Изобретение относится к деревообрабатывающей промышленности, в частности к производству пиломатериалов.
Известно несколько широко применяемых способов распиловки бревен (Справочник по лесопилению / Богданов Е.С., Боровиков А.М., Голенищев А.Н. и др. Под ред. С.М.Хасдана. М., Лесная пром-сть, 1980, с.86-87), включающих сортировку бревен по диаметрам, окорку, распиловку бревен на пиломатериалы. При этом плоскости пропилов при распиловке бревна ориентируют параллельно его оси. Недостатком этих способов является большое количество отходов, образующихся при распиловке бревна, в виде горбылей и обрезных реек.
Известен также способ распиловки бревен на пиломатериалы по системе OKAL (А.М. Копейкин «Перспективы развития технологии лесопиления», М., Лесная пром-сть, 1989, с.35-37), включающий сортировку бревен по диаметру, раскрой на короткие отрезки, окорку, оцилиндровку, распиловку бревна на доски одной толщины, сушку получаемых досок и их последующую обработку. Однако реализация данного способа снижает выход пилопродукции, так как выполнение операции оцилиндровки бревна приводит к увеличению отходов. Кроме того, выполнение данного способа влечет за собой повышенное количество отходов в виде опилок, поскольку длинномерные бревна раскраивают на короткие отрезки.
Техническая задача, на решение которой направлено изобретение, заключается в увеличении выхода пиломатериалов и снижении отходов, а также трудозатрат путем уменьшения и изменения технологических операций обработки бревна перед распиловкой.
Указанная задача решается тем, что в способе распиловки бревен, включающем сортировку бревен по диаметрам, окорку, формирование сечения бревна в шестиугольник, распиливание шестигранника на пиломатериалысогласно изобретению при формировании из бревна заготовки шестиугольного сечения плоскости двух противоположных граней формируют параллельно оси бревна, остальные четыре грани формируют параллельно образующей бревна, после этого шестигранник распиливают на пиломатериалы, при этом плоскости пропилов ориентируют параллельно оси бревна и плоскостям двух параллельных граней.
Предложенная совокупность признаков обеспечивает объекту (способу) новые свойства: использование сбеговой зоны до распиловки бревна на пиломатериалы, раскрой бревна с получением двух параллельных плоскостей шестигранного бруса позволяет предварительно сформировать технологические базы, обеспечивающие возможность повышения точности обработки при раскрое шестигранника на пиломатериалы.
Кроме того, ориентация пропилов по сбегу позволяет повысить выход пиломатериалов.
Распиливание полученного шестигранного бруса на пиломатериалы позволяет значительно сократить трудозатраты и обеспечить точное формирование размеров выпиливаемой пилопродукции.
Сущность изобретения поясняется чертежом, где представлена схема технологического процесса изготовления радиальных пиломатериалов.
Технология (способ) включает: доставку и сортировку бревен по диаметрам 1; окорку 2; выпиливание из бревна заготовки шестиугольного сечения 3; распиливание шестигранника 4 на пиломатериалы 5.
Способ осуществляют следующим образом.
После сортировки и окорки по известной технологии бревно поступает, например, на стол однопильного ленточнопильного станка Wood-Mizer, где поочередно выполняют шесть пропилов, два из которых выполняют параллельно оси бревна, а четыре последующих выполняют по сбегу от вершинного диаметра бревна к комлевому с получением шестирганного бруса, поворачивая предварительно бревно на тележке на 60' перед следующим пропилом. Полученный шестигранный брус располагают и закрепляют на столе таким образом, чтобы продольная ось бруса была параллельна полотну пилы станка, после чего выполняют распиловку бруса на пиломатериалы.
