Изобретение относится в основном к устройству и способу измерения уровня расплавленного металла в электромагнитном процессе непрерывной разливки, и, более конкретно, к устройству и способу измерения уровня поверхности расплавленного металла в электромагнитном процессе непрерывной разливки при использовании электромагнитного поля переменного тока.
Как хорошо известно специалистам, электромагнитный процесс непрерывной разливки заключается в приложении электромагнитного поля поперек поверхности расплавленного металла и разливке расплавленного металла при использовании электромагнитной силы и джоулева тепла, индуцированного за счет приложения электромагнитного поля. В этом способе часть расплавленного металла, которая первоначально является застывшей, нагревается джоулевым теплом и затем медленно охлаждается, в результате чего формируется тонкая, первоначально твердая оболочка под поверхностью расплавленного металла, что делает сложным образование следа "качания кристаллизатора". Кроме того, так как угол касания между литейной формой и поверхностью расплавленного металла увеличивается из-за электромагнитной силы, первоначально твердая оболочка меньше подвергается влиянию "качания кристаллизатора", в результате чего улучшается характеристика поверхности литого металла. С другой стороны, такой электромагнитный процесс непрерывной разливки применяется для приложения сильного электромагнитного поля переменного тока поперек свободной поверхности (на которую далее будем ссылаться как на поверхность) расплавленного металла в отличие от существующих процессов, поле которых индуцируется за счет приложения переменного тока к индукционной катушке, установленной вне литейной формы в том месте, где должна быть расположена поверхность расплавленного металла.
В упомянутом выше электромагнитном процессе непрерывной разливки поверхность расплавленного металла является важным фактором в определении состояния поверхности отливаемого продукта и должна, таким образом, хорошо контролироваться для сохранения поверхности отливаемого продукта в хорошем состоянии. По этой причине очень важно точно измерить уровень поверхности расплавленного металла. В том случае, когда поверхность расплавленного металла выходит за пределы нужного уровня, на поверхности продукта непрерывной разливки формируется заметный след "качания кристаллизатора", что может приводить к серьезному дефекту в последующем процессе. Поэтому в электромагнитном процессе непрерывной разливки нужно более точно управлять уровнем расплавленного металла, чем в обычных процессах литья. Широко известно, что характеристика поверхности продукта литья является самой хорошей, когда поверхность расплавленного металла находится на той же высоте, что и верхний край индукционной катушки.
Для измерения поверхностного уровня расплавленного металла в существующих способах непрерывной разливки стали традиционно предлагался способ с использованием радиоактивных лучей, не способных передаваться через расплавленный металл, способ с использованием датчика вихревых токов (см. патент США 4567435, 1987), способ с использованием электростатического емкостного датчика (см. патент США 4555941, 1985) и т.п. Однако эти способы не могут быть использованы для электромагнитного процесса непрерывной разливки, когда в зоне поверхности расплавленного металла имеется сильное электромагнитное поле переменного тока, потому что измерительные устройства этих способов подвергаются нагреванию или ограничению в пространстве. Способ, основанный на использовании датчика вихревых токов, требуется для точного измерения уровня поверхности расплавленного металла, но является невыгодным, потому что датчик вихревых токов располагается внутри формы. А именно, когда сильное электромагнитное поле прикладывается в зоне поверхности расплавленного металла, как это происходит в электромагнитном процессе непрерывной разливки, датчик вихревых токов испытывает магнитное насыщение и, таким образом, теряет свою функцию как датчик. Способ, основанный на использовании электростатического емкостного датчика подвергается строгому ограничению в пространстве из-за того, что ни один проводящий материал, влияющий на электрический потенциал, не должен находиться между электродом и поверхностью расплавленного металла. Кроме того, так как электростатический емкостной датчик подвергается значительному влиянию диэлектрической постоянной порошка на поверхности расплавленного металла при разливке расплавленного металла, его выходной сигнал меняется при изменении толщины слоя порошка, что приводит к появлению ошибки в очень широком диапазоне. Кроме того, проводящий материал, который должен быть расположен сравнительно близко к поверхности расплавленного металла, может испытывать индукционный нагрев за счет сильного электромагнитного поля в электромагнитном процессе непрерывной разливки, что приводит к тому, что прибор не работает как датчик. Аналогично, в способе, основанном на радиоактивных лучах, предлагаемое устройство не может осуществлять собственную функцию из-за индукционного нагрева за счет электромагнитного поля.
