Изобретение относится к способам промышленного производства заряда смесевого ракетного твердого топлива (СРТТ).
При промышленном производстве заряда СРТТ проводится заливка топливной массы (ТМ) в пресс-форму или непосредственно в корпус ракетного двигателя твердого топлива (РДТТ), поэтому далее в тексте для корпуса и пресс-формы употребляется обобщенный термин "пресс-форма". Существующие способы промышленного производства заряда, такие как технология проходного прессования и литья под давлением, малопроизводительны и недостаточно пожаровзрывобезопасны и поэтому имеют ограниченное применение /1, 2/.
В качестве прототипа рассмотрено промышленное производство заряда СРТТ способом свободного литья /1/. В данной технологии используются объемные гравитационные смесители барабанного типа ("пьяная бочка"), позволяющие заполнять пресс-формы методом свободного литья. Основными технологическими операциями заполнения пресс-формы из смесителями являются: 1 - мойка смесителя; 2 - контроль чистоты смесителя; 3 - загрузка заранее подготовленных компонентов СРТТ и промежуточных технологических смесей компонентов, таких как окислитель, металлическое горючее, жидковязкое горючее связующее, технологические добавки, отвердитель; 4 - смешение компонентов СРТТ для получения ТМ; 5 - слив ТМ в пресс-форму, 6 - перевозка к месту следующего слива смесителя или пресс-формы; 7 - отверждение СРТТ в пресс-форме; 8 - концевые операции (распрессовка, дефектоскопия и т.д.).
При заполнении крупногабаритных пресс-форм в несколько циклов (например, заполнение РДТТ весом 60 т с использованием нескольких смесителей, производящих за 1 замес только порцию в 6,6 т ТМ) принципиально важно, чтобы время между циклами не превышало 8 ч (в противном случае ТМ начнет отверждаться), поэтому перед началом изготовления заряда необходимо иметь несколько чистых смесителей, а в процессе заливки критичным является время мойки смесителей после слива. Описанный способ реализует малую производительность, так как после окончания каждого цикла возникает необходимость разборки, мойки смесителей и контроль их чистоты. В результате теряется в виде безвозвратных потерь до 10% ТМ, а время технологического цикла изготовления заряда велико (время от окончания слива топливной массы до возвращения смесителя в технологический цикл составляет 24...36 ч, а время между заливками не более 12 ч). Кроме того, иногда из-за сбоев в техпроцессе или недостатке смесителей возникает необходимость увеличения времени между циклами, однако это неосуществимо при технологии, описанной в прототипе.
Технической задачей изобретения является создание способа промышленного производства заряда СРТТ, позволяющего использовать остатки топливной массы от предыдущего смешения, снизить количество отходов и уменьшить количество моек смесителей в процессе их циклического использования при заполнении пресс-форм. Реализуется возможность длительного (12...24 ч) хранения остатков смеси в объемном смесителе, что позволяет маневрировать в техпроцессе в случаях непредвиденных сбоев или остановок техпроцесса.
Эта задача решается в способе промышленного производства заряда СРТТ, который включат смешение компонентов СРТТ с горючим связующим для получения ТМ в смесителе, слив ТМ в пресс-форму. Получение ТМ и заполнение пресс-формы ТМ производят несколькими порциями, при этом через 60-180 мин после слива порции ТМ в смеситель вводят жидковязкое горючее связующее в количестве 50-100% по весу от требуемого количества горючего связующего для приготовления следующей порции ТМ и периодически перемешивают в течение 30-120 мин при температуре 15-45oС и давлении 0-700 мм рт. ст., после чего дозагружают остальные компоненты, смешивают их и сливают полученную ТМ в пресс-форму. После введения жидковязкого горючего связующего смеситель заполняют инертным газом или воздухом, осушенным до значения точки росы, равной минус 40oС.
При этом находящиеся в смесителе остатки ТМ, разбавленные жидковязким связующим, перемешиваются и полностью участвуют в смешении после загрузки остальных компонентов, а стенки смесителя очищаются. Введение связующего позволяет замедлить сшивку молекул связующего и вулканизацию остатка ТМ в смесителе за счет разбавления и осреднения отверждающей системы. При необходимости увеличения времени между циклами время консервации можно увеличить до 12...24 ч, смеситель заполняют инертным газом или воздухом, осушенным до значения точки росы, равной минус 40oС. Последующая дозагрузка в смеситель компонентов с отвердителем до необходимой рецептуры в порции позволяет продолжить процесс смешения и заполнения пресс-формы.
