Изобретение относится к обработке поверхности изделий из хромокобальтовых сплавов (ХКС), титана и может быть использовано в медицине.
Известен способ обработки поверхности протезов, включающий анодную электрохимическую обработку - травление в 18%-ном растворе соляной кислоты при пропускании электрического тока плотностью 0,5 А/дм2 с временем выдержки 2,5 мин [1] . Данный вид обработки позволяет создать развитую поверхность, однако не обеспечивает необходимую для удержания протеза силу сцепления поверхности протеза с композитом.
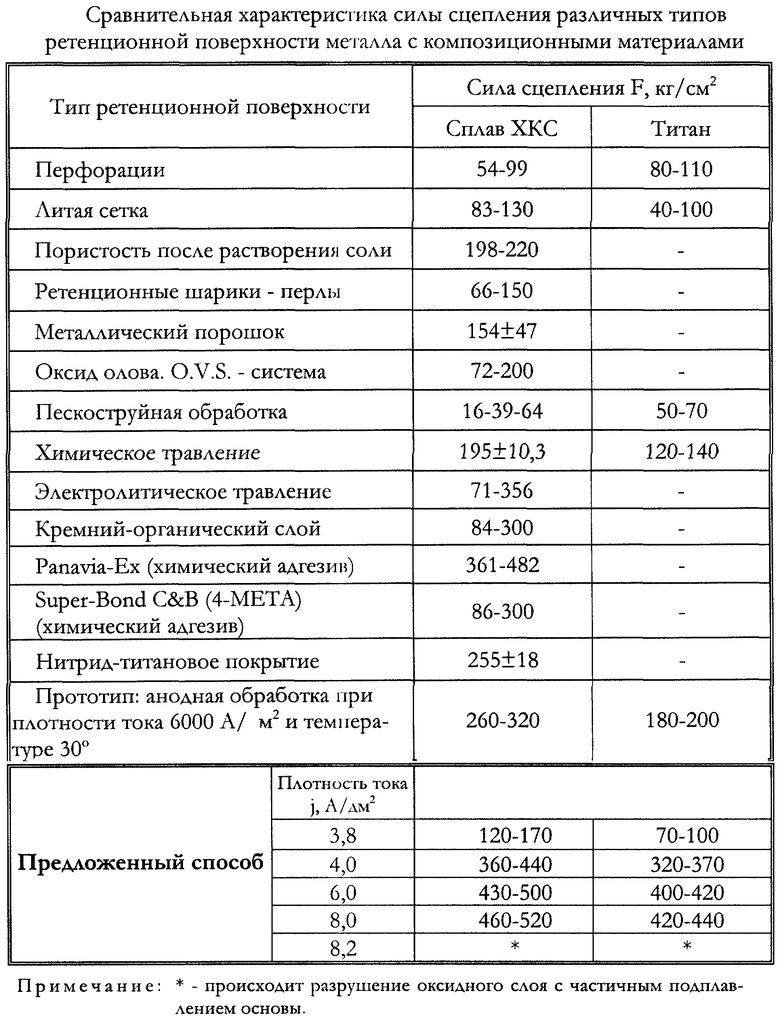
Наиболее близким по технической сущности является способ обработки поверхности поликомпозиционных протезов, включающий анодную обработку в щавелевокислом электролите при плотности тока 5400-6200 А/дм2 и температуре 27-32oС [2]. В медицине при изготовлении экзо- и эндопротезов различных органов или их частей соединение на границе металл - композит происходит либо адгезионно либо механически при помощи специальных ретенционных приспособлений.
Для успешной фиксации протезов необходимо, чтобы сила сцепления композита с металлом превосходила нагрузку на границе протез - кость.
Задачей изобретения является увеличение силы сцепления ретенционной поверхности металла с композиционным материалом.
Поставленная задача достигается тем, что в известном способе, основанном на анодной обработке поверхности поликомпозиционных протезов в щавелевокислом электролите, согласно предлагаемому способу, анодную обработку осуществляют в дуговом режиме оксидирования путем отрыва основного материала с поверхности протезов и образования каверн при величине плотности тока 4 - 8 А/дм2 и температуре электролита 70 - 95oС.
Введение нового признака обеспечивает увеличение разветвленности поверхности и силы сцепления поверхности металла с композиционным материалом.
Реализация способа достигается следующим образом.
Протез помещают в ванну с водным раствором электролита. Далее к электродам, одним из которых является сам протез (анод), подводят электрический ток. Это приводит к образованию микродуг, которые вырывают частицы материала с поверхности при образовании электрического шнура, что в результате приводит к образованию каверн. После завершения процесса оксидирования отключают электрический ток, протез извлекают из ванны, промывают и просушивают.
