Предлагаемое изобретение относится к области изготовления зарядов из смесевого твердого ракетного топлива (СРТТ), а конкретно - к технологии приготовления топливной массы и формования зарядов с применением вертикальных смесителей со съемными корпусами.
При изготовлении зарядов из топливных масс актуальным является обеспечение качества зарядов и способы, которыми качество достигается.
Анализ патентной литературы показывает, что в производстве зарядов из СРТТ широкое распространение получили способы и оборудование, включающие применение вертикальных смесителей планетарного типа (ВСПТ) со съемными передвижными корпусами. В большинстве имеющихся патентов защищены конструктивные особенности смесительного и вытеснительного оборудования и лишь немного патентов связано со способами приготовления топливной массы и формования зарядов.
Известны, например, способы производства зарядов (патент США N 3807272, патент ФРГ N 2303065), в которых в числе отличительных признаков описаны средства для создания вакуума в заполняемых корпусах ракетных двигателей. Вытеснение топливной массы из смесителей в описываемых способах проводится с помощью гидравлических систем вытеснения.
В патенте США N 3562364, взятом авторами за прототип, описан процесс дистанционной заливки высокоэнергетической топливной массы в корпус двигателя из смесителя. Процесс включает в себя этапы введения компонентов, приготовления топливной массы в смесителе, отсоединения съемного корпуса от перемешивающих устройств, помещения подвижного вытеснительного диска на зеркало массы при одновременном вакуумировании пространства между подвижным диском и топливной массой, тем самым обеспечивая прижатие подвижного диска к зеркалу топливной массы и удаление воздуха между ними, открытия под действием вакуума сливного клапана, формования зарядов в вертикально расположенную пресс-форму путем подачи топливной массы сверху в корпус двигателя при вукуумировании с дистанционным контролем количества слитой топливной массы для оценки конца формования весовым способом и полимеризации заряда под давлением. По рассматриваемому способу уровень вязкости перерабатываемых топливных масс находится в пределах 20-1000 Па•с. Применение вакуума связано с обеспечением качества зарядов по монолитности.
К недостаткам данного способа следует отнести:
1. Температурный режим перемешивания компонентов не обеспечивает высокое качество смешения, особенно для масс с вязкостью ниже 500 Па•с.
2. Применение вакуума как при установке вытеснительного диска, так и при формовании зарядов выдвигает дополнительные требования к обеспечению герметичности оборудования, повышается вероятность образования дефектов в заряде из-за возможности прососа воздуха под действием вакуума, а учитывая необходимость работы аппаратов и пресс-форм под избыточным давлением, значительно усложняет конструктивное исполнение технологического оборудования и пресс-формы, требует применение барокамер и дополнительных уплотнительных элементов.
3. Способ формования подачей топливной массы сверху, как правило, требует наличия в пресс-формах в дальнейшем удаляемых прибыльных объемов и не обеспечивает получение бездефектных зарядов без вакуумирования пресс-формы.
4. Весовой контроль не позволяет с высокой точностью определить конец заполнения зарядов из-за наличия допусков в размерах корпусов и технологической оснастки, что может привести к недозаполнению пресс-форм.
Технической задачей настоящего изобретения является разработка способа изготовления зарядов из смесевого твердого ракетного топлива, в котором при обеспечении качества зарядов по монолитности (исключение воздушных включений) применение вакуума сведено к минимуму.
На достигаемый технический результат влияют следующие существенные признаки:
- порядок дозирования компонентов, параметры смешения, вакуумирования и формования топливной массы;
- скорость опускания съемного корпуса при расстыковке его со смесительной головкой, исключающая капсуляцию воздуха при извлечении мешалок;
- конструктивные особенности поршня гидравлической системы вытеснения и параметры ведения процесса, исключающие капсуляцию воздуха под поршнем, при опускании его на зеркало массы;
- параметры формования зарядов в размер путем подачи топливной массы в пресс-форму снизу с регулируемой производительностью;
- способы создания и поддержания избыточного давления в пресс-форме в конце формования и при полимеризации.
