Изобретение относится к области электрохимической обработки поверхности изделий из вентильных металлов и их сплавов и может быть использовано в машиностроении и других отраслях промышленности для получения износостойких антифрикционных покрытий.
Известен способ получения композиционного антифрикционного покрытия на деталях из алюминиевых сплавов (RU 2288971, 2006), которое содержит наружный антифрикционный слой и размещенный между ним и основой из алюминиевого сплава слой оксидокерамики толщиной 50 - 300 мкм. Наружный антифрикционный слой выполнен из меди или сплава на ее основе, а его толщина составляет 2-10 мкм. Способ изготовления данного покрытия включает формирование слоя оксидокерамики с открытой пористостью анодно-катодным микродуговым оксидированием и последующее нанесение антифрикционного слоя. Перед нанесением антифрикционного слоя с поверхности оксидокерамики удаляют слой пористостью более 10%. Затем деталь обрабатывают смазкой на основе технического глицерина. Антифрикционный слой наносят фрикционно-механическим способом. Натирающую пластину из меди или сплава на ее основе прижимают к поверхности оксидокерамики с монотонно возрастающим контактным давлением. Натирающая пластина теплоизолирована от прижимного элемента устройства для натирания и имеет форму контактирующей с ней поверхности. Техническим результатом изобретения является расширение возможностей создания композиционных антифрикционных покрытий на деталях из алюминиевых сплавов, форма которых ограничивает возможности их нагрева из-за коробления.
Недостатком известного способа является относительная сложность технологии, предусматривающая комбинацию различных по своему характеру технологических процессов.
Известен также способ получения многофункциональных композитных полимер-оксидных покрытий на сплавах магния методом плазменно-электролитического оксидирования (J.Guo, L.Wang, S.C.Wang, J.Liang, Q.Xue, F.Yan. Preparation and performance of a novel multifunctional plasma electrolytic oxidation composite coating formed on magnesium alloy. J. Mater. Science. 2009, 44. p.1998-2006) в водном щелочном фосфатном электролите (фосфат натрия 10 г/л и гидроксид калия 1 г/л), включающем диспергированные наночастицы политетрафторэтилена (ПТФЭ) (10 вес.%) и анионное поверхностно-активное вещество, преимущественно додецил сульфонат натрия, в количестве 2-4 объемных %, при плотности анодного и катодного токов 6 А/дм2, конечном напряжении 500 В, длительности анодных импульсов 1,0 мс, катодных 1,5 мс, частоте следования импульсов 150 Гц, при температуре электролита 25-30°С и его постоянном механическом перемешивании. Перед плазменно-электролитическим оксидированием изделие полируют с помощью абразивной бумаги, покрытой SiC, и обезжиривают в ацетоне.
Недостатком известного способа является неудовлетворительная стабильность электролита, вследствие чего происходит его расслоение, что приводит к низкой воспроизводимости результатов, неудовлетворительному качеству покрытий, их низкой износостойкости.
Известен способ микродугового получения покрытия на алюминии и его сплавах (Дунькин О.Н., Ефремов А.П., Крит Б.Л и др. Влияние параметров микродугового оксидирования на свойства покрытий, формируемых на алюминиевых сплавах. // Физика и химия обработки материалов, 2000 №2, С.49-53.), включающий плазменно-электролитическое (микродуговое) оксидирование в щелочном водном растворе электролита в импульсном, анодном, анодно-катодном, катодном режимах и бестоковой паузы при их различных сочетаниях и циклическом изменении полярности. Исследование влияния соотношения катодного и анодного токов, высоты переднего фронта импульсов и варианта циклирования анодного, катодного, анодно-катодного режимов и бестоковой паузы на основные характеристики МДО-покрытий позволило установить, что при асимметричном анодно-катодном МДО сплава Д16 высокими значениями толщины и микротвердости и низкой пористостью обладают покрытия, сформированные при соотношении Iк/Iа=1,3. А циклирование режимов позволяет выбрать вариант, обеспечивающий получение МДО-покрытий с необходимым комплексом свойств.