Для измерения поверхностного уровня расплавленного металла в электромагнитном процессе непрерывной разливки традиционно применялся способ, в котором используется изменение частоты внешней индукционной катушки для приложения электромагнитного поля (см. патент США 4446562, 1984), способ с использованием изменения индуктивности индукционной катушки (см. патент Японии, выложенная публикация No. Heisei 6-122056) и т.п. Электрическая нагрузка в электромагнитном устройстве для непрерывной разливки, включающем индукционную катушку, литейную форму, расплавленный металл и т.п. в основном изменяется при изменении уровня поверхности расплавленного металла. В результате происходят изменения в напряжении от источника питания, прикладываемого к индукционной катушке, и связанных с ним токе, индуктивности и частоте. Упомянутые выше способы применяются для измерения уровня поверхности расплавленного металла при использовании такого явления. Однако осуществление измерений является самым лучшим, когда поверхность расплавленного металла находится внутри области индукционной катушки, но резко ухудшается, когда поверхность расплавленного металла находится за пределами области индукционной катушки. Это требует, чтобы зона для измерений поверхностного уровня расплавленного металла ограничивалась областью индукционной катушки.
Одним из подходов к такой проблеме является расширение зоны измерения уровня поверхности с помощью дополнительной катушки, устанавливаемой над индукционной катушкой. В этом подходе, однако, зона измерений также ограничивается областью, определяемой двумя катушками (см. Iron and Steel, Vol. 84, р. 625, 1998). В способе измерения изменения индуктивности индукционной катушки, использующем детекторную катушку, показанном в патенте Японии, выложенная публикация No/Heisei 6-122056, величины, измеряемые детекторной катушкой, включают воздействия, которые связаны с произвольными изменениями тока к индукционной катушке при изменении условий литья. В результате, необдуманно использовать измеряемые величины для точного измерения уровня поверхности расплавленного металла без коррекции таких изменений.
Другим подходом является способ с использованием датчика магнитного поля (см. заявку на патент Кореи 99-28920), который применяется для измерения уровня поверхности расплавленного металла в электромагнитном процессе непрерывной разливки, так как датчик магнитного поля имеет высокую чувствительность и широкую полосу детектирования. Однако значительная ошибка может возникнуть при измерении в том случае, когда происходит сильное изменение тока, подводимого к индукционной катушке.
Изобретение позволяет решить вышеупомянутые проблемы, возникающие в устройствах согласно уровню техники, и целью настоящего изобретения является создание устройства и способа измерения уровня поверхности расплавленного металла в электромагнитном способе непрерывной разливки, в котором эффективно удаляются шумовые компоненты, генерируемые источником питания электромагнитного устройства для непрерывной разливки, и внешние шумовые компоненты, точно измеряется уровень поверхности расплавленного металла и выдаются сведения об уровне поверхности расплавленного металла, предназначенные для другого оборудования с соответствующей точностью измерения.
Согласно еще одному аспекту настоящего изобретения, перечисленные выше и другие цели изобретения могут достигаться путем создания устройства для измерения уровня поверхности расплавленного металла внутри формы в электромагнитном способе непрерывной разливки за счет определения магнитного поля, создаваемого индукционной катушкой, и магнитного поля, индуцированного вихревым током в расплавленном металле, содержащего источники питания для подачи переменного тока заданной мощности к индукционной катушке, и установки переменной мощности, показывающей изменение мощности переменного тока; детекторную катушку для определения суммы создаваемого индукционной катушкой магнитного поля и индуцированного магнитного поля; устройство усиления/фильтрации для усиления выходного сигнала от детекторной катушки до заданного уровня и фильтрации усиленного сигнала для удаления из него шумовых компонент; и арифметический блок, реагирующий на выходной сигнал от устройства усиления/фильтрации и переменную мощность от источника питания для определения поверхностного уровня расплавленного металла путем удаления компонент приложенного магнитного поля, основанного на изменении мощности переменного тока, подаваемого к индукционной катушке, из суммарного магнитного поля, определяемого детекторной катушкой.
