Изобретение относится к области обработки поверхности изделий и может быть использовано в машиностроении, приборостроении и других отраслях промышленности.
Известен способ анодирования изделий из алюминиевых сплавов, включающий оксидирование в растворах кислот и щелочей [1].
Наиболее близким по технической сущности является способ получения покрытий на изделиях из алюминия и его сплавов, включающий оксидирование в растворах электролита с последующим нагревом [2].
Задачей изобретения является повышение поверхностной твердости и износостойкости изделий, изготовленных из алюминиевых сплавов.
Поставленная задача достигается тем, что согласно предлагаемому способу, оксидирование изделий продолжительностью 45...100 мин при плотности электрического тока 25...35 А/дм2 осуществляется в комбинированном электролите на основе борной кислоты и едкого кали при содержании едкого кали 3...5 г/л и борной кислоты 20...40 г/л, а последующий нагрев изделий с покрытием толщиной не менее 70 мкм до температур не ниже 490oC производится после удаления наружного слоя покрытия толщиной 10...20 мкм, причем, время выдержки изделий при нагреве составляет от 50 до 100% времени оксидирования.
Способ осуществляется следующим образом: изделие из алюминиевого сплава помещают в ванну с водным раствором электролита, основными компонентами которого являются борная кислота (20...40 г/л) и едкое кали (3...5 г/л). Далее подводят ток, плотность которого составляет 25...35 А/дм2, на электроды, один из которых (анод) закреплен на обрабатываемом изделии, другой (катод) - на внутренней поверхности ванны. При взаимодействии, продолжительностью 45.. .100 мин, электрического тока, электролита и материала обрабатываемой детали происходит окисление алюминия с образованием оксидных покрытий. Затем, изделие промывают водой и обрабатывают свободным абразивом (гранулами на основе корунда) в камере центробежно-ротационного станка, удаляя наружную часть покрытий толщиной 10...20 мкм. После этого, изделие промывают водой, помещают в печь и нагревают до температур не ниже 490oC, причем время выдержки при нагреве составляет от 50 до 100% времени оксидирования.
Варьируя продолжительность оксидирования, плотность электрического тока, концентрацию компонентов электролита, можно в широких пределах изменять поверхностную твердость покрытий и износостойкость изделий, что объясняется изменением соотношения содержания в покрытии его составляющих: оксида алюминия (α- и γ-Al2O3), моногидрооксида алюминия (α- и β-AlO(OH)), тригидрооксида алюминия (α- и β-Al(OH)3) , а также изменением пористости покрытий, размером зерен и характером их связи. При этом имеют место изменения микроструктуры по толщине покрытий. Пористость увеличивается по мере удаления от границы с неокисленным сплавом к наружной поверхности покрытия, вблизи которой повышенное содержание гидрооксидов алюминия. Вместе с тем, около наружной поверхности сосредоточены укрупненные зерна. На чертеже 1 показаны микрофрактограммы покрытия около границы с металлом (а) и около наружной поверхности (б). По количеству транскристаллитных разрушений видно, что зеренная связь во внутренней части покрытий является более совершенной.
Термообработка, проводимая непосредственно после оксидирования, представляющая собой нагрев покрытий до температур не ниже 490oC с последующей выдержкой, обусловливает фазовый переход гидрооксидов алюминия в оксид, причем тригидрооксид переходит в моногидрооксид, а моногидрооксид переходит в оксид. Несмотря на то, что этот переход сопровождается повышением пористости, после термообработки поверхностная твердость и износостойкость изделий увеличиваются.
Согласно предлагаемому способу, можно обеспечить повышение поверхностной твердости и износостойкости изделий, поскольку после удаления наружной части покрытия толщиной 10. . . 20 мкм поверхностный слой содержит больше оксида алюминия и обладает меньшей пористостью. При этом, поверхностный слой не содержит тригидрооксида алюминия. Последующая термообработка способствует переходу моногидрооксида в оксид алюминия. Причем, для термообработки требуется меньше времени, поскольку отсутствует переход тригидрооксида в моногидрооксид, а также улучшаются условия теплоподвода за счет пониженной пористости поверхностного слоя. Поэтому, по сравнению с прототипом, предлагаемый способ обеспечивает высокие поверхностную твердость и износостойкость изделий.