Проведенные исследования СРТТ, зарядов из них и последующие испытания РДТТ с зарядами, изготовленными описанным способом показали, что полученные СРТТ имеют реологические, физико-механические и баллистические характеристики аналогичные для СРТТ, изготовленных во вновь подготовленных смесителях без консервации остатков ТМ.
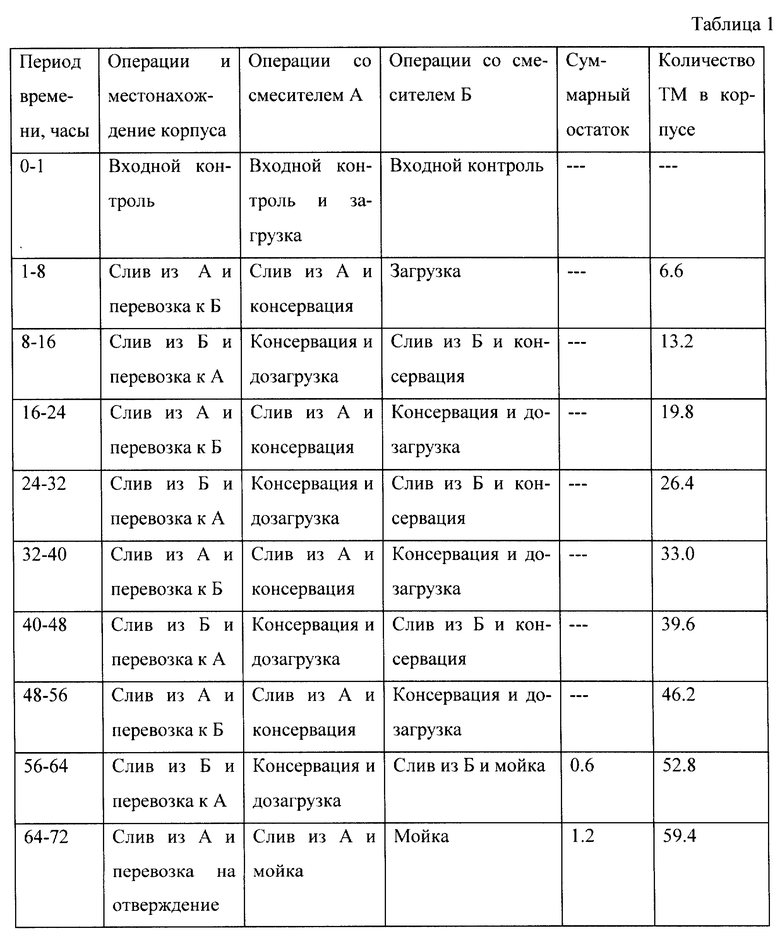
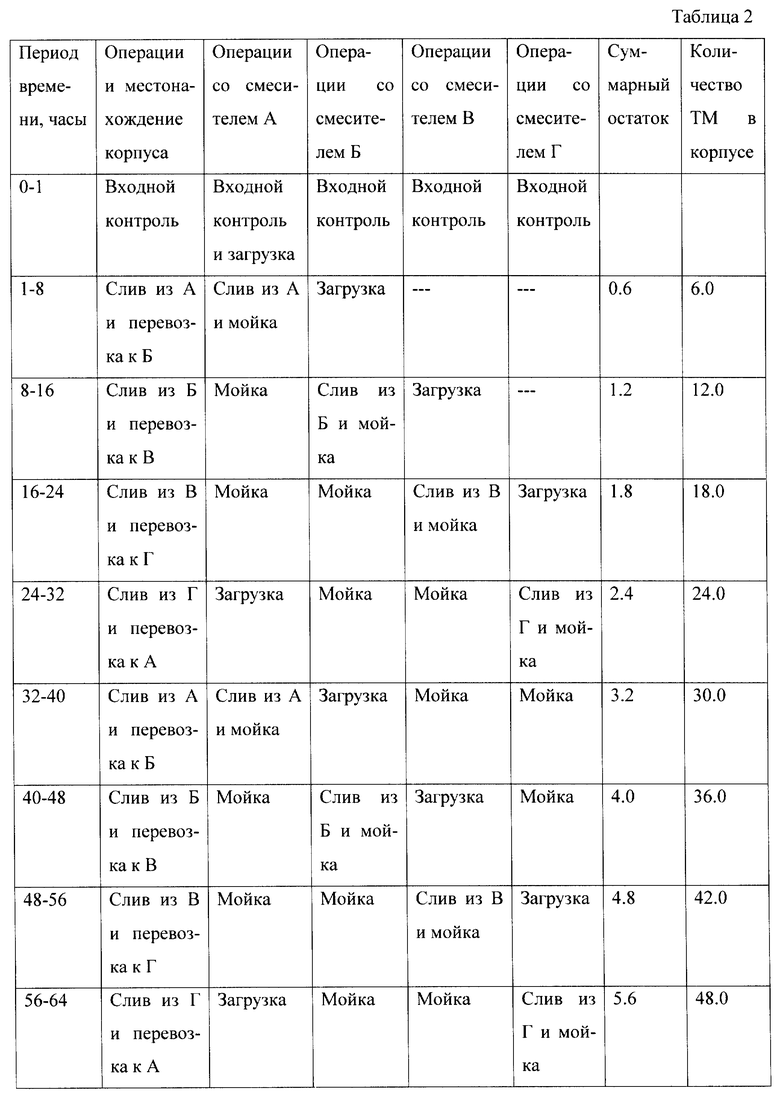
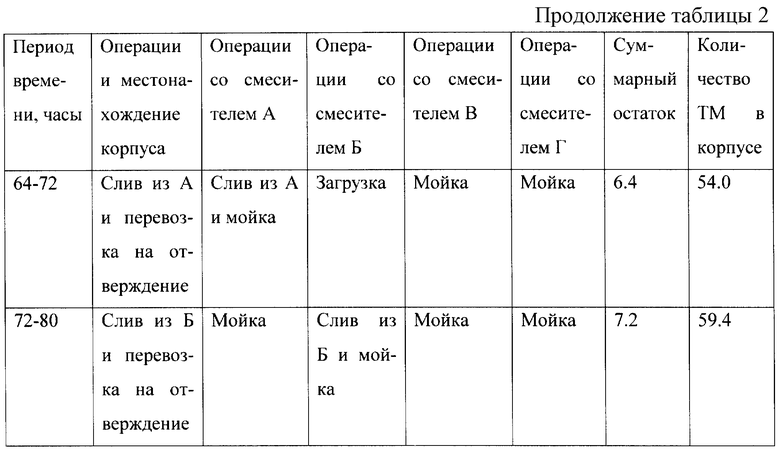
Применение предложенного способа представлено в табл. 1, описывающей процесс заполнения корпуса РДТТ массой 59,4 т СРТТ с использованием смесителей А, Б, производящих за 1 замес порцию в 6,6 т ТМ. Для сравнения в табл. 2 показан описанный в прототипе процесс заполнения корпуса РДТТ с использованием смесителей А, Б, В, Г. В примерах были использованы средние значения времени технологических операций: а) среднее время между заливками в корпус 8 ч (обычно 4...12 ч); б) среднее время мойки смесителя 30 ч (обычно 24...36 ч); в) время консервации 6 ч (обычно 3...9 ч).
В предложенном способе (см. табл. 1) смесители А и Б использовались 5 и 4 раза соответственно при заполнении изделия 59,4 т, а мойка смесителя была заменена на операцию консервации.
Количество остатков ТМ составило 1,2 т. На практике проверено десятикратное успешное использование смесителей с консервацией остатков ТМ. Если проводить заливку без консервации, то каждый смеситель используется только 2...3 раза и остатки ТМ составляют 7,2 т (см. табл. 2), а смесители приходится мыть 12 раз.