Важной технологической характеристикой при использовании предлагаемого способа, определяющей качество получаемой поверхности, является сила тока и температура электролита. Установлено, что значения силы тока должны находиться в диапазоне 4 - 8 А/дм2, а температура - в интервале 70 - 95oС.
При плотности тока менее 4 А/дм2 силы разряда микродуги недостаточно для образования на поверхности материала каверн и как следствие не обеспечивается получение развитой поверхности. Если плотность тока превышает 8 А/дм2, сила микродуги увеличивается настолько, что происходит разрушение оксидного слоя с частичным оплавлением основы.
При температуре электролита менее 70oС образуются микродуги, сила разряда которых недостаточна для образования поверхности требуемой шероховатости. Если же температуре выше 95oС, электролит начинает кипеть и поднимающиеся вдоль поверхности образца пузырьки воздуха препятствуют стабильному протеканию процесса.
Пример: протезы, изготовленные из ХКС и титана, подвергали анодной обработке - микродуговому оксидированию в водном растворе щавелевокислого электролита (при концентрации щавелевой кислоты 25 г/л) на различных плотностях тока при температуре электролита 70 - 95oС.
После нанесения композита на полученную после анодной обработки поверхность определяли силу сцепления металл - композит по известной методике.
Как видно из таблицы, более высокую силу сцепления имеют образцы, обработанные при плотности тока от 4 до 8 А/дм2. При плотности электрического тока менее 4 А/дм2 наблюдается резкое понижение значения данной характеристики, что связано с недостаточно развитой поверхностью металла и его шероховатостью. Это объясняется тем, что сила электрической дуги недостаточна для образования каверн необходимой глубины на поверхности металла.
Если же величина плотности тока превышает 8 А/дм2, то происходит разрушение оксидного слоя с частичным оплавлением основы.
Применение предлагаемого способа по сравнению с прототипом позволяет получать высоко разветвленную поверхность протеза и соответственно более высокую силу сцепления поверхности металла с композиционным материалом (см. таблицу).
Источники информации
1. Научно-практический журнал "Новое в стоматологии", М. , 1998, 5/98(65).
2. Способ обработки поверхности поликомпозиционных протезов. Патент РФ 1789575 от 23.01.1993 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЙ | 2004 |
|
RU2250937C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЙ | 1998 |
|
RU2136788C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЙ | 2000 |
|
RU2166570C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЙ | 2003 |
|
RU2238351C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЙ | 2004 |
|
RU2252277C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЙ | 2003 |
|
RU2238352C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЙ | 2004 |
|
RU2266987C1 |
| Способ получения композиционных покрытий на вентильных металлах и их сплавах | 2022 |
|
RU2787330C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ ПОКРЫТИЙ НА СПЛАВАХ ВЕНТИЛЬНЫХ МЕТАЛЛОВ | 2013 |
|
RU2527110C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО МЕТАЛЛОКЕРАМИЧЕСКОГО ПОКРЫТИЯ НА ВЕНТИЛЬНЫХ МЕТАЛЛАХ И ИХ СПЛАВАХ | 2013 |
|
RU2543659C1 |
Изобретение относится к обработке поверхностей протезов из титана, сплавов на основе хрома и кобальта и может быть использовано в медицине. Способ обработки поверхности поликомпозицонных протезов включает анодную обработку в щавелевокислом электролите в дуговом режиме оксидирования путем отрыва основного материала с поверхности протезов и образованием каверн при величине плотности тока 4-8 А/дм2 и температуре электролита 70-95oС. Техническим результатом изобретения является возможность получения более развитой поверхности протеза с высокой силой сцепления ретенционной поверхности металла с композиционным материалом. 1 табл.
Способ обработки поверхности поликомпозиционных протезов, включающий анодную обработку в щавелевокислом электролите, отличающийся тем, что анодную обработку осуществляют в дуговом режиме оксидирования путем отрыва основного материала с поверхности протезов и образованием каверн при величине плотности тока 4-8 А/дм2 и температуре электролита 70-95oС.
| Раствор для анодного травления мостовидных протезов | 1990 |
|
SU1789575A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОКСИДНЫХ ПОКРЫТИЙ, ПРЕИМУЩЕСТВЕННО НА ИЗДЕЛИЯХ, ИЗГОТОВЛЕННЫХ ИЗ РАЗНОРОДНЫХ СПЛАВОВ ТИТАНА | 1983 |
|
SU1156410A1 |
| RU 94011863 A1, 07.10.1996 | |||
| Фильтр для очистки воды | 1986 |
|
SU1386234A1 |