Возможность осуществления поставленной технической задачи при использовании вертикальных смесителей планетарного типа достигается способом изготовления зарядов из СРТТ, представленным на чертеже и заключающимся в дозировании в съемный корпус (1) ВСПТ жидковязких компонентов через расходную емкость (2) и мерник (3), транспортировании и подсоединении съемного корпуса к смесительной головке (4), дистанционном дозировании порошкообразных компонентов (окислитель и т.д.) с использованием разгрузителя (5), автоматических весов (6), барабанного питателя (7) и сепаратора (8), дистанционном дозировании отвердителя с помощью емкости (9) и мерника (10) (в случае использования термореактивных связующих), перемешивании и вакуумировании топливной массы, отсоединении съемного корпуса с приготовленной топливной массой и транспортировании его на фазу формования, подсоединении съемного корпуса к поршневой гидравлической системе вытеснения (11) и к установке дистанционного заполнения (12), формовании и полимеризации зарядов.
В процессе приготовления топливной массы и формования зарядов необходимый для каждого конкретного заряда температурный режим поддерживается за счет теплоносителя, подаваемого в рубашку съемного корпуса. Для улучшения вымешанности массы процесс смешения проводится при температуре 20-35oC с последующим прогревом топливной массы перед формованием до температуры 50-70oC как в смесителе, так и в установке заполнения.
Качество зарядов по монолитности в предлагаемом способе обеспечивается за счет:
- исключения капсуляции воздуха при смешении топливной массы и отсоединении съемного корпуса;
- исключения капсуляции воздуха в топливной массе при подсоединении корпуса смесителя с топливной массой к поршневой гидравлической системе вытеснения и формовании зарядов;
- создания и поддержания избыточного давления в пресс-форме после формования и отсоединения (отсечки) ее от установки заполнения, а также при полимеризации заряда.
Первое обеспечивается вакуумированием массы при смешении и регулированием скорости извлечения мешалок, что достигается путем ступенчатого опускания съемного корпуса со скоростью, соизмеримой со скоростью стекания топливной массы с мешалок, с выдержкой в течение 5-10 минут на каждой ступени для затекания топливной массой полостей, создаваемых мешалками при их извлечении.
Исключение капсуляции воздуха при подсоединении корпуса смесителя к поршневой гидравлической системе вытеснения и формование зарядов решается как за счет конструктивных особенностей поршня гидравлической системы вытеснения, так и за счет ведения процесса по выбранным в предложенном способе параметрам. Удаление воздуха из-под поршня гидравлической системы вытеснения при опускании его на зеркало массы проводится не за счет вакуума, как это предусмотрено в прототипе, а через систему каналов с самозапирающимися клапанами и систему канавок, расположенных на контактируемой с массой поверхности поршня, при изменении скорости опускания поршня в двухступенчатом режиме. На первой ступени скорость опускания поршня составляет 0,08 - 0,1 м/мин, на второй ступени за 0,10-0,15 м до зеркала массы скорость опускания поршня уменьшается в 6-8 раз.
Существенной особенностью предлагаемого способа, направленной на обеспечение качества зарядов по монолитности, является формование зарядов заданных геометрических размеров без прибыльных объемов (формование в размер) путем подачи топливной массы в пресс-форму снизу без вакуумирования последней и с регулируемой производительностью. При этом исключение капсуляции воздуха в топливной массе достигается эвакуацией воздуха из вертикально установленной пресс-формы через каналы самозапирающихся клапанов для стравливания воздуха и систему канавок к данным клапанам, расположенным в верхней части пресс-формы. Производительность при формовании (скоростные параметры формования) регулируется скоростью опускания поршня гидравлической системы вытеснения, причем соотношение производительности при формовании входного участка и основной пресс-формы составляет 1:10-15 в зависимости от геометрических размеров, конфигурации заряда и реологических характеристик топливной массы. Регулирование производительности осуществляется через систему регулирования давления масла в гидроцилиндре перемещения поршня гидравлической системы вытеснения и систему контроля перемещения поршня, оттарированную в единицах массы. Контроль конца формования ведется по повышению и стабилизации давления топливной массы в пресс-форме или массопроводе установки заполнения.