Достоинствами предложенного способа являются то, что при его применении обеспечивается экономия ТМ, сокращаются энергетические и трудовые затраты на мойку смесителей (включающую разборку, очистку деталей от ТМ и сборку), сокращается вдвое парк смесителей, необходимых для заполнения крупногабаритных изделий (либо снижается время, затраченное на разборку смесителя и заполнения, т.е. увеличивается производительность труда), увеличивается экологичность процесса заполнения за счет снижения использования вредных растворителей и уничтожения большого количества остатков ТМ. Также появляется возможность хранения ТМ 12...24 ч, что важно при сбоях техпроцесса заполнения. Снижается количество отходов СРТТ и сокращается расход растворителя в связи с отменой большого количества моек смесителей. Кроме того, реализована высокая пожаро- и взрывобезопасность способа, которая обеспечивается снижением количества опасных операций разборок и использования горючих растворителей.
Источники информации
1. Энергетические конденсированные системы. Краткий энциклопедический словарь. Под ред. Б.П. Жукова. - Янус-К, 2000.
2. Смирнов Л.А., Калабухов Г.В. Создание смесевых твердых топлив. - М.: МГАХМ, 1997.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ЗАРЯДОВ СМЕСЕВОГО РАКЕТНОГО ТВЕРДОГО ТОПЛИВА С ПРОГНОЗИРУЕМЫМИ ХАРАКТЕРИСТИКАМИ | 2001 |
|
RU2203871C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАРЯДА СМЕСЕВОГО РАКЕТНОГО ТВЕРДОГО ТОПЛИВА | 2002 |
|
RU2218316C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАРЯДОВ СМЕСЕВОГО РАКЕТНОГО ТВЕРДОГО ТОПЛИВА | 2002 |
|
RU2212395C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВКЛАДНОГО БРОНИРОВАННОГО ЗАРЯДА СМЕСЕВОГО РАКЕТНОГО ТВЕРДОГО ТОПЛИВА | 2006 |
|
RU2315741C1 |
| СПОСОБ КРЕПЛЕНИЯ ЗАРЯДА СМЕСЕВОГО ТВЕРДОГО ТОПЛИВА К КОРПУСУ РАКЕТНОГО ДВИГАТЕЛЯ | 2007 |
|
RU2338916C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАРЯДОВ СРТТ | 2000 |
|
RU2198153C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЧЕХЛОВ | 2005 |
|
RU2300656C2 |
| КЛЕЕВОЙ СОСТАВ | 2004 |
|
RU2259381C1 |
| ЗАРЯД, СКРЕПЛЕННЫЙ С КОРПУСОМ РАКЕТНОГО ДВИГАТЕЛЯ ТВЕРДОГО ТОПЛИВА | 2001 |
|
RU2192554C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАРЯДОВ СМЕСЕВОГО РАКЕТНОГО ТВЕРДОГО ТОПЛИВА | 1999 |
|
RU2196760C2 |
Изобретение относится к способам промышленного производства заряда смесевого твердого топлива (СРТТ). Согласно изобретению способ производства заряда смесевого ракетного твердого топлива (СРТТ) включает получение топливной массы и заполнение пресс-формы топливной массой несколькими порциями, при этом после слива очередной порции топливной массы в пресс-форму в смеситель вводят часть жидковязкого горючего связующего от требуемого количества горючесвязующего для приготовления следующей порции топливной массы и перемешивают при определенных температуре и давлении, затем дозагружают остальные компоненты, смешивают их и сливают полученную топливную массу в пресс-форму. Изобретение направлено на создание способа промышленного производства заряда СРТТ, позволяющего использовать остатки топливной массы от предыдущей порции, снизить количество отходов и уменьшить количество моек смесителей в процессе их циклического использования при заполнении пресс-формы. 2 з.п. ф-лы, 2 табл.
| Краткий энциклопедический словарь | |||
| Энергетические конденсированные системы | |||
| - М | |||
| Янус-К, 2000, с.461-465 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАРЯДОВ ИЗ СМЕСЕВОГО ТВЕРДОГО ТОПЛИВА | 1999 |
|
RU2167135C2 |
| ИНАКТИВИРОВАННАЯ ЭМУЛЬСИОННАЯ ВАКЦИНА ПРОТИВ ПАРВОВИРУСНОЙ ИНФЕКЦИИ СВИНЕЙ | 2002 |
|
RU2214276C1 |
| US 3722354, 27.03.1973 | |||
| Теплогенератор | 1988 |
|
SU1605107A1 |
| DE 3523953 А1, 15.01.1987. | |||