В соответствии с другим аспектом настоящего изобретения предлагается способ измерения уровня поверхности расплавленного металла внутри формы в электромагнитном процессе непрерывной разливки путем определения суммы магнитного поля, создаваемого индукционной катушкой, и магнитного поля, индуцированного вихревым током, в расплавленном металле, через детекторную катушку, содержащий первую стадию усиления выходного сигнала от детекторной катушки до заданного уровня и фильтрации усиленного сигнала для удаления из него шумовых компонент; и вторую стадию определения уровня поверхности расплавленного металла путем удаления компонент приложенного магнитного поля, основанного на изменении тока к индукционной катушке, из усиленного и отфильтрованного сигнала.
Перечисленные выше и другие цели, особенности и другие преимущества настоящего изобретения поясняются ниже - следующим подробным описанием в сочетании с сопровождающими чертежами, на которых.
На фиг.1 показано устройство для измерения уровня поверхности расплавленного металла в электромагнитном способе непрерывной разливки согласно изобретению;
фиг.2 - структурная схема устройства для определения уровня на фиг.1;
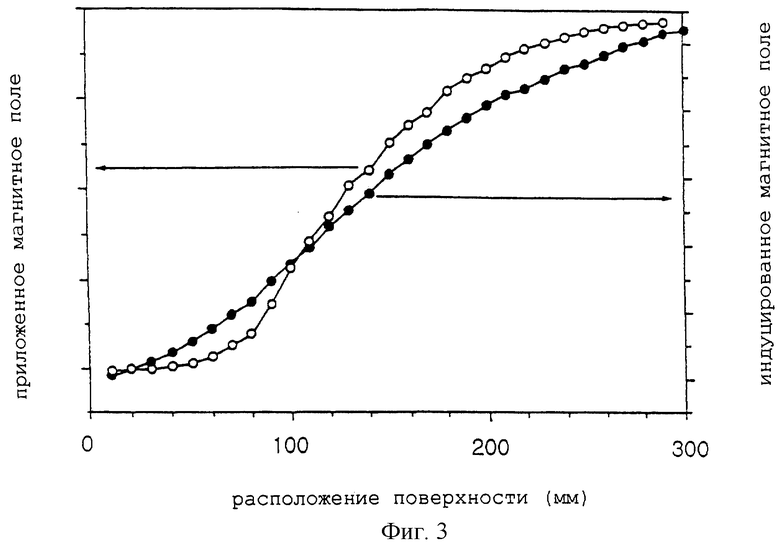
фиг. 3 - график, показывающий изменение магнитного поля, приложенного к расплавленному металлу и магнитного поля, индуцированного в расплавленном металле за счет приложенного магнитного поля согласно изобретению;
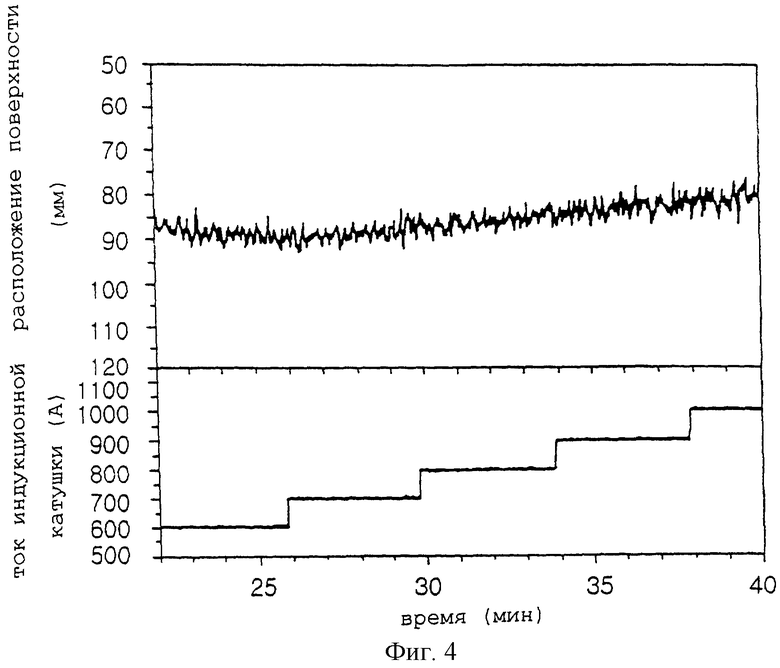
фиг.4 - график, показывающий результаты измерений уровня поверхности расплавленного металла на основе изменений тока индукционной катушки согласно изобретению; и
фиг. 5 - график, показывающий пример результатов измерений уровня поверхности расплавленного металла согласно изобретению.