Однако в работе не содержится описание конкретного технического решения, объем которого позволял бы проводить сопоставительный анализ с другими техническими решениями.
Более близким к заявляемому предложению является способ получения композитных полимер-оксидных покрытий на вентильных металлах и их сплавах (RU 2483144, 2013), включающий плазменно-электролитическое оксидирование в водном электролите, содержащем диспергированные частицы порошка политетрафторэтилена (ПТФЭ), при этом оксидирование проводят в гальваностатическом режиме при плотности анодного тока 0,03-0,05 А/см2 в течение 20-30 мин в щелочном электролите, который содержит 40-60 г/л порошка ПТФЭ и дополнительно включает силоксан-акрилатную эмульсию в количестве 40-100 мл/л. Применение этого способа позволяет улучшить стабильность электролита при одновременном повышении износостойкости и гидрофобных свойств формируемых покрытий.
Недостатком известного способа является невысокая микротвердость формируемых покрытий и, как следствие, недостаточная износостойкость, поскольку в гальваностатическом анодном режиме не происходит формирование альфа-оксида алюминия, являющегося основным компонентом повышения микротвердости покрытия до значительных величин (порядка 16-20 ГПа).
Технической проблемой, решаемой настоящим изобретением, является создание способа, обеспечивающего формирование на вентильных металлах и их сплавах покрытий с повышенными износостойкими, антифрикционными и коррозионно-защитными свойствами.
Указанная задача достигается описываемым способом получения композиционных покрытий на вентильных металлах и их сплавах методом микродугового оксидирования при плотности тока 0,5-30 А/дм2 в течение 30-40 минут в водном щелочном электролите, содержащем суспензию политетрафторэтилена, включающую поверхностно-активное вещество ОП-7 в количестве 10-20 мл/л и пеногаситель в количестве 5-10 мл/л, при этом микродуговое оксидирование проводят в цикличном режиме в течение 5 мин в анодно-катодном режиме с переключением на 1 мин в анодный режим, после чего проводят термообработку полученного оксидированного изделия в течение 20-30 минут при температуре 380-400°С.
Предпочтительно в качестве водного щелочного электролита используют водный фосфатный или водный боратный электролит.
Технический результат предлагаемого способа заключается в обеспечении внедрения частиц фторопласта в структуру формируемого покрытия не только в поверхностном слое, но и в толще покрытия.
Способ осуществляют следующим образом.
Смешивают поочередно в ванне расчетные количества, щелочи (КОН) и гексаметафосфата натрия (Nа6Р6О18) или тетрабората натрия (Na2B4O7⋅10Н2О). В отдельной емкости отмеряют расчетное количество водной суспензии политетрафторэтилена (фторопласта), включающей поверхностно-активное вещество ОП-7, например, Ф-4Д из расчета на весь объем ванны, разбавив ее дистиллированной водой и добавив расчетное количество пеногасителя ПС-1. Полученную смесь вводят в ванну электролита и тщательно перемешивают.
Готовый электролит, таким образом, представляет собой щелочной раствор в дистиллированной воде и содержит суспензию политетрафторэтилена, представляющую собой взвесь тонкодисперсного помола полимера (концентрации 50-60%) в воде с добавкой стабилизирующего вещества (поверхностно-активное вещество ОП-7). Благодаря ПАВ частицы фторопласта находятся во взвешенном состоянии вследствие электростатического взаимодействия глобул ПАВ, обволакивающих частицы фторопласта, и не давая им коагулировать, что обеспечивает их равномерное распределение по объему ванны и стабильность электролита.
