Изобретение относится к области обработки поверхности изделий и может быть использовано в машиностроении и других отраслях промышленности.
Известен способ анодирования изделий из циркония и его сплавов в водных растворах электролитов [1].
Наиболее близким по технической сущности является способ получения покрытий на изделиях из циркония и его сплавов, включающий оксидирование изделий в кислотных электролитах [2].
Задачей изобретения является получение оксидного слоя значительной толщины, минимальной пористости, малой шероховатости, повышение микротвердости, коррозионной стойкости, пробивного напряжения и электросопротивления изделий при эксплуатации в широком диапазоне температур и расширение области применения используемых материалов.
Поставленная задача достигается тем, что согласно предлагаемому способу получения покрытий на изделиях из циркония и его сплавов, включающему оксидирование изделий в кислотных электролитах, оксидирование проводят в микродуговом режиме на постоянном токе, продолжительностью 5-30 минут при плотности тока 5-20 А/дм2 и напряжении 350-500 В, в комбинированном электролите на основе щавелевой кислоты 20-50 г/л, лимонной кислоты 20-80 г/л и гидрофторида аммония 0,8-2,5 г/л с последующим нагревом изделий до температуры в интервале 800...1050°С, выдержкой 20...30 минут и охлаждением на воздухе.
Способ осуществляется следующим образом: изделие из циркония или его сплавов помещают в ванну с водным раствором электролита, компонентами которого является щавелевая кислота (20...50 г/л), лимонная кислота (20...80 г/л) и гидрофторид аммония (0,8...2,5 г/л). Затем подводят постоянный ток плотностью 5...20 А/дм2 и напряжением 350...500 В на электроды, один из которых (анод), на котором закреплено обрабатываемое изделие, другой (катод) - поверхность ванны. При взаимодействии продолжительностью 5...30 минут электрического тока, электролита и материала обрабатываемого изделия происходит окисление его поверхности с образованием оксидных покрытий. В процессе оксидирования температура электролита составляет 15-20°С и поддерживается постоянной за счет охлаждения проточной водой. Перемешивание раствора производится барботацией воздуха снизу от обрабатываемого изделия при помощи компрессора. После завершения процесса окисления изделие извлекают из ванны, промывают, сушат и подвергают нагреву до температуры 800...1050°С с выдержкой 20...30 минут с последующем охлаждением на воздухе.
Посредством нагрева достигается полное удаление воды из покрытия изделия, а также происходят фазовые превращения в оксидном слое, в результате чего повышается содержание двуокиси циркония (ZrO2). При температуре 800...950°С происходят фазовые превращения двуокиси циркония (ZrO2) с переходом тетрагональной структуры в кубическую, ромбической - в тетрагональную, ромбической - в кубическую. При температуре 950...1050°С происходит переход моноклинной структуры в тетрагональную. Это обуславливает повышение микротвердости оксидного слоя, увеличение коррозионной стойкости, повышение пробивного напряжения и электросопротивления, а также благодаря нагреву достигается снижение пористости и уменьшение шероховатости покрытия изделия.
При меньшей температуре нагрева (t=650...750°С) и меньшим временем выдержки (τ=10...15 минут) ухудшаются вышеуказанные свойства покрытия изделий, например электроизоляционные свойства снижаются до значений Uпр=1000...1100 В (для изделий гр. №3, таблица 1). Это объясняется недостаточной температурой нагрева и временем выдержки, которые необходимы для фазовых превращений в покрытии, которые обуславливают вышеуказанные свойства.
Превышение температуры нагрева и времени выдержки является нецелесообразным, так как фазовые превращения заканчиваются в указанном интервале температур (t=800...1050°С). Превышение данных значений температуры нагрева и времени выдержки приводит к возникновению трещин, деформации изделий и разрушению покрытия.
Варьируя продолжительность микродугового оксидирования, плотность и напряжение электрического тока, концентрацию компонентов электролита и режимы нагрева, можно в широких пределах регулировать скорость роста оксидного слоя и его пористость, шероховатость, микротвердость, пробивное напряжение и электросопротивление, что объясняется различной электропроводностью электролита и изменением содержания в покрытии его составляющих - двуокиси циркония (ZrO2).
Введение новых признаков обеспечивает получение изделий из циркония и его сплавов с высокими физико-механическими и эксплуатационными характеристиками за счет регулирования в широких пределах параметров микродугового оксидирования и режимов нагрева.