На фиг. 1 схематически показано устройство для измерения уровня поверхности расплавленного металла в электромагнитном способе непрерывной разливки согласно изобретению. Как показано на этом чертеже, устройство для измерения уровня поверхности содержит индукционную катушку, установленную сбоку от литейной формы 1 для генерации магнитного поля при подаче к ней переменного тока, и подачи генерированного магнитного поля к расплавленному металлу 4 внутри литейной формы 1, источник питания 7 для подачи переменного тока к индукционной катушке 3, детекторную катушку 6 для определения магнитного поля, создаваемого индукционной катушкой 3, и магнитного поля, индуцированного вихревым током, наведенным в расплавленном металле 4 под действием создаваемого магнитного поля, и устройство для определения уровня 8 поверхности расплавленного металла 4 под действием суммарного магнитного поля, определяемого с помощью детекторной катушки 6.
Предпочтительно, источник питания 7 может подавать переменный ток от нескольких десятков до нескольких сотен кГц и нескольких тысяч А к индукционной катушке 3. Кроме того, магнитное поле, генерируемое индукционной катушкой 3, и магнитное поле, индуцируемое вихревым током, наведенным в расплавленном металле 4, могут быть магнитными полями переменного тока одной и той же частоты.
Если источник питания 7 подает переменный ток к индукционной катушке 3, то затем индукционная катушка 3 подает магнитное поле к расплавленному металлу 4 через литейную форму 1, в результате чего в расплавленном металле 4 возникают вихревые токи, которые, в свою очередь, приводят к получению индуцированного магнитного поля. Детекторная катушка 6 измеряет суммарное приложенное магнитное поле и индуцированное магнитное поле и определяет уровень поверхности расплавленного металла в соответствии с измеряемым результатом.
Устройство 8 для определения уровня удаляет шумовые компоненты из сигнала определения уровня от детекторной катушки 6 и измеряет уровень поверхности расплавленного металла на основе сигнала определения уровня с удаленными шумовыми компонентами. Кроме того, устройство 8 для определения уровня применяется для устойчивой регулировки уровня поверхности расплавленного металла с целью устойчивого формирования твердой оболочки, благодаря чему улучшается качество поверхности отливаемого продукта.
Детекторная катушка 6 может быть предпочтительно сформирована так, чтобы измерять магнитное поле, параллельное оси литейной формы 1, магнитное поле, перпендикулярное оси литейной формы или комбинацию магнитных полей, параллельных и перпендикулярных оси литейной формы. Для того, чтобы определить такое магнитное поле, детекторная катушка 6 предпочтительно устанавливается в положении вне верхней части литейной формы 1 или в положении выше индукционной катушки 3 (т.е. в положении вокруг верхней части литейной формы 1). Хотя в предпочтительном варианте реализации настоящего изобретения показано, что детекторная катушка 6 установлена так, что она располагается вокруг верхней части литейной формы 1, специалисту понятно, что расположение детекторной катушки 6 не ограничивается таким положением.
На фиг.2 представлена подробная структурная схема, устройство 8 для определения уровня на фиг.1. Как показано на этом чертеже, устройство 8 для определения уровня включает развязывающий усилитель 9 для усиления выходного сигнала от детекторной катушки 6 до заданного уровня. Само собой разумеется, что внешний шум высокого уровня может быть введен в детекторную катушку 6, потому что катушка имеет кольцевую форму, и обычный дифференциальный усилитель не может устранить шум общего типа в 10 В или более. В этом отношении развязывающий усилитель 9 предпочтительно может быть использован для защиты системы и устойчивого усиления.