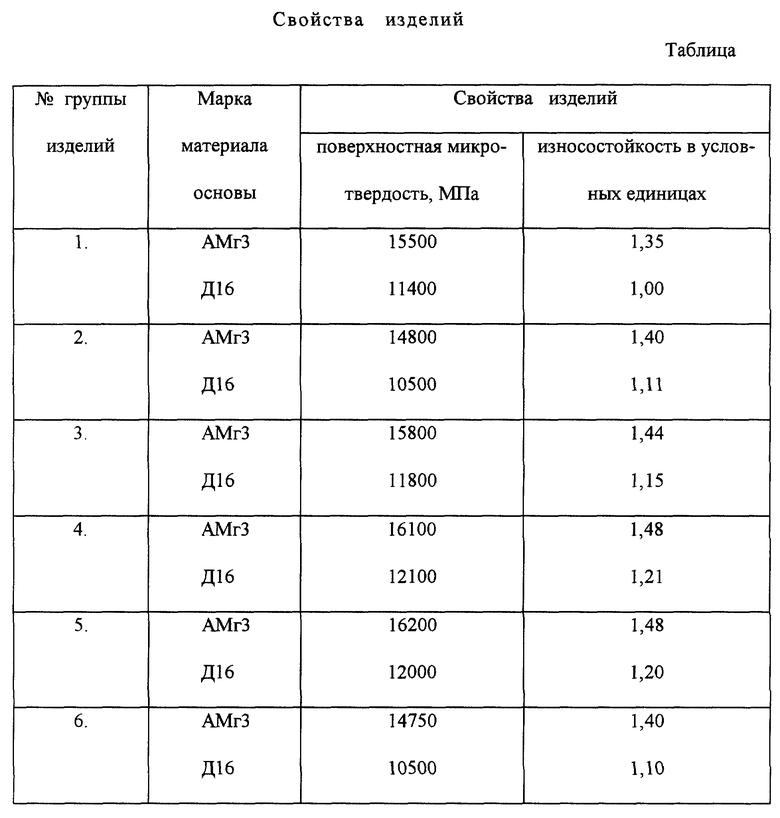
Пример. Изделия (копиры), изготовленные из алюминиевых сплавов АМг3 и Д16, подвергали оксидированию в указанном электролите при плотности электрического тока 30 А/дм2 и температуре электролита 10oC в течение 70 мин. Затем изделия делили на 6 равных групп по 5 штук в каждой. Первую группу помещали в печь, нагревали до 490oC и выдерживали 100 мин. Остальные группы помещали в камеру центробежно-ротационного станка, где удаляли наружную часть покрытия толщиной около 15 мкм. После этого вторую, третью, четвертую и пятую группы помещали в печь, нагревали до 490oC и выдерживали вторую - 20 мин, третью - 35 мин, четвертую - 70 мин, пятую - 100 мин. Шестую группу изделий нагреву не подвергали.
Далее, по стандартным методикам, определяли поверхностную микротвердость и износостойкость изделий. Результаты испытаний, представленные в таблице, свидетельствуют о повышении поверхностной твердости и износостойкости изделий, обработанных согласно предлагаемому способу. При этом, за счет сокращения времени термической обработки предлагаемый способ требует меньших затрат времени (минимум на 20%) и электроэнергии (минимум на 5%).
Если толщина удаляемого слоя не превышает 10 мкм, то на поверхности изделия могут иметь место укрупненные зерна со слабой связью, значительная пористость и тригидрооксид алюминия, что повлечет снижение поверхностной твердости и износостойкости изделия.
Если толщина удаляемого слоя увеличивается свыше 20 мкм, то удаляется заведомо качественный слой покрытия, не содержащий тригидрооксида алюминия. Поэтому твердость и износостойкость практически не меняются, но уменьшается толщина покрытия и увеличиваются затраты времени и электроэнергии на удаление наружных слоев.
Если время термообработки составляет меньше 50% времени оксидирования, значимых изменений состава и свойств покрытий не наблюдается, а термообработка практически не дает эффекта (см. пример, гр. N 2).
Если время термообработки составляет более 100% от времени оксидирования, то процесс становится энергетически невыгодным, поскольку фазовый переход моногидрооксида алюминия в оксид успевает завершиться за время термообработки, сопоставимое с временем оксидирования. Поэтому, твердость и износостойкость не увеличиваются (см. пример, гр. N 5).
Список используемых источников информации
1. Некоторые особенности электрохимической обработки алюминия и его сплавов. Теория и практика анодного окисления алюминия. Щукин Г.Л., Беланович А.Л., Коледа В.Б. и др. / Справочник. - Казань, 1990, ч. 1, с. 17.
