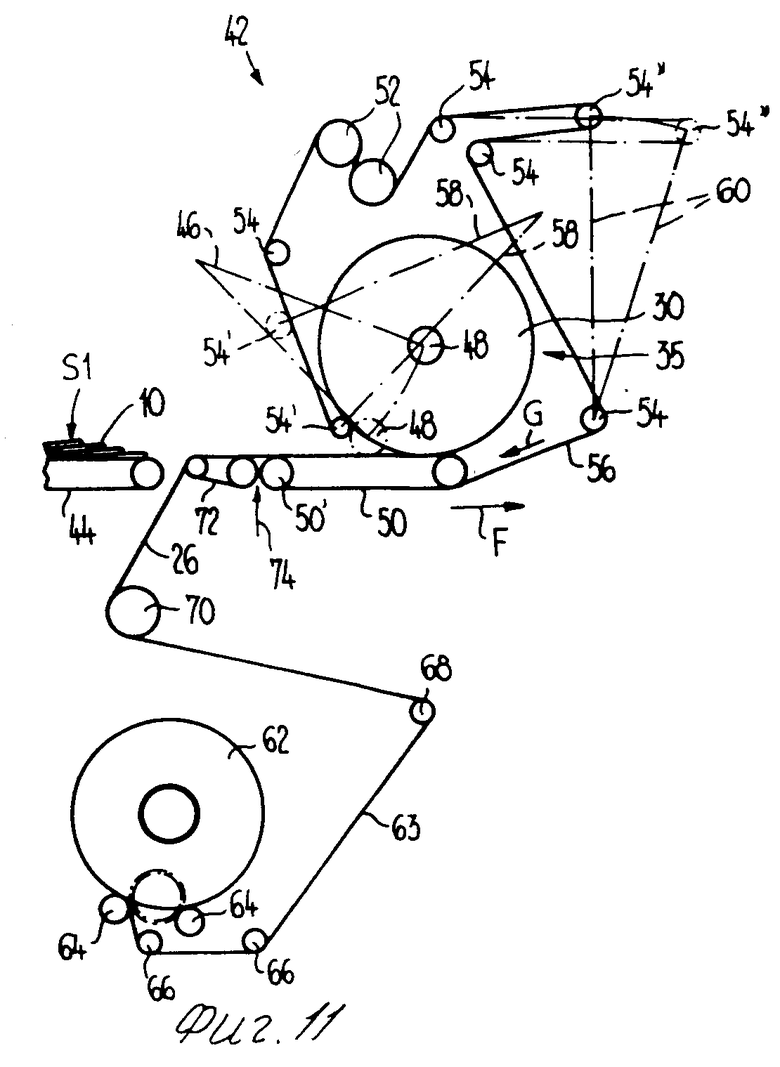
Фиг. 11 показывает сматывающее (свертывающее) устройство 42 для свертывания подаваемых в каскадообразном образовании S1 экземпляров типографской продукции в один рулон 30 и обертывания его покрывающим элементом 26. Конструкция и принцип действия этого свертывающего устройства 42 подробно представлены и описаны в европейской заявке N 0243906 или же соответствующей заявке США N 4811548. По этой причине в дальнейшем свертывающее устройство 42 описывается лишь постольку, поскольку это необходимо для понимания фиг. 11. Оно содержит установленную с возможностью свободного поворота на показанном штрихпунктиром поворотном рычаге 46 навивочную оправку 48. Внизу навивочной оправки 48 предусмотрен ленточный конвейер 50. Проведенный вокруг пары приводных роликов 52 и вокруг нескольких направляющих роликов 54, 54', 54'' бесконечный ремень 56 охватывает навивочную оправку 48 или же намотанные на нее экземпляры 10 типографской продукции и проходит вокруг обращенного к ленточному конвейеру 44 направляющего валика 50' ленточного конвейера 50. Направляющие ролики 54, исключая обозначенные позициями 54', соответственно 54'', направляющие ролики, установлены неподвижно. Включенный перед навивочной оправкой 48, если смотреть в направлении стрелки F, направляющий ролик 54' установлен с возможностью свободного поворота на другом обозначенном цифрой 58 поворотном рычаге. Последний может отклоняться взад и вперед между двумя указанными штрихпунктиром, конечными положениями. Обозначенный цифрой 54'', направляющий ролик тоже расположен на поворотном рычаге 60, который смещен по часовой стрелке, чтобы держать натянутым ремень 56 и компенсировать изменение длины охватывающей навивочную оправку 48 или же намотанных на нее типографских экземпляров части ремня 56. Ленточный конвейер 50 перемещают в направлении стрелки F из показанного на фиг. 11 рабочего положения в начальное положение (в положение покоя), в котором он не касается больше полученного пакета для сталкивания его с навивочной оправки 48.
Ниже ленточного конвейера 50 уложена на двух опорных валиках 64 катушка 62 с запасом намотанной на нее синтетической пленки 63. Упомянутый выше огибающий элемент 26 состоит из отрезка этой синтетической пленки 63. Синтетическая пленка 63 проводится от запасной катушки 62 по двум направляющим валикам 66, одному натяжному валику 68 и одному схематично показанному управляемому размыкающему (освобождающему) валику 70. От него синтетическая пленка 63 проходит к выполненному в виде ленточного транспортера, расположенному между ленточным конвейером 44 и ленточным конвейером 50 натяжному устройству 72. Между последним и ленточным конвейером 50 предусмотрено показанное стрелкой и поворачиваемое в направлении стрелки на путь перемещения синтетической пленки 63 режущее устройство 74 для отделения образующего огибающий элемент 26 отрезка синтетической пленки 63.