Вместе с тем, поскольку ПАВ обладает явно выраженными мыльными свойствами, для предотвращения обильного выделения пены в электролит добавляют пеногаситель, в качестве которого использовали пеногаситель ПС-1 (Марка Б). Плазменно-электролитическое оксидирование изделий из вентильных металлов и их сплавов проводили в течение 30-40 мин при плотности тока от 0,5 до 30 А/дм2 в цикличном режиме - анодно-катодном режиме (А-К) в течение 5 минут, чередуя его с анодным режимом, проводимом в течение 1 минуты. Конечные напряжения формирования, в зависимости от используемого сплава, составляли Ua=540-600 В, Uк=160-250 В. Указанная особенность чередования режимов (А-К и А) в процессе формирования покрытия в данном временном режиме обусловлена необходимостью обеспечения внедрения частиц фторопласта в структуру МДО-покрытия не только в поверхностном слое, как это обычно имеет место, но и в толще покрытия (см. Фиг. 1), что обеспечит его длительную работу с сохранением антифрикционных свойств. В момент включения анодного режима, частицы фторопласта, будучи обволочены глобулами ПАВ и имея отрицательный заряд на поверхности глобул, более активно начинают движение к аноду (детали) вследствие электрофореза, и, таким образом, концентрация частиц фторопласта вблизи оксидируемой поверхности резко возрастает, что приводит к их активному вовлечению в объем электролита, обрабатываемый микродуговыми разрядами, и способствует встраиванию частиц фторопласта в структуру формируемого покрытия.
Проведение анодно-катодного режима (А-К) в течение 5 минут, чередуя его с анодным режимом (А), проводимом в течение 1 минуты, является оптимальным для формирования покрытий высокого качества. При проведении данных режимов в другой длительности циклов, например, режима (А-К) в течение 3 или 6 минут, а режима А, соответственно, 1 минута качество покрытий ухудшается.
Последующая термообработка сформированного МДО-покрытия с включениями частиц фторопласта при температуре 380-400°С в течение 20-30 мин служит для повышения адгезии частиц фторопласта, внедренных в структуру покрытия, и снижения общей пористости покрытия. Примеры конкретного осуществления способа.
Для приготовления электролита использовали расчетные количества химреактивов: щелочи - гидрата окиси калия (КОН) ГОСТ 9285-78 и гексаметафосфата натрия (Na6P6O18) ГОСТ 20291-80 или тетрабората натрия (Na2B4O7⋅10Н2О) ГОСТ 4199-76, суспензии фторопластовой водной марки Ф-4Д по ТУ 6-05-1246-81, пеногасителя ПС-1 (Марка Б) по ТУ 2251-001-37631882-2015.
Микродуговую обработку проводили на образцах сплавов алюминия -Д16, АМг6, В95, титана - ВТ6, ВТ1, магния - МЛ2, МЛ5 в виде дисков с размерами 024x8 мм в водном щелочном электролите с внесенными добавками (суспензии фторопласта с ПАВ и пеногасителя) в течение 30-40 мин. Последующую термообработку проводили в муфельной печи при температуре 380-400°С в течение 20-30 мин.
Толщину сформированных покрытий измеряли с помощью вихретокового толщиномера MiniTest 600 FN2 фирмы Electrophysik, микротвердость измеряли на микротвердомере DuraScan 20.