Согласно предлагаемому способу гидрофторид аммония (NH4HF2) в указанных пределах вызывает электрохимическое подтравливание поверхности изделия, щавелевая кислота (H2C2O4) обеспечивает получение качественного покрытия на изделии, обладающего вышеуказанными свойствами, лимонная кислота (Н8С6O7) снижает проводимость раствора, в результате чего возрастает напряжение, при котором формируется покрытие и как следствие происходит увеличение скорости образования оксидного слоя в единицу времени (по сравнению с анодированием), а также ингибирует процесс растворения формирующегося покрытия.
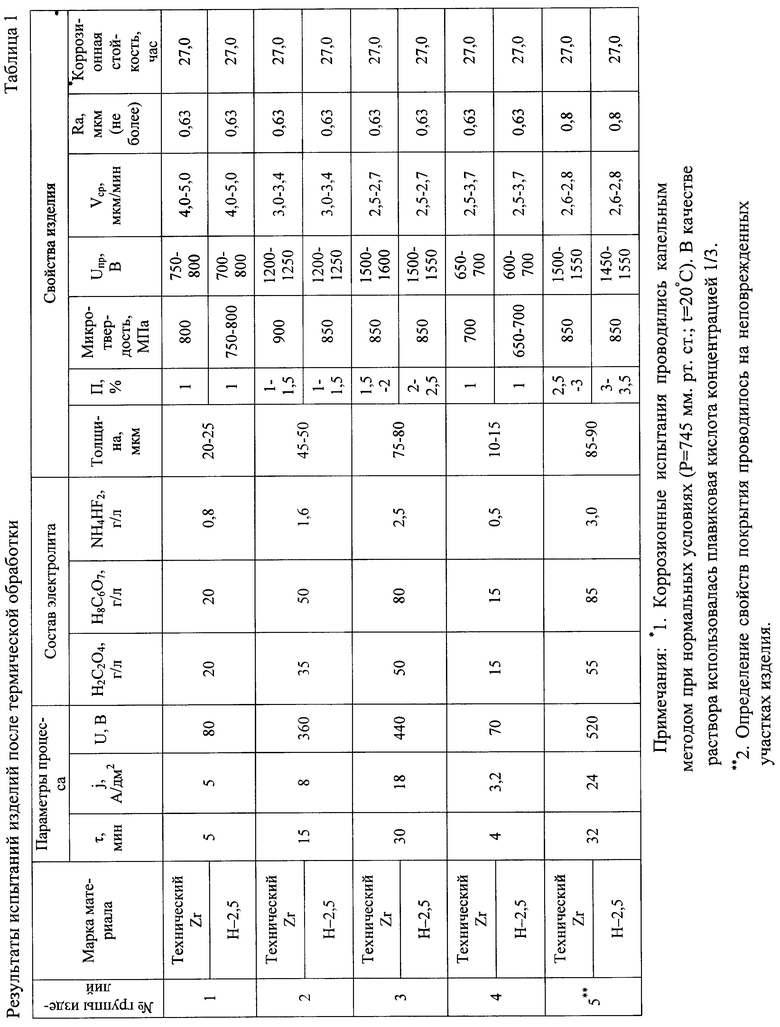
Пример. Изделия из технического циркония подвергали микродуговому оксидированию в режиме постоянного тока, продолжительностью (τ) 5...30 минут при плотности тока (j) 5...20 А/дм2 и напряжении (U) 350...500 В в комбинированном электролите на основе щавелевой кислоты (Н2С2O4) - 20...50 г/л, лимонной кислоты (H8C6O7) - 20...80 г/л и гидрофторида аммония (NH4HF2) - 0,8...2,5 г/л с последующим нагревом изделий до температуры в интервале 800...1050°С, выдержкой 20...30 минут и охлаждением на воздухе. Данные сведены в таблицу 1.
Далее, по стандартным методикам определяли толщину, пористость, шероховатость покрытия, коррозионную стойкость, пробивное напряжение и микротвердость изделий. Результаты испытаний, представленные в таблице (см. пример, гр.№1, 2, 3), свидетельствуют о получении оксидного слоя значительной толщины, минимальной его пористости, малой шероховатости, высокой микротвердости, увеличении коррозионной стойкости и пробивного напряжения изделий при эксплуатации в широком диапазоне температур, что позволяет расширить область применения используемых материалов.
Если параметры процесса микродугового оксидирования и концентрация компонентов электролита ниже меньшего предела: τ менее 5 минут, j менее 5 А/дм2, U менее 350 В, Н2С2O4 менее 20 г/л, (Н8С6O7) менее 20 г/л, NH4HF2 менее 0,8 г/л, то уменьшается толщина оксидного слоя и снижаются вышеуказанные характеристики покрытия изделий (см. пример, гр. №4).