2. Способ получения покрытий. Атрощенко Э.С., Чуфистов О.Е., Казанцев И. А., Дурнев В.А. / Патент на изобретение N 2136788.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЙ | 1998 |
|
RU2136788C1 |
| СПОСОБ ПОЛУЧЕНИЯ КЕРАМИЧЕСКИХ ПОКРЫТИЙ НА ДЕТАЛЯХ ИЗ СТАЛЕЙ | 2016 |
|
RU2622073C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЙ | 2009 |
|
RU2393274C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕРМОСТОЙКИХ ИЗОЛЯЦИОННЫХ ПОКРЫТИЙ НА ИЗДЕЛИЯХ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2003 |
|
RU2237758C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЙ | 2009 |
|
RU2392359C1 |
| Способ получения композиционных покрытий на вентильных металлах и их сплавах | 2022 |
|
RU2787330C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЙ | 2013 |
|
RU2527107C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЙ | 2009 |
|
RU2395633C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЙ | 2006 |
|
RU2339745C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЙ | 2007 |
|
RU2354758C2 |
Изобретение относится к области обработки поверхности изделий и может быть использовано в машиностроении и приборостроении. Способ включает оксидирование изделий в течение 45 - 100 мин при плотности тока 25 - 35 А/дм2 в электролите на основе борной кислоты и едкого кали, удаление наружного слоя покрытия толщиной 10-20 мкм и нагрев изделий с покрытием толщиной не менее 70 мкм до температур не ниже 490°С, при этом время выдержки изделий при нагреве составляет от 50 до 100% времени оксидирования. Способ позволяет получать изделия с повышенной поверхностной твердостью и износостойкостью. 1 ил. , 1 табл.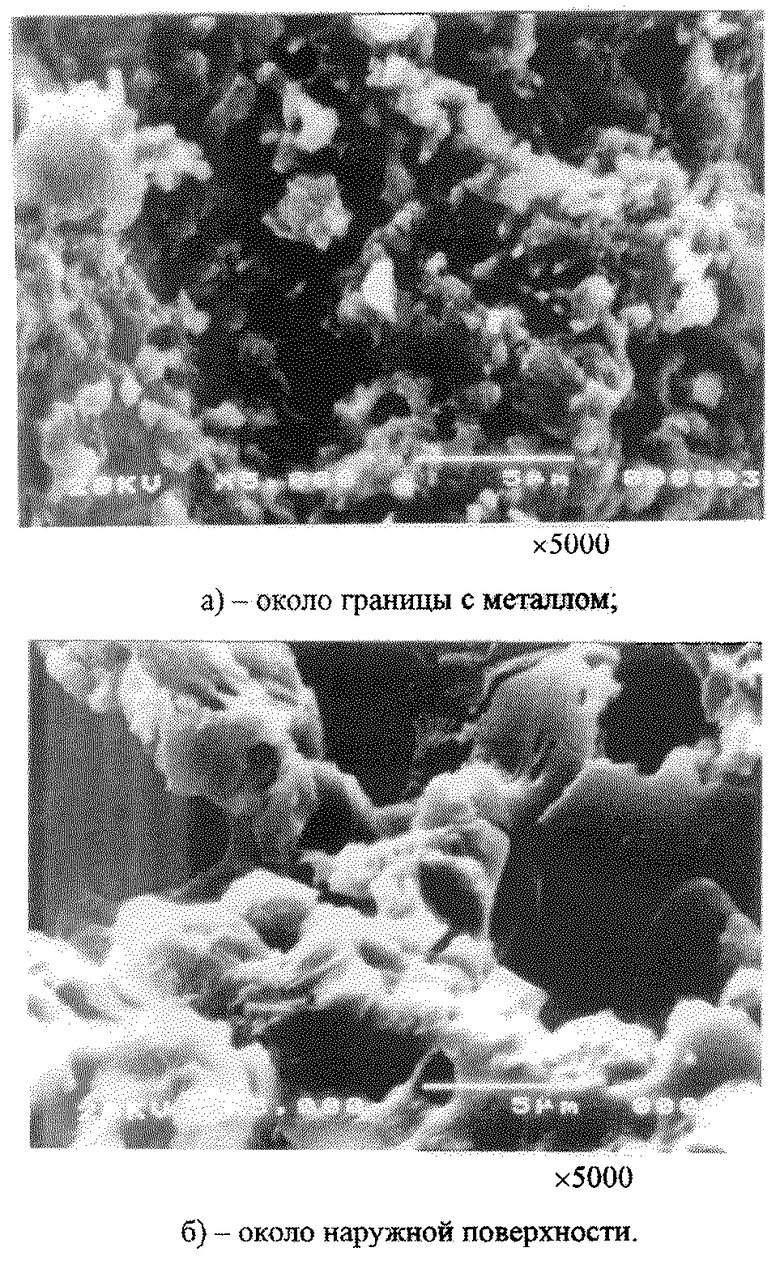
Способ получения покрытий на изделиях из алюминиевых сплавов, включающий оксидирование продолжительностью 45 - 100 мин при плотности электрического тока 25 - 35 А/дм2 в комбинированном электролите на основе борной кислоты и едкого кали, при содержании едкого кали 3 - 5 г/л и борной кислоты 20 - 40 г/л, и последующий нагрев изделий до температур не ниже 490oC, отличающийся тем, что нагрев изделий с покрытием толщиной не менее 70 мкм производят после удаления наружного слоя покрытия толщиной 10 - 20 мкм, а время выдержки при нагреве изделий составляет от 50 до 100% от времени оксидирования.
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЙ | 1998 |
|
RU2136788C1 |
| EP 0216543 А1, 01.04.1987 | |||
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ВЕНТИЛЬНЫЕ МЕТАЛЛЫ И ИХ СПЛАВЫ | 1993 |
|
RU2077612C1 |
| РЕЗОНАНСНЫЙ ЩЕЛЕВОЙ МОДУЛЬ | 0 |
|
SU363138A1 |
| SU 757608, 23.08.1980. | |||