Также следует отметить, что необходимо выявлять компоненты сигнала только внутри конкретного диапазона частот, требуемого для измерения уровня, от выходного сигнала из развязывающего усилителя 9, так как этот сигнал содержит шумовые компоненты, которые являются результатом электрических флуктуаций в работе источника питания. По этой причине полосовой фильтр (BPF) 10 предназначен для удаления шумовых компонент из выходного сигнала от развязывающего усилителя 9. Выходной сигнал от полосового фильтра 10 еще имеет характеристику сигнала переменного тока. Для того, чтобы использовать такой сигнал для регулирования поверхностного уровня расплавленного металла, преобразователь 17 сигнала постоянного тока, состоящий из устройства 11 для вычисления квадратных корней или пикового детектора 12, должен использоваться для преобразования этого сигнала в сигнал постоянного тока в заданный период времени. Выходной сигнал от устройства 11 для вычисления квадратных корней или пикового детектора 12 еще имеет высокочастотные шумовые компоненты. В этом отношении фильтр нижних частот (ФНЧ) 13 используется для удаления шумовых компонент из выходного сигнала от устройства 11 для вычисления квадратных корней или пикового детектора 12. Сигнал определения поверхностного уровня с удаленными шумовыми компонентами от детекторной катушки 6 может быть передан на большое расстояние в соответствии с данным условием. С этой целью дифференциальный преобразователь 14 выходного сигнала используется для усиления выходного сигнала от ФНЧ 13 до заданного уровня. Аналого-цифровой преобразователь (АЦП) 15 используется для преобразования аналогового выходного сигнала от дифференциального преобразователя выходного сигнала 14 в цифровую форму. В результате АЦП 15 посылает сигнал без шумовой компоненты на арифметический блок 16.
Арифметический блок 16 адаптируется для определения поверхностного уровня расплавленного металла на основе измеряемой величины, получаемой от детекторной катушки 6, преобразованной в цифровой сигнал с помощью аналого-цифрового преобразователя 15. Здесь детекторная катушка 6 применяется для определения поверхностного уровня расплавленного металла в соответствии с принципом, который описан ниже более подробно.
Фундаментальным принципом детекторной катушки 6 является использование электромагнитной индукции. А именно, магнитное поле переменного тока прикладывается к расплавленному металлу при использовании источника питания электромагнитного устройства для непрерывной разливки, и индуцируемое магнитное поле генерируется в расплавленном металле с помощью приложенного магнитного поля переменного тока. Затем, детекторная катушка 6 измеряет поверхностный уровень расплавленного металла путем определения суммы приложенного магнитного поля и индуцированного магнитного поля.
Если магнитное поле, изменяющееся во времени, прикладывается поперек проводящего материала, то электродвижущая сила ε генерируется в проводящем материале благодаря магнитному полю В, перпендикулярному материалу, как в приведенном ниже уравнении 1. Затем цепь индуцированного тока, подчиняющаяся закону Ома, формируется на схеме, где генерируется электродвижущая сила.
Уравнение 1
Направление индуцированного магнитного поля, генерированного за счет индуцированного тока, изменяется вместе с направлением внешнего магнитного поля, которое прикладывается к проводящему материалу для сохранения индуцированного магнитного поля постоянным в проводящем материале. Т.е. направление индуцированного магнитного поля является противоположным направлению приложенного магнитного поля, как следует из наличия знака "минус" в приведенном выше уравнении 1.
Детекторная катушка 6 может быть предпочтительно магнитным датчиком поиска катушечного типа для измерения магнитного поля путем измерения электродвижущей силы, индуцированной им. А именно, детекторная катушка 6 измеряет поверхностный уровень расплавленного металла путем измерения индуцированного магнитного поля на основе токовой петли, сформированной на поверхности расплавленного металла. Изменяющаяся во времени скорость магнитного потока, пересекающего область, окруженную детекторной катушкой 6, является суммой, изменяющейся во времени скорости приложенного магнитного поля Вp е, основанного на токе через индукционную катушку, и изменявшейся во времени скорости индуцированного магнитного поля Вp i на основе тока, индуцированного в расплавленном металле. В результате выходной сигнал детекторной катушки 6 может быть выражен следующим уравнением 2.