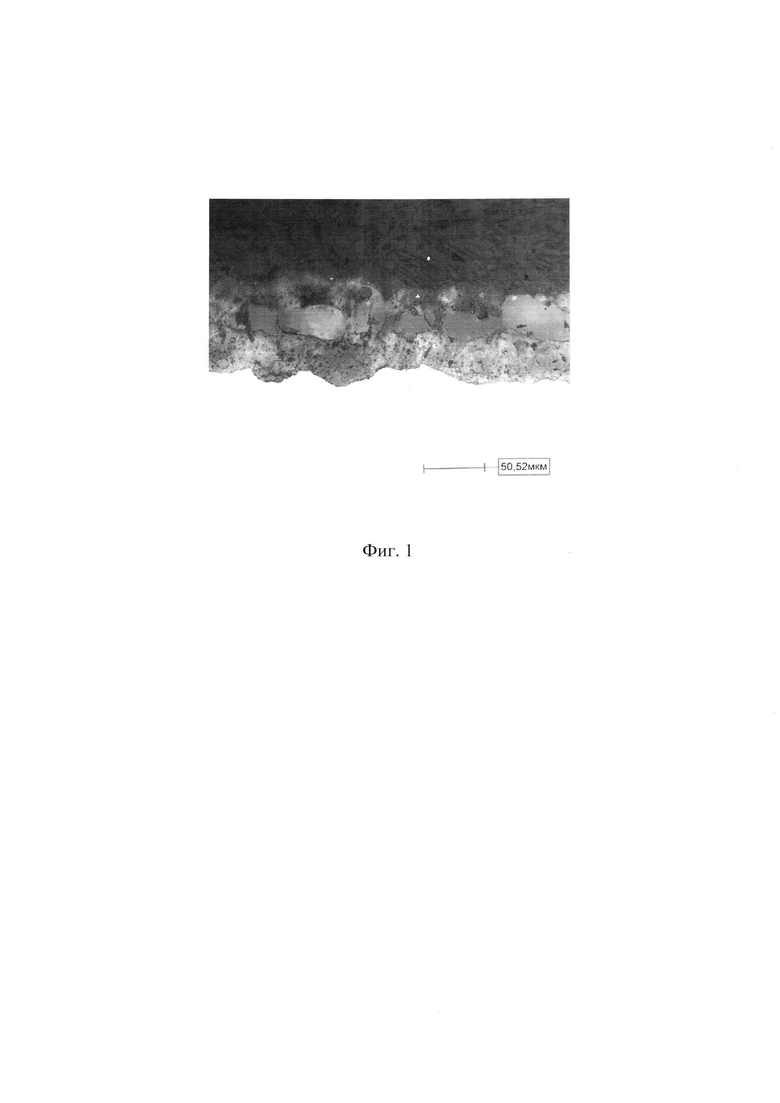
Морфологию покрытий исследовали на оптическом микроскопе NICON с использованием программного обеспечения от компании Thixmet LLC. Данные по морфологии представлены на Фиг. 1. Структуру и химический состав покрытий изучали на сканирующем электронном микроскопе FEI Quanta 650 с энергодисперсионной приставкой для микроанализа EDAX TRIDENT ХМ4. Эти данные позволили установить наличие в структуре МДО-покрытия частиц фторопласта. В качестве примера на Фиг. 2 представлены данные по элементному составу МДО-покрытия на сплаве Д16.
Тест на трение и изнашивание проводили на установке SRV (по стандарту ASTM G133) при возвратно-поступательном перемещении образца на величину 1 мм с частотой 20 Гц относительно контртела (шарик диаметром 10 мм из стали ШХ15) при нагрузке 40 Н в течение 20 мин. При этом фиксировали как коэффициент трения, так и износ испытуемых покрытий, который оценивался по снимаемой после проведения испытаний профилограмме дорожки трения (см. Фиг. 3) на профилографе-профилометре Mahr.
Пример 1.
Образец из сплава алюминия Д16 обрабатывали в водном щелочном электролите, содержащем 2 г/л КОН, 4 г/л Na6Р6O18 10 мл/л суспензии политетрафторэтилена и 10 мл/л пеногасителя ПС-1 (Марка Б), в цикличном режиме при плотности тока 10 А/дм2: в течение 5 мин в анодно-катодном режиме (А-К) с переключением на 1 мин в анодный режим, затем опять включали анодно-катодный режим на 5 мин с последующим переключением в анодный (А) режим на 1 мин. В таком порядке проводили обработку образца в течение 30 мин с переключением А-К и А режимов. Конечные напряжения формирования были Ua=560 В, Uк=180 В. Термообработку проводили в течение 20 мин при 380°С. Толщина покрытия составила 76 мкм, микротвердость - 16 ГПа. Коэффициент трения средний - 0,10. Износ за цикл испытаний - 12 мкм.