Величина создаваемого в пресс-форме в конце формования избыточного давления топливной массы должна обеспечивать его сохранение на всех фазах технологического процесса с момента прекращения подачи топливной массы (отсечки) до установки заряда на полимеризацию с учетом возможного понижения давления при охлаждении заполненной пресс-формы при проведении подготовительных операций к полимеризации, транспортировании и установке на полимеризацию. Сохранение избыточного давления топливной массы в пресс-форме исключает подсос воздуха, тем самым обеспечивая изготовление монолитных (без воздушных включений) зарядов. Избыточное давление создается как за счет давления поршня гидравлической системы вытеснения при вытеснении топливной массы, так и за счет перемещения элементов пресс-форм, например: отсекателей или каналообразующей оснастки, при закрытии пресс-формы величина избыточного давления составляет 0,5-1,0 МПа.
Избыточное давление в пресс-форме при полимеризации обеспечивается за счет разности температур формования и полимеризации, причем температурные режимы полимеризации превышают температуру топливной массы при формовании на 5-30oC, при этом избыточное давление в пресс-форме, определяемое техническими характеристиками корпуса, не должно превышать 1,5-8,0 МПа.
Предлагаемый способ формования с положительным результатом прошел опытную проверку на заводе им. С.М. Кирова.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАРЯДОВ ИЗ СМЕСЕВОГО ТВЁРДОГО РАКЕТНОГО ТОПЛИВА | 2002 |
|
RU2226520C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ ВЗРЫВЧАТОГО СОСТАВА | 2005 |
|
RU2287509C1 |
| СПОСОБ СМЕШЕНИЯ КОМПОНЕНТОВ ВЗРЫВЧАТОГО СОСТАВА И ФОРМОВАНИЯ ИЗ НЕГО ИЗДЕЛИЯ | 2004 |
|
RU2263095C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАРЯДА СМЕСЕВОГО РАКЕТНОГО ТВЕРДОГО ТОПЛИВА | 2017 |
|
RU2660101C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАРЯДА СМЕСЕВОГО РАКЕТНОГО ТВЕРДОГО ТОПЛИВА | 2003 |
|
RU2238254C1 |
| СПОСОБ СМЕШЕНИЯ КОМПОНЕНТОВ ВЗРЫВЧАТОГО СОСТАВА И ФОРМОВАНИЯ ИЗ НЕГО ИЗДЕЛИЯ | 2004 |
|
RU2276125C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАРЯДОВ СМЕСЕВОГО РАКЕТНОГО ТВЕРДОГО ТОПЛИВА | 1999 |
|
RU2196760C2 |
| СПОСОБ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ВЗРЫВЧАТОГО СОСТАВА | 2007 |
|
RU2346918C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАРЯДОВ СРТТ | 2000 |
|
RU2198153C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ИЗ ВЗРЫВЧАТОГО СОСТАВА | 2008 |
|
RU2367640C1 |
Изобретение относится к технологии приготовления топливной массы. Способ предусматривает изготовление зарядов с использованием вертикальных смесителей планетарного типа и включает операции дозирования компонентов, смешения топливной массы, отсоединения съемного корпуса от смесительной головки, подсоединения корпуса к поршневой гидравлической системе вытеснения и установке дистанционного заполнения, формования и полимеризации. Смешение компонентов