Уравнение 2
Вышеописанная сумма магнитного поля, измеренная детекторной катушкой 6, усиливается до заданного уровня, из нее удаляются шумовые компоненты с помощью упомянутых выше усилительных и фильтрующих устройств, и затем результат передается на арифметический блок 16 для определения поверхностного уровня расплавленного металла.
Арифметический блок 16 удаляет компоненты приложенного магнитного поля, индуцированные в результате изменения тока, подаваемого источником питания из суммы магнитных полей, определяемой детекторной катушкой на основе приведенного ниже уравнения 3 для определения поверхностного уровня расплавленного металла в зависимости не от изменения приложенного магнитного поля, а от изменения расположения поверхности расплавленного металла.
Уравнение 3
В приведенном выше уравнении 3 а=C1*V2+c2, b=c3*v2+c4, d=c5*v2+c6, k=c7, V1 = сумма магнитных полей и С1, С2, С3, С4, С5, С6 и С7 = константы, связанные со значением V2. V2 прямо связано с мощностью или током, подаваемым к индукционной катушке.
Другими словами, в приведенном выше уравнении 3 переменная а представляет самый нижний поверхностный уровень (например, 300 мм) расплавленного металла в области определения детекторной катушки 6, переменная b представляет собой самый высокий поверхностный уровень (например, 0 мм) и переменная d представляет собой поверхностный уровень, когда огибающая графика индуцированного магнитного поля, которая подробно будет упомянута позже, соответствует к.
Сильное магнитное поле, индуцированное индукционной катушкой, присутствует в поверхностной области расплавленного металла в соответствии с характеристикой электромагнитного процесса непрерывной разливки. В этой связи детекторная катушка одновременно измеряет магнитное поле, создаваемое с помощью индукционной катушки, и индуцированное магнитное поле на основе вихревого тока, генерированного в расплавленном металле.
Как утверждалось выше, электрическая нагрузка в электромагнитном устройстве непрерывной разливки и, таким образом, величина тока от источника питания к индукционной катушке изменяется в зависимости от расположения поверхности расплавленного металла. В результате происходит изменение приложенного магнитного поля на основе тока индукционной катушки. На приложенное магнитное поле непосредственно влияет изменение величины тока подводимого к индукционной катушке в электромагнитном способе непрерывной разливки. По этой причине компоненты приложенного магнитного поля должны быть удалены из магнитного поля, измеряемого вокруг поверхности расплавленного металла, для обеспечения точного измерения уровня поверхности расплавленного металла в электромагнитном способе непрерывной разливки.
С другой стороны, индуцированное магнитное поле содержит как компоненту, изменяющуюся при изменении приложенного магнитного поля, когда изменяется расположение поверхности расплавленного металла, так и компоненту, изменяющуюся при изменении расположения поверхности расплавленного металла даже когда приложенное магнитное поле является постоянным. Это означает, что расположение поверхности расплавленного металла может быть точно определено путем определения того, почему происходит изменение выходного сигнала детекторной катушки: связано ли оно с изменением приложенного магнитного поля или изменением уровня поверхности расплавленного металла.
В настоящем варианте реализации переменная мощности V2 используется для коррекции изменения приложенного магнитного поля на основе изменения индуцированного магнитного поля с выхода детекторной катушки. V2 представляет собой переменную, способную представлять приложенное магнитное поле и создаваемую источником питания, поставляющим энергию к индукционной катушке. Также постоянная мощности V2 не связана с изменением расположения поверхности расплавленного металла и изменением электрической нагрузки в электромагнитном процессе непрерывной разливки, и однозначно соответствует величине тока, подаваемого на индукционную катушку. Переменная мощности V2 может предпочтительно быть установлена по отношению к переменному току, напряжению или мощности, которую источник питания подает к индукционной катушке.
На фиг. 3 представлен график, показывающий сравнение между изменением приложенного магнитного поля и изменением индуцированного магнитного поля при изменении расположения поверхности расплавленного металла. Как показано на этом чертеже, приложенное магнитное поле является узким в полосе детектирования, в то время, как индуцированное магнитное поле является широким в полосе детектирования.