Использование заявляемого способа позволяет снизить количество отходов при раскрое бревна на пиломатериалы, значительно упростить процесс и обеспечить точность формирования сечений пилопродукции, а также повысить выход пиломатериалов за счет использования сбеговой зоны бревен.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ РАДИАЛЬНЫХ ПИЛОМАТЕРИАЛОВ | 2006 |
|
RU2310556C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАДИАЛЬНЫХ ПИЛОМАТЕРИАЛОВ | 1999 |
|
RU2159175C1 |
| Способ распиловки лесоматериалов на однородные пиломатериалы | 2023 |
|
RU2827159C1 |
| СПОСОБ ПЕРЕРАБОТКИ БРЕВЕН И ПОЛУЧЕНИЯ ПИЛОПРОДУКЦИИ | 2008 |
|
RU2387534C1 |
| СПОСОБ РАСКРОЯ БРЕВЕН | 2012 |
|
RU2524187C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАДИАЛЬНЫХ ПИЛОМАТЕРИАЛОВ | 2002 |
|
RU2194612C1 |
| СПОСОБ ПЕРЕРАБОТКИ БРЕВЕН | 2001 |
|
RU2185280C1 |
| СПОСОБ ПЕРЕРАБОТКИ БРЕВЕН | 2008 |
|
RU2380220C1 |
| СПОСОБ РАСКРОЯ БРЕВНА | 2015 |
|
RU2622668C2 |
| СПОСОБ РАСПИЛОВКИ БРЕВЕН | 2014 |
|
RU2558221C1 |
Изобретение относится к производству пиломатериалов. Способ включает сортировку бревен по диаметрам, окорку, формирование сечения бревна в шестиугольник, распиливание шестигранника на пиломатериалы. При формировании из бревна заготовки шестиугольного сечения плоскости двух противоположных граней формируют параллельно оси бревна, остальные четыре грани формируют параллельно образующей бревна, после этого шестигранник распиливают на пиломатериалы, при этом плоскости пропилов ориентируют параллельно оси бревна и плоскостям двух параллельных граней. Изобретение увеличивает выход пиломатериалов и снижает количество отходов. 1 ил.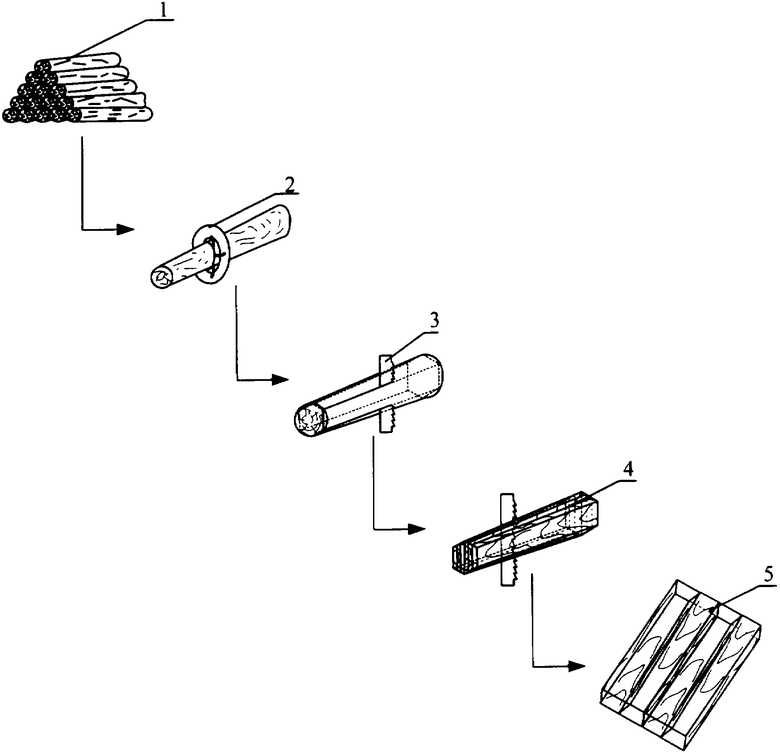
Способ распиловки бревен, включающий сортировку бревен по диаметрам, окорку, формирование сечения бревна в шестиугольник, распиливание шестигранника на пиломатериалы, отличающийся тем, что при формировании из бревна заготовки шестиугольного сечения плоскости двух противоположных граней формируют параллельно оси бревна, остальные четыре грани формируют параллельно образующей бревна, после этого шестигранник распиливают на пиломатериалы, при этом плоскости пропилов ориентируют параллельно оси бревна и плоскостям двух параллельных граней.
| Способ получения клееных пиломатериалов из бревен /его варианты/ | 1980 |
|
SU891436A1 |
| СПОСОБ ПЕРЕРАБОТКИ БРЕВЕН | 2001 |
|
RU2185280C1 |
| СПОСОБ ОБРАБОТКИ БРЕВЕН РЕЗАНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2184647C2 |
| Двигатель внутреннего сгорания с принудительным зажиганием | 1976 |
|
SU781376A1 |
| US 4086944 А, 02.05.1978. | |||