Пример 2.
Образец из сплава алюминия АМг6 обрабатывали в водном щелочном электролите, содержащем 2 г/л КОН, 4 г/л Na2B4O710H2O, 15 мл/л суспензии политетрафторэтилена и 5 мл/л пеногасителя ПС-1 в цикличном режиме при плотности тока 15 А/дм2: в течение 5 мин в анодно-катодном режиме (А-К) с переключением на 1 мин в анодный режим, затем опять включали анодно-катодный режим на 5 мин с последующим переключением в анодный режим на 1 мин. В таком порядке проводили обработку образца в течение 35 мин с переключением А-К и А режимов. Конечные напряжения формирования были Ua=540 В, Uк=170 В. Термообработку проводили в течение 25 мин при 390°С. Толщина покрытия - 70 мкм, микротвердость - 12 ГПа, Коэффициент трения средний - 0,09. Износ за цикл испытаний - 16 мкм.
Пример 3.
Образец из сплава алюминия В95 обрабатывали в водном щелочном электролите, содержащем 2 г/л КОН, 4 г/л Na6P6O18, 20 мл/л суспензии политетрафторэтилена и 10 мл/л пеногасителя ПС-1 в цикличном режиме при плотности тока 20 А/дм2: в течение 5 мин в анодно-катодном режиме с переключением на 1 мин в анодный режим, затем опять включали анодно-катодный режим на 5 мин с последующим переключением в анодный режим на 1 мин. В таком порядке проводили обработку образца в течение 40 мин с переключением А-К и А режимов. Конечные напряжения формирования были Ua=590 В, Uк=220 В. Термообработку проводили в течение 30 мин при 400°С. Толщина покрытия - 96 мкм, микротвердость - 18 ГПа, Коэффициент трения средний - 0,10. Износ за цикл испытаний - 8 мкм.
Пример 4.
Образец из сплава титана ВТ6 обрабатывали в водном щелочном электролите, содержащем 2 г/л КОН, 4 г/л Na6P6O18, 15 мл/л суспензии политетрафторэтилена и 8 мл/л пеногасителя ПС-1 в цикличном режиме при плотности тока 25А/дм2: в течение 5 мин в анодно-катодном режиме с переключением на 1 мин в анодный режим, затем опять включали анодно-катодный режим на 5 мин с последующим переключением в анодный режим на 1 мин. В таком порядке проводили обработку образца в течение 35 мин с переключением А-К и А режимов. Конечные напряжения формирования были Ua=560 В, Uк=240 В. Термообработку проводили в течение 20 мин при 400°С. Толщина покрытия - 75 мкм, микротвердость - 9 ГПа, Коэффициент трения средний - 0,12. Износ за цикл испытаний - 25 мкм. Пример 5.
Образец из сплава титана ВТ1 обрабатывали в водном щелочном электролите, содержащем 2 г/л КОН, 4 г/л Na2B4O710H2O, 20 мл/л суспензии политетрафторэтилена и 10 мл/л пеногасителя ПС-1 в цикличном режиме при плотности тока 30 А/дм2: в течение 5 мин в анодно-катодном режиме с переключением на 1 мин в анодный режим, затем опять включали анодно-катодный режим на 5 мин с последующим переключением в анодный режим на 1 мин. В таком порядке проводили обработку образца в течение 40 мин с переключением А-К и А режимов. Конечные напряжения формирования были Ua=570 В, Uк=220 В. Термообработку проводили в течение 30 мин при 380°С. Толщина покрытия - 80 мкм, микротвердость - 10 ГПа, Коэффициент трения средний - 0,13. Износ за цикл испытаний - 19 мкм.
Пример 6.