Как видно из приведенного выше уравнения 3, переменная мощности V2 от источника питания содержится соответственно в переменных a, b и d. Это делает возможным устранить влияние изменения приложенного магнитного поля при произвольном изменении тока индукционной катушки в зависимости от данных условий литья и изменения приложенного магнитного поля при изменении расположения поверхности расплавленного металла. Другими словами, в настоящем варианте реализации арифметический блок измеряет расположение поверхности расплавленного металла путем выделения только величины изменения индуцированного магнитного поля, следующего из изменения расположения поверхности, на основе выходного сигнала от АЦП. Следовательно, арифметический блок может устойчиво измерять уровень поверхности расплавленного металла, даже хотя величина индуцированного тока к индукционной катушке произвольно изменяется в электромагнитном процессе непрерывной разливки, как требуется.
На фиг. 4 представлен график, показывающий результаты измерений уровня поверхности расплавленного металла на основе изменений тока индукционной катушки в соответствии с предпочтительным вариантом реализации изобретения. В случае, когда отрегулированное напряжение или ток, который является одним из самостоятельных электрических сигналов источника питания, извлекаются и подаются к устройству для определения уровня, резкое изменение тока, подаваемого к индукционной катушке или резкое изменение приложенного магнитного поля не оказывает влияния на результаты измерения уровня поверхности расплавленного металла, как видно из фиг.4. Еще из фиг.4 можно увидеть, что расположение поверхности расплавленного металла медленно изменяется в диапазоне от 80 до 90 мм. Это основано на том факте, что расположение поверхности расплавленного металла изменяется в течение всего процесса для защиты от коррозии сопла для инжекции расплавленного металла.
На фиг. 5 представлен график, показывающий пример результатов измерения уровня поверхности расплавленного металла согласно изобретению. Как показано на этом чертеже, величина измеряемого уровня имеет улучшенное значение уровня шума, около 0,3 мм в настоящем случае, по сравнению с уровнем шума около 4 мм в традиционном случае. Следовательно, можно показать, что точность измерения уровня была значительно увеличена в соответствии с настоящим изобретением. С другой стороны, сигнал осциллирует порядка одного раза в секунду после того, как настоящее изобретение применяется к измерению уровня. Такой сигнал основан на собственных колебаниях литейной формы и представляет изменение уровня поверхности расплавленного металла.
Как следует из вышеприведенного описания изобретения, уровень поверхности расплавленного металла может быть точно измерен вне зависимости от изменений тока и напряжения от источника питания к индукционной катушке путем удаления компонент приложенного магнитного поля, создаваемого индукционной катушкой, из выходного сигнала детекторной катушки, определяющей приложенное магнитное поле и индуцированное магнитное поле на основе изменения расположения поверхности расплавленного металла.
Кроме того, согласно изобретению, уровень поверхности расплавленного металла может стабильно измеряться с высокой точностью и, таким образом, использоваться как опорный сигнал для регулировки. Следовательно, качество поверхности отливаемого продукта может быть повышено, тем самым уменьшается длительность процесса изготовления сталелитейных продуктов и экономится энергия.
Хотя предпочтительные варианты реализации настоящего изобретения были описаны с иллюстративной целью, специалисту понятно, что возможны различные модификации, дополнения и замены в рамках изобретения, описанного в нижеследующей формуле изобретения.