Если параметры процесса микродугового оксидирования и концентрация компонентов электролита выше большего предела: τ более 30 минут, j более 20 А/дм2, U более 500 В, Н2С2O4 более 50 г/л, (Н8С6O7) более 80 г/л, NH4HF более 2,5 г/л, то состав покрытия становится неравномерным, происходит растравливание покрытия, оксидный слой разрушается, что приводит к снижению вышеуказанных характеристик покрытия изделий (см. пример, гр. №5).
Заявка на изобретение является результатом научной работы по гранту (шифр А03 - 3.18 - 350) на тему "Разработка технологии и исследование структуры и свойств покрытий сплавов алюминия и титана, полученных микродуговым оксидированием".
Список используемых источников информации
1. Гордиенко П.С. Закономерности синтеза и физико-химические свойства оксидных структур анодных пленок диоксида циркония /Гордиенко П.С., Ефименко А.В., Семенова Т.Л.; РАН.ДВО.Ин-т химии. -Владивосток: Дальнаука, 2001. – 93 с.
2. Способ нанесения керамических покрытий на цирконий и его сплавы. Агапитов В.А., Гогиш-Клушин С.Ю., Маркешин А.В., Харитонов Д.Ю., Зусманович И.З./ Патент на изобретение №1823534.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЙ | 2004 |
|
RU2266987C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЙ | 2003 |
|
RU2238352C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЙ | 1998 |
|
RU2136788C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЙ | 2003 |
|
RU2238351C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗНОСОСТОЙКИХ ПОКРЫТИЙ | 2012 |
|
RU2484185C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДЕКОРАТИВНЫХ ПОКРЫТИЙ НА ИЗДЕЛИЯХ ИЗ СПЛАВОВ ВЕНТИЛЬНЫХ МЕТАЛЛОВ | 2023 |
|
RU2803794C1 |
| КЕРАМИЧЕСКОЕ ПОКРЫТИЕ, ПОДОШВА УТЮГА И СПОСОБ ПОЛУЧЕНИЯ КЕРАМИЧЕСКОГО ПОКРЫТИЯ НА ИЗДЕЛИЯХ ИЗ АЛЮМИНИЯ ИЛИ ЕГО СПЛАВОВ | 2000 |
|
RU2213166C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПАР ТРЕНИЯ | 1998 |
|
RU2137580C1 |
| СПОСОБ МИКРОПЛАЗМЕННОГО ОКСИДИРОВАНИЯ ВЕНТИЛЬНЫХ МЕТАЛЛОВ И ИХ СПЛАВОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2124588C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ВЕНТИЛЬНЫЕ МЕТАЛЛЫ И ИХ СПЛАВЫ | 1993 |
|
RU2077612C1 |
Изобретение относится к области обработки поверхностей изделий и может быть использовано в машиностроении и других отраслях промышленности. Способ получения покрытий на изделиях из циркония и его сплавов включает оксидирование изделий в кислотных электролитах, при этом оксидирование проводят в микродуговом режиме на постоянном токе, продолжительностью 5-30 минут при плотности тока 5-20 А/дм2 и напряжении 350-500 В, в комбинированном электролите на основе щавелевой кислоты 20-50 г/л, лимонной кислоты 20-80 г/л и гидрофторида аммония 0,8-2,5 г/л с последующим нагревом изделий до температуры в интервале 800...1050°С выдержкой 20...30 минут и охлаждением на воздухе. Технический результат: увеличение толщины оксидного слоя с минимальной пористостью, малой шероховатостью поверхности, повышение микротвердости, коррозионной стойкости, пробивного напряжения и электросопротивления изделий при эксплуатации в широком диапазоне температур и расширение области применения используемых материалов. 1 табл.
Способ получения покрытий на изделиях из циркония и его сплавов, включающий оксидирование изделий в кислотных электролитах, отличающийся тем, что оксидирование проводят в микродуговом режиме на постоянном токе, продолжительностью 5-30 мин при плотности тока 5-20 А/дм2 и напряжении 350-500 В, в комбинированном электролите на основе щавелевой кислоты 20-50 г/л, лимонной кислоты 20-80 г/л и гидрофторида аммония 0,8-2,5 г/л, с последующим нагревом изделий до температуры в интервале 800-1050°С, выдержкой 20-30 мин и охлаждением на воздухе.
| SU 1823534 A1, 10.04.1996 | |||
| Способ обработки поверхности циркония и его сплавов | 1990 |
|
SU1809845A3 |
| US 5720866 A, 24.02.1998. | |||