Образец из сплава магния МЛ2 обрабатывали в водном щелочном электролите, содержащем 2 г/л КОН, 4 г/л Na6P6O18, 10 мл/л суспензии политетрафторэтилена и 5 мл/л пеногасителя ПС-1 в цикличном режиме при плотности тока 0,5 А/дм2: в течение 5 мин в анодно-катодном режиме с переключением на 1 мин в анодный режим, затем опять включали анодно-катодный режим на 5 мин с последующим переключением в анодный режим на 1 мин. В таком порядке проводили обработку образца в течение 40 мин с переключением А-К и А режимов. Конечные напряжения формирования были Ua=540 В, Uк=160 В. Термообработку проводили в течение 25 мин при 390°С. Толщина покрытия - 45 мкм, микротвердость - 6 ГПа, Коэффициент трения средний - 0,15. Износ за цикл испытаний - 30 мкм.
Пример 7.
Образец из сплава магния МЛ5 обрабатывали в водном щелочном электролите, содержащем 2 г/л КОН, 4 г/л Na2B4O710H2O, 20 мл/л суспензии политетрафторэтилена и 10 мл/л пеногасителя ПС-1 в цикличном режиме при плотности тока 5 А/дм2: в течение 5 мин в анодно-катодном режиме с переключением на 1 мин в анодный режим, затем опять включали анодно-катодный режим на 5 мин с последующим переключением в анодный режим на 1 мин. В таком порядке проводили обработку образца в течение 40 мин с переключением А-К и А режимов. Конечные напряжения формирования были Ua=560 В, Uк=180 В. Термообработку проводили в течение 30 мин при 380°С. Толщина покрытия - 60 мкм, микротвердость - 8 ГПа, Коэффициент трения средний - 0,14. Износ за цикл испытаний - 28 мкм.
Пример 8.
Образец из сплава алюминия Д16 обрабатывали в водном щелочном электролите, содержащем 2 г/л КОН, 4 г/л Na6P6O18, 20 мл/л суспензии политетрафторэтилена и 10 мл/л пеногасителя ПС-1 в цикличном режиме при плотности тока 30 А/дм2: в течение 5 мин в анодно-катодном режиме с переключением на 1 мин в анодный режим, затем опять включали анодно-катодный режим на 5 мин с последующим переключением в анодный режим на 1 мин. В таком порядке проводили обработку образца в течение 40 мин с переключением А-К и А режимов. Конечные напряжения формирования были Ua=600 В, Uк=250 В. Термообработку проводили в течение 30 мин при 400°С. Толщина покрытия - 100 мкм, микротвердость - 19 ГПа, Коэффициент трения средний - 0,10. Износ за цикл испытаний - 7 мкм.
Пример 9.
Образец из сплава Д16 (по прототипу), обработанный методом МДО в анодном гальваностатическом режиме в водном щелочном растворе электролита: 2 г/л КОН, 8 г/л Na2SiO3⋅9H2O, 60 г/л частиц Ф4, 100 г/л эмульсии силоксан-акрилата при плотности тока 5 А/дм2 в течение 30 минут.
Общая толщина покрытия - 50 мкм, микротвердость - 6 ГПа. Коэффициент трения средний - нет данных, из-за разрушения МДО-покрытия. Износ за цикл испытаний - нет данных, поскольку образец не выдержал испытание.