Изобретение относится к устройству и способу измерения уровня расплавленного металла в электромагнитном процессе непрерывной разливки, а именно к устройству и способу измерения уровня поверхности расплавленного металла в электромагнитном процессе непрерывной разливки при использовании электромагнитного поля переменного тока. Создается детекторная катушка для определения суммы магнитного поля, создаваемого индукционной катушкой и индуцированного магнитного поля на основе вихревого тока в расплавленном металле. Арифметический блок создается для определения поверхностного уровня расплавленного металла путем удаления изменения приложенного магнитного поля при изменении тока, подводимого к индукционной катушке из выходного сигнала от детекторной катушки. По изменению выходного сигнала детекторной катушки, которое является следствием изменения приложенного магнитного поля или изменения уровня поверхности расплавленного металла, измеряют уровень поверхности расплавленного металла. Технический результат состоит в повышении точности измерения уровня поверхности расплавленного металла, повышении качества поверхности отливаемого продукта, уменьшении длительности процесса изготовления сталелитейных продуктов и экономии энергии. 2 с. и 7 з.п. ф-лы, 5 ил.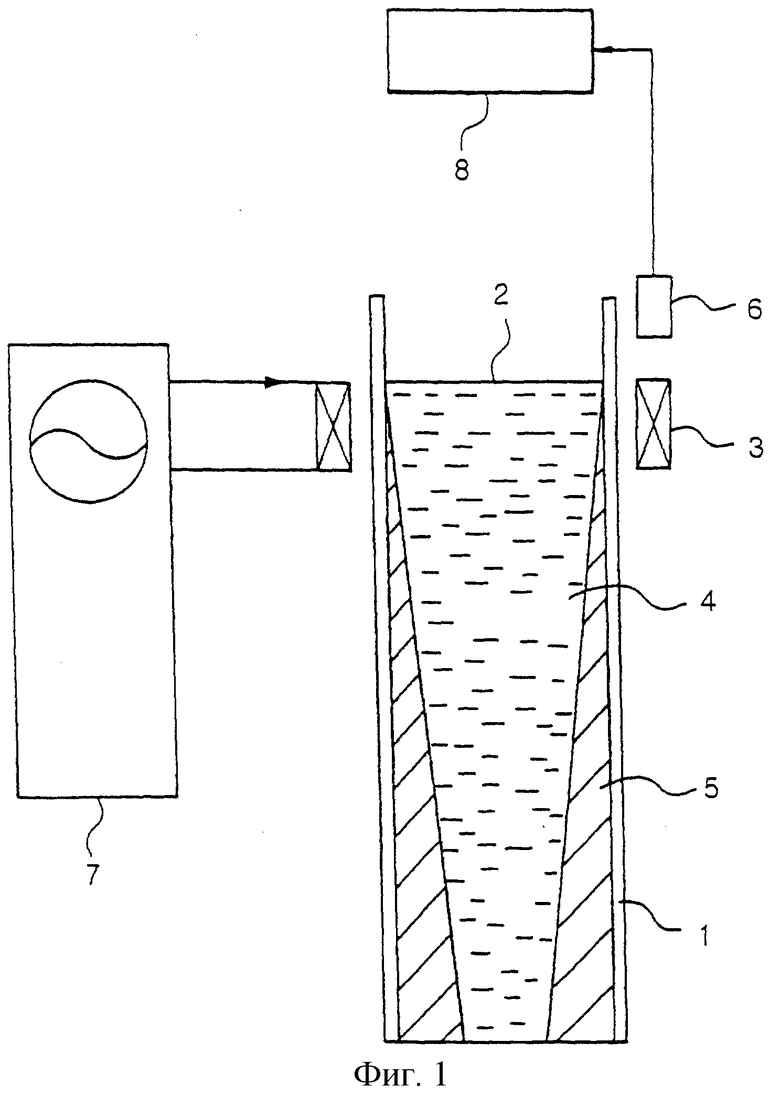
где а= C1•V2+C2;
b= C3•V2+C4;
d= C5•V2+C6;
k= C7;
V1 - сумма магнитных полей;
С1, С2, С3, С4, С5, С6, С7 - константы;
V2 - переменная мощности, подаваемая к индукционной катушке.
где а= C1•V2+C2;
b= C3•V2+C4;
d= C5•V2+C6;
k= C7;
V1 - сумма магнитных полей;
С1, С2, С3, С4, С5, С6, С7 - константы;
V2 - переменная мощности, подаваемая к индукционной катушке.
| ВЕТЕРИНАРНЫЙ СТАНОК | 1990 |
|
RU2021782C1 |
| JP 348448 А, 24.07.1991 | |||
| US 4112759 А, 12.09.1978 | |||
| ВЕНТИЛЯЦИОННОЕ УСТРОЙСТВО | 0 |
|
SU345325A1 |
| JP 348448 А, 24.07.1991 | |||
| СПОСОБ РЕГУЛИРОВАНИЯ УРОВНЯ ЖИДКОГО МЕТАЛЛА В КРИСТАЛЛИЗАТОРЕ УСТАНОВКИ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2120837C1 |
| JP 60127060 А, 13.07.1985 | |||
| JP 11188465 А, 13.07.1999. | |||