Свертывающее устройство 42 работает следующим образом. Вначале навивочная оправка 48 находится в своем показанном штрихпунктиром нижнем конечном положении, в котором она лежит на находящемся в рабочем положении ленточном конвейере 50. Проходящий вдоль верхней ветви ленточного конвейера 50 от направляющего валика 50' ремень 56 огибает навивочную оправку 48 и проходит от нее к направляющему ролику 54', который находится в показанном вытянутыми линиями, нижнем конечном положении. Ремень 56 с помощью приводных роликов 52 приводится в движение в направлении стрелки С почти так же быстро, как ленточный конвейер 44, который подает каскадное образование S1. Вместе с последней с нижней стороны подается удаленная с запасной катушки 62 синтетическая пленка 63. Затем ремень 56 накладывает каскадное образование S1 на навивочную оправку 48, чтобы отсюда образовать рулон 30 типографской продукции. При этом одновременно сматывается синтетическая пленка 63. В результате увеличения диаметра лежащего на ленточном конвейере 50 рулона 30 поворотный рычаг 46 постепенно отклоняется к верхнему положению, в котором навивочная оправка 48 находится в показанном на фиг. 11 вытянутыми линиями положении. Для того, чтобы во время процесса сматывания учесть различную толщину подводимого каскадного образования S1, направляющий ролик 54', отклоняют соразмерно этой толщине с помощью другого поворотного рычага 58 в направлении к верхнему конечному положению и обратно. Для этого, например, может воспроизводиться (считываться) толщина каскадообразного образования S1 и с соответствующим регулированием (настройкой) отклоняться поворотный рычаг 58 с целью возможности прохода каскадообразного образования S1 между ленточным конвейером 50 и направляющим роликом 54'. Как только все каскадообразное образование S1 намотано на навивочную оправку 48, и синтетическая пленка 63 протянулась на необходимую длину выступающего назад, заднего концевого участка 28 (фиг. 2 и 3) мимо режущего устройства 74, последнее активизируется для отделения покрывающего элемента 26 от остальной части синтетической пленки 63. Тогда ремень 56 приводится в движение до тех пор, пока задний концевой участок огибающего элемента 26 полностью не приляжет к рулону 30 типографской продукции. Для сталкивания готового пакета 35 с навивочной оправки 48 поворотный рычаг 58 отклоняется в верхнее конечное положение, а ленточный конвейер 50 перемещается в направлении стрелки F так, что навивочная оправка 48 вместе с пакетом может опускаться в нижнее положение, которое показано посредством изображенной штрихпунктиром навивочной оправки 48 и в котором поворотный рычаг 46 подходит к непоказанному упору. Затем с помощью тоже непоказанного толкателя готовый пакет 35 сталкивается с навивочной оправки 48.
Для возможности удержания подаваемой вместе с каскадным образованием S1 синтетической пленки 63 натянутой натяжное устройство 72, выполненное в виде ленточного конвейера, надолго (постоянно) приведено в движение в направлении подачи (транспортирования), и постоянно прилегающая к нему синтетическая пленка 63 с помощью освобождающего валика 70 либо удерживается (сдерживается) в случае, если синтетическая пленка 63 не должна подаваться вместе с каскадообразным образованием S1, либо освобождается с целью подачи вместе с этой синтетической пленкой 63. Смещенный (предварительно натянутый) натяжной валик 68 в зоне между запасной катушкой 62 и освобождающим валиком 70 удерживает синтетическую пленку 63 натянутой и посредством образования вида запасной петли устраняет ударную перегрузку синтетической пленки 63.
Допустимо также свертывание каскадообразного образования S1 с помощью других видов сматывающих устройств любой конструкции.
Само собой разумеется, допустимо также такое расположение экземпляров 10 типографской продукции в каскадном образовании S и каскадообразном образовании S1, что противоположные фальцованному краю 12 открытые боковые края расположены впереди. Естественно было бы допустимо также свертывание каскадообразного образования S1 с другого конца или против направления стрелки D (фиг. 3 и 10).
При сдвигании поступающих в каскадном образовании S типографских экземпляров 10 возможно также последовательное (ступенчатое) уменьшение каскадного интервала, т. е. экземпляры 10 печатной продукции сдвигаются таким образом, что по мере надобности некоторые следующие друг за другом типографские экземпляры имеют тот же самый каскадный интервал, и тогда уменьшается каскадный интервал по мере надобности для некоторых последующих типографских экземпляров.
Было бы также разумным для сдвигания поступающих в каскадном образовании S экземпляров 10 типографской продукции подключить после (к) ленточного конвейера 14 (фиг. 1) другой ленточной конвейер, скорость подачи которого регулируется таким образом, что при переходе с одного ленточного конвейера 14 на другой экземпляры 10 типографской продукции сдвигаются на желаемое каскадное расстояние (интервал) В, В1.
Ради полноты следует еще упомянуть также, что размер длины каскадного образования S может быть задан количеством экземпляров 10 печатной продукции, которые располагаются на приблизительно одинаковом каскадном интервале В.
Использование: изобретение касается способа упаковывания типографских изделий, преимущественно газет и журналов, поступающих каскадом определенной длины. Сущность изобретения: способ предусматривает подачу изделий каскадом определенной длины и с интервалом между их фальцованными краями, свертывание изделий с образованием рулона, подачу скрепляющей оболочки или обмотки и наложение ее на рулон. Перед свертыванием изделий в рулон изделия в каскаде сдвигают, уменьшая интервал между их фальцованными краями. Таким образом, при развертывании пакета пользователь руками одновременно может захватить оба конца каскада. 9 з.п. ф-лы, 11 ил.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Патент США N 4844256, кл | |||
| Гидравлический способ добычи торфа | 1916 |
|
SU206A1 |
| Механизм для сообщения поршню рабочего цилиндра возвратно-поступательного движения | 1918 |
|
SU1989A1 |