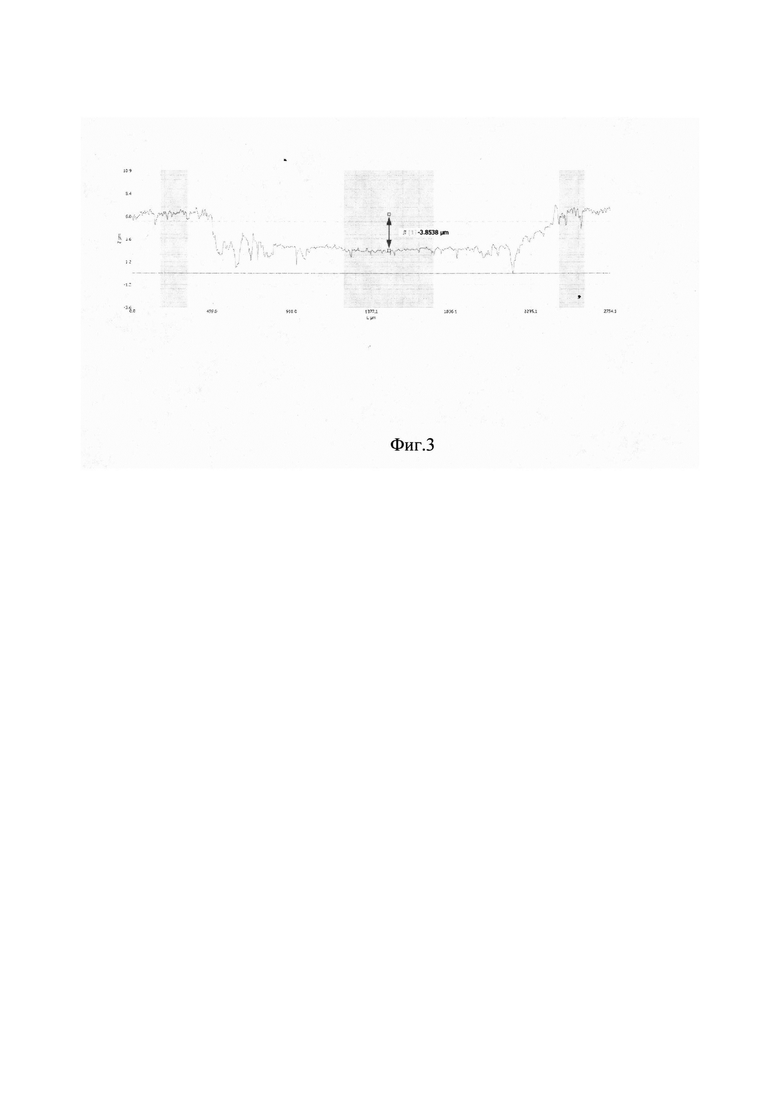
Для наглядности результаты испытаний приведены в виде таблицы:
Таким образом, сравнивая результаты испытаний образцов различных сплавов со сформированным МДО-покрытием, можно отметить, что предлагаемый способ обеспечивает положительный эффект в отношении повышения износостойкости и антифрикционных свойств и возможность использования изделий с такими покрытиями в различных узлах трения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ИЗНОСОСТОЙКИХ ПОКРЫТИЙ НА ИЗДЕЛИЯХ ИЗ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2015 |
|
RU2602903C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ ПОКРЫТИЙ НА СПЛАВАХ ВЕНТИЛЬНЫХ МЕТАЛЛОВ | 2013 |
|
RU2527110C1 |
| Способ формирования износостойкого самоприрабатывающегося покрытия на рабочих элементах спирального детандера из алюминиевого сплава | 2020 |
|
RU2741039C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЧЕРНОГО ИЗНОСОСТОЙКОГО АНТИКОРРОЗИОННОГО ПОКРЫТИЯ НА АЛЮМИНИИ И СПЛАВАХ НА ЕГО ОСНОВЕ МЕТОДОМ МИКРОДУГОВОГО ОКСИДИРОВАНИЯ | 2014 |
|
RU2570869C1 |
| Способ получения электрохимическим оксидированием покрытий на вентильных металлах или сплавах | 2019 |
|
RU2718820C1 |
| СПОСОБ ФОРМИРОВАНИЯ ИЗНОСОСТОЙКИХ ПОКРЫТИЙ НА ДЕТАЛЯХ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2012 |
|
RU2487200C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТОЛСТОСЛОЙНЫХ ИЗНОСОСТОЙКИХ ПОКРЫТИЙ МЕТОДОМ МИКРОДУГОВОГО ОКСИДИРОВАНИЯ | 2013 |
|
RU2541246C1 |
| Способ формирования многофункциональных терморегулирующих покрытий на изделиях из алюминиевых сплавов | 2018 |
|
RU2691477C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТОЛСТОСЛОЙНЫХ ТЕПЛОЗАЩИТНЫХ ПОКРЫТИЙ МЕТОДОМ МИКРОДУГОВОГО ОКСИДИРОВАНИЯ НА ВЫСОКОКРЕМНИСТОМ АЛЮМИНИЕВОМ СПЛАВЕ | 2018 |
|
RU2694441C1 |
| КЕРАМИЧЕСКОЕ ПОКРЫТИЕ, ПОДОШВА УТЮГА И СПОСОБ ПОЛУЧЕНИЯ КЕРАМИЧЕСКОГО ПОКРЫТИЯ НА ИЗДЕЛИЯХ ИЗ АЛЮМИНИЯ ИЛИ ЕГО СПЛАВОВ | 2000 |
|
RU2213166C2 |