проводят при низкой температуре (20-30°С) с последующим подъемом температуры топливной массы перед формованием до 50-70°С. Съемный корпус при расстыковке его от смесительной головки опускают со скоростью, соизмеримой со скоростью стекания топливной массы с мешалок. Поршень гидравлической системы вытеснения опускают на зеркало массы в двухскоростном режиме. Подачу топливной массы в пресс-форму проводят снизу с регулируемой производительностью. Избыточное давление в пресс-форме создают и поддерживают в конце формования и при полимеризации. Изобретение позволяет повысить качество зарядов. 1 ил.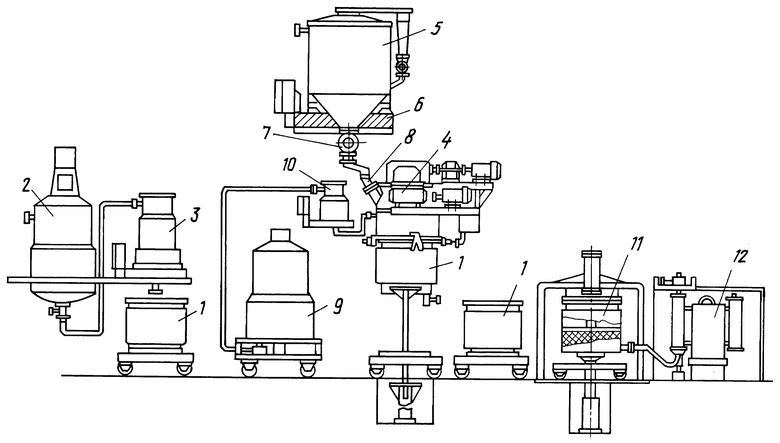
Способ изготовления зарядов из смесевых твердых ракетных топлив с применением вертикальных смесителей со съемными корпусами, включающий дозирование компонентов, перемешивание с вакуумированием массы, отсоединение корпуса от смесительной головки, присоединение к поршневой гидравлической системе вытеснения и к установке дистанционного заполнения, формование заряда в вертикально расположенную пресс-форму и полимеризацию, отличающийся тем, что перемешивание проводят при температуре 20 - 35oС с последующим повышением перед формованием до 50 - 70oС, корпус отсоединяют от смесительной головки путем ступенчатого его опускания со скоростью, соизмеримой со скоростью стекания топливной массы с мешалок, с выдержкой на каждой ступени в течение 5 - 10 мин, поршень гидравлической системы вытеснения опускают до контакта с топливной массой без вакуумирования подпоршневого пространства в двухступенчатом режиме, на первой ступени скорость опускания поршня составляет 0,08 - 0,1 м/мин, на второй за 0,1 - 0,15 м до зеркала массы скорость уменьшается в 6 - 8 раз, причем на контактируемой с массой поверхности поршня расположена система канавок и система каналов с самозапирающимися клапанами, формование зарядов в размер проводят путем подачи топливной массы снизу без вакуумирования пресс-формы с регулируемой производительностью, причем соотношение производительности при формовании входной и основной частей пресс-форм составляет 1 : 10 - 15, конец формования контролируют по повышению и стабилизации давления топливной массы и создают избыточное давление в пресс-форме 0,5 - 1,0 МПа за счет давления, создаваемого поршнем гидравлической системы вытеснения и за счет перемещения элементов пресс-формы при отсечке, после чего заряды полимеризуют при температуре, превышающей температуру топливной массы при формовании на 5 - 30oС, при ограничении избыточного давления прочностью пресс-формы.
| US 3562364, 09.02.1971 | |||
| СПОСОБ ПРОИЗВОДСТВА ГИДРОПОННОГО СВЕЖЕГО КОРМА | 2003 |
|
RU2264705C2 |
| US 5619073 A, 08.04.1997 | |||
| ШТАММ МИЦЕЛИАЛЬНОГО ГРИБА TRICHODERMA LONGIBRACHIATUM - ПРОДУЦЕНТ ЦЕЛЛЮЛАЗ, БЕТА-ГЛЮКАНАЗ И КСИЛАНАЗ | 2005 |
|
RU2303065C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРОШКА ПИРОФОСФАТА КАЛЬЦИЯ | 2016 |
|
RU2629079C1 |