Изобретение относится к области электрохимической обработки поверхности изделий из вентильных металлов и их сплавов и может быть использовано в машиностроении и других отраслях промышленности для получения износостойких антифрикционных покрытий. Композиционные покрытия получают методом микродугового оксидирования при плотности тока 0,5-30 А/дм2 в течение 30-40 минут в водном щелочном электролите, содержащем суспензию политетрафторэтилена, включающую поверхностно-активное вещество ОП-7, в количестве 10-20 мл/л и пеногаситель в количестве 5-10 мл/л. Микродуговое оксидирование проводят в цикличном режиме в течение 5 мин в анодно-катодном режиме с переключением на 1 мин в анодный режим, после чего проводят термообработку полученного оксидированного изделия в течение 20-30 минут при температуре 380-400°С. Технический результат заключается в обеспечении внедрения частиц фторопласта в структуру формируемого покрытия не только в поверхностном слое, но и в толще покрытия. 3 ил., 1 табл., 9 пр.
Способ получения композиционных покрытий на изделии из вентильных металлов и их сплавов, заключающийся в том, что формирование покрытия осуществляют методом микродугового оксидирования изделия при плотности тока 0,5-30 А/дм2 в течение 30-40 минут в водном щелочном электролите, содержащем суспензию политетрафторэтилена, включающую поверхностно-активное вещество ОП-7, в количестве 10-20 мл/л и пеногаситель в количестве 5-10 мл/л, при этом микродуговое оксидирование осуществляют в цикличном режиме в течение 5 мин в анодно-катодном режиме с переключением на 1 мин в анодный режим, после чего проводят термообработку полученного оксидированного изделия в течение 20-30 минут при температуре 380-400°С.
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИТНЫХ ПОЛИМЕР-ОКСИДНЫХ ПОКРЫТИЙ НА ВЕНТИЛЬНЫХ МЕТАЛЛАХ И ИХ СПЛАВАХ | 2011 |
|
RU2483144C1 |
| СПОСОБ МИКРОДУГОВОГО ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО ПОКРЫТИЯ НА АЛЮМИНИИ И ЕГО СПЛАВАХ | 2011 |
|
RU2466218C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАЩИТНЫХ ПОЛИМЕРСОДЕРЖАЩИХ ПОКРЫТИЙ НА МЕТАЛЛАХ И СПЛАВАХ | 2014 |
|
RU2569259C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ ПОКРЫТИЙ НА СПЛАВАХ ВЕНТИЛЬНЫХ МЕТАЛЛОВ | 2013 |
|
RU2527110C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗНОСОСТОЙКИХ ПОКРЫТИЙ НА ИЗДЕЛИЯХ ИЗ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2015 |
|
RU2602903C1 |
| CN 102978676 B, 17.06.2015. | |||